نمایش موارد بر اساس برچسب: پاکسازی
پاکسازی سطح آماده سازی سطح پیش از آبکاری-قسمت 1

آماده سازی سطح پیش از آبکاری (قسمت اول مقدمه ای بر پاکسازی سطح)
Surface Preparation of Metals Prior to Plating (part 1: introduction to surface cleaning)
|
I. DEFINITION OF CLEAN SURFACE In the preparation of almost all metals for decorative plating, one of the most, if not the most important consideration, is the preplating sequence: cleaning process. This is so, because the appearance, adhesion and acceptance of the finished article depend primarily on a sound foundation for the final finish, which is achieved only with an active and clean substrate. |
1- تعریف پاکسازی سطح (تمیزکاری سطح) در فرایند آبکاری یکی از مهمترین مراحل آماده سازی سطح، تمیز کردن سطح است. این به این دلیل است که ظاهر، چسبندگی و قابل آبکاری بودن سطح در درجه اول بستگی به یک بسترفعال و تمیز دارد. |
|
|
|
|
Clearly, only a properly designed preplating sequence will result in quality parts. It is not question of whether or not cleaning is required, but what type of cleaning should be used. Clean can mean many different conditions to many people. |
مشخصا، تنها یک توالی آماده سازی از پیش طراحی شده می تواند به قطعات با کیفیت منجر شود. سوال این نیست که آیا تمیز کردن مورد نیاز است یا خیر، بلکه مسئله این است که چه نوع فرایند پاکسازی باید مورد استفاده قرار گیرد. پاکسازی سطح ممکن است تحت شرایط متفاوتی توسط افراد انجام بگیرد |
| Cleaning is loosely defined as the process of removing unwanted contaminants or dirt from a surface. A practical definition of word clean is “containing no contaminants that would interfere with satisfactory deposition of one adhering finish”. It is differentiated from other finishing processes in that the cleaning process does not alter the surface physically or chemically. | تمیز کردن سطح اساسا بعنوان حذف آلودگیهای ناخواسته یا کثیفی از روی سطح است. منظور از تمیز کردن این است که هیچ گونه آلودگی که مانع چسبندگی پوشش آبکاری شده بر روی سطح باشد وجود نداشته باشد. در واقع برخلاف سایر فرایندهای آبکاری، پاکسازی سطح زبق این تعریف باعث تغییرات فیزیکی یا شیمیایی در سطح بستر نمی شود. |
| A properly cleaned surface is just the same as it was prior to cleaning, except for the missing soil For example, to the spray painter, “clean” can be simple freedom from oil or grease. A plater will need to go further, in that his work must also be free of rust, scale, oxide and smut. | سطحی که تمیز می شود کاملا مشابه با پیش از تمیز شدن خود است با این تفاوت که گردوغبار و آلودگیهایی که روی آن بوده اند حذف شده است. بعنوان مثال برای رنگ آمیزی با اسپری، تمیز شدن را می توان حذف روغن و چربی تعریف کرد. اما این مفهوم برای یک آبکار کمی فراتر از زدودن روغن و چربی است بلکه او نیاز دارد تا کلیه زنگ زدگیها اکسیدها و دوده ها را نیز از سطح قطعه پاکسازی نماید. |
| A nickel-chromium decorative plater would be especially more critical, since minor rust and scale would appear on finished parts as white frosty spots, pits, roughness or even black spots | حساسیت یک آبکار نیکل-کروم تزئینی حتی از این هم باید بیشتر باشد چراکه کوچکترین زنگ زدگی و لکه می تواند در قسمتهای آبکاری شده ایجاد لکه های سفید، حفره، زبری و یا حتی لکه های سیاه می شود. |
| A cyanide zinc plater may not be as critical, since less than thoroughly clean parts would come acceptable, mostly because cyanides, inherently, are good cleaners because of their high alkalinity and ability to complex many metal ions. | اما این میزان حساسیت برای یک آبکار که در زمینه روی سیانیدی فعال است چندان الزامی ندارد، زیرا سیانیدها به خودی خود به دلیل قلیائیت بالایی که دارند پاک کننده های قوی محسوب می شوند و می توانند با بسیاری از فلزات کمپلکس تشکیل شوند. |
| Can conditions of clean and active surface be achieved ion a reasonable, uncomplicated and cost effective manner? For the plater, we can contentedly state that such a condition can be attained. | آیا امکان دست یابی به شرایط پاکسازی و فعالسازی سطح که ساده، ممعقول و مقرون به صرفه باشد وجود دارد؟ ما با اطمینان خاطر میگوئیم که برای یک آبکار، این شرایط قابل حصول است |
| Today, platers are taking parts, as they receive them, and are placing these parts through a cleaning process cycles in hand lines, hoist lines, automatic lines and strip lines with even more successful than ever before. If we want to be successful in cleaning today, we must handle cleaning processes with the same care and control as we do with plating processes. | امروزه، آبکارها به محض اینکه قطعه ای را دریافت می کنند، آن را بصورت دستی، خطوط اتوماتیک و یا خطوط نواری در چرخه پاکسازی قرار میدهند. اگر امروزه ما بخواهیم در پاکسازی موفق باشیم باید فرایند پاکسازی را با همان دقتی که سایر فرایندهای آبکاری را با دقت کنترل میکنیم آن را نیز مدیریت کنیم. |
|
برای خواندن ادامه مطلب به سایت نویسنده مقاله مراجعه کنید.
|
|
پاکسازی برقی - آماده سازی سطح پیش از آبکاری- قسمت 2

آماده سازی سطح پیش از آبکاری (قسمت دوم مقدمه ای بر پاکسازی برقی)
Surface Preparation of Metals Prior to Plating
(part 2: introduction to ELECTROLYTIC CLEANING)
|
پاکسازی برقی i. عمومیت روش: در آماده سازی یک فلز جهت آبکاری به ندرت پیش می آید که از پاکسازی الکتریکی استفاده نشود. تنها موارد استثنایی که از این روش در مرحله آماده سازی استفاده نمیکنند عبارتند از : آبکاریهای کروم سخت، آبکاریهای الکترولس، آبکاری بر روی آلومینیوم، پوششهای فسفاته، آنودایزینگ و کرومات. الکترو پاک کننده ها معمولا به عنوان پاک کننده های نهایی مورد استفاده قرار می گیرند. آنها اساسا از نوع قلیایی قوی هستند، اما همیشه با جریان DC - مستقیم کاتدی، یا آنودی (معکوس) و یا معکوس متناوب (جریان متناوب آنودی و کاتدی)، PRC کار می کنند. هرچند که معمولا برای چربیگیری الکتریکی همان مراحل پیش آماده سازی انجام می شود، اما در بعضی موارد، بدون نیاز به هیچ مرحله پاک کنندگی اولیه همان تمیز کردن الکتریکی به تنهایی کافی است. در این روش پاکسازی، هدف نهایی از پاکسازی، زدودن کامل آلودگیها از روی سطح و فعال کردن سطح فلز است. فعالسازی سطح معمولا با استفاده از جریان معکوس در پاک کنندگی الکتریکی حاصل می شود. سایش توسط گاز ناشی از اکسیژن تولید شده است که به حذف آلودگی کمک می کند، در حالی که جریان معکوس به حذف آلودگی کمک میکند از رسوب هر نوع فیلم فلزی یا ذرات غیر چسبان فلزی جلوگیری می کند. عموما در مرحله نهایی بعد از چربی زدایی برای خنثی سازی فیلم قلیایی که روی سطح باقی مانده و همچنین زودن لایه اکسیدی سبکی که روی سطح تشکیل شده است از یک غوطه وری در اسید معدنی رقیق شده استفاده می شود. |
B. ELECTROLYTIC CLEANING i .General. In preparation of metal for plating or finishing, it is seldom that electrocleaning stage is not used. Exceptions are hard chromium plating, electroless plating, plating over aluminum, anodizing phosphatizing and chromating. Electro cleaners are usually considered as final cleaners. They are basically heavy-duty alkaline types, but are always employed with DC current – either cathodicdirect), anodic (reverse) or periodic reverse (alternating anodic and cathodic currents), PRC. Even though they usually follow precleaning step, in some cases final electro cleaning alone will suffice. The objective of final cleaning is to remove completely all soil and to activate the metal surface. Activation is usually obtained by using reverse current electrocleaning. The gas scrubbing of the generated oxygen assists soil removal, whiles the reverse current aids in its removal and prevents the deposition of any metallic film or non-adherent-metallic particles. A dilute mineral acid dip almost always follows the final cleaner, to neutralize the alkaline film on the metal surface, and to remove light oxide layer. |
|
|
|
| قطعاتی که تحت عملیات حرارتی، جوشکاری و یا سایر روشهایی که باعث اکسید شدن سطح می شوند، قرار گرفته باشند، ممکن است بسته به درجه نیاز به یک چرخه تمیزکاری دوگانه نیاز داشته باشند. در چنین مواردی، قطعه عموما بصورت آندی تحت پاکسازی الکتریکی قرار می گیرد، غوطه وری اسیدی جهت حذف اکسیدها، بقایای به جا مانده از پاک کننده الکتریکی و همچنین از بین بردن قلیاها استفاده می شود. دومین پاک کنندگی برقی برای حذف هرنوع دوده که حاصل از مرحله اول اسید شویی است انجام میگیرد. اولین پاک کننده هر نوع روغن یا آلودگی را پاک می کند که ممکن است از اثربخشی اسیدشویی اول بکاهد. | Parts containing heat-treat, welding, or other oxides may require a double cleaning cycle, depending on the degree of oxidation. In such cases, the part is usually anodically electro cleaned, acid dipped to remove the oxide, final electro cleaned, and acid dipped to neutralize the alkaline film. The second electro cleaner (final cleaner) is used to remove any smut developed from the scale removal in the first acid dip. The first cleaner removes any oil or other soil, which would reduce the effectiveness of the scale removal properties of the first acid dip. |
|
فرمولاسیون پاک کننده های برقی: مواد پاک کننده قلیایی مورد استفاده در پاک کننده های برقی عموما حاوی مخلوطی از قلیاها هستند تا ضمن ایجاد قلیائیت مناسب امکان ایجاد هدایت بالا در pH مورد نظر را نیز فراهم کنند. برای استیل به قلیائیت بالا احتیاج است درحالیکه برای روی، مس و برنج قلیائیت متوسط نیاز است. عموما هیدروکسیدهای فلزات قلیایی، کربنات، سیلیکات و فسفات جزو منابع تامین کننده قلیائیت در این فرمولها محسوب می شوند. علاوه بر مواد پایه در فرمولاسیون، عموما مواد افزودنی آلی از جمله گلوکناتها، EDTA یا تری سدیم نیتریلو استاتها عموما در فرمولاسیونها با رویکرد کنترل دود و دانسیته جریان بهینه به فرمول اضافه می شوند. یک ایرادی که دوده حاصل از پاک کننده برقی دارد، تجمع گازهای اکسیژن و هیدروژن در این دود است که می تواند در الکترود باعث انفجار شود. |
ii. Electrocleaning Formulations. Alkaline cleaning blends used for electrolytic cleaning, typically contain mixture of alkaline material, to provide high conductivity at established pH and to have enough reserve alkalinity. High alkalinity is needed for steel, lower for zinc, copper and brass. Alkali metal hydroxide, carbonate, silicate and phosphate are used as a principal source of alkalinity. Sequestering organic additives, such as gluconates, EDTA or trisodium nitriloacetate are also commonly present Formulation of electrocleaners in addition to basic fundamentals, all attention on foam control and optimal current densities. A problem with excessive foam in electrocleaning is that hydrogen and oxygen gas accumulated in the foam can explode at a sparking electrode. |
|
این درحالی است که پدیده فوفق در اغلب موارد مخاطره آمیز است، و می تواند باعث تضعیف عملکرد فرایند شود. مشکل دیگری خشک شدن دوده بر روی سطح کار است که در مرحله آبکشی به دشواری قابل حذف است و باعث ایجاد لکه بر روی سطح کار می شود. در این موارد برای جلوگیری از خشک شدن سطح قطعه بعضا نیاز است تا با اسپری آب توسط نازلهای مه پاش سطح قطعه را مرطوب نگاه داشت. نمکهای سدیمی بدلیل هزینه کمتر بیشتر مورد استفاده قرار می گیرند، هرچند پاک کننده های برقی بر پایه نمک های پتاسیمی حلالیت بهتر، مقاومت الکتریکی کمتر و قدرت پرتاب بیشتری دارند. نمکهای پتاسیمی در موارد خاصی همانند مواقعی که قطعه بسیار بزرگی که برای رسیدن به دانسیته جریان مناسب نیاز به ولتاژ بالایی دارد، مورد استفاده قرار می گیرند. |
While this is more of a nuisance than a menace in most cases, it can make for an annoying situation and is taken to mean as poor plant practice. Another difficulty is that foam dried onto the work may be difficult to remove by rinsing, and shows up as a pattern in the final electroplated product. Water spray with fog nozzles may be necessary to wet down the work to prevent drying. Due to the lower cost sodium salts are more frequently used, although potassium based electrocleaners have better solubility, lower electrical resistance and better throwing power. Potassium salts are used in special occasions, e.g. when electrocleaning very large parts where otherwise very large voltages will be required, to obtain high current densities required. |
| در فرمولاسیونهای مربوط به چربیگیرها، سیلیکاتها از این جهت که بسرعت قادر به پپتید کردن و دیسپرس کردن روغنها هستند و همچنین بدلیل خواص امولسیون کنندگی و ضد خوردگی که دارند بسیار متداول هستند. برای جلوگیری از چسبندگی فیلم نامحلول سیلیکاتی به سطح کار و همچنین چسبندگی مناسب پوشش آبکاری، نسبت مناسبی از هیدروکساید به سیلیکات مورد نیاز است نیاز است. ترکیبات سیلیکاتی اغلب برای جلوگیری از سوختن فولاد در دانسیته جریان های بالا استفاده می شوند. علاوه براین امروزه پاک کننده های غیر سیلیکاتی که از بازدارنده های متفاوتی استفاده می کنند نیز در دسترس هستند. ذکر نکته حائز اهمیت است که تعیین نسبت مناسب بین ترکیبات سیلیکاتی و فسفاتی نیز بسیار مهم است. عموما برای جداسازی اجزای سخت کننده آب، فسفاتها، گلوکناتها یا سایر نرم کننده ها و سبک کننده های آب، به فرمول اضافه می شوند. اثرات اکسیداسیون و کاهش با فلز متفاوت است، و معمولا تعیین کننده این است که آیا پاکسازی باید آنودی باشد یا کاتدی. فلزاتی که پس از اکسیداسیون پسیو می شوند، مانند نیکل، فولاد ضد زنگ و یا آلومینیوم بصورت کاتدی پاکسازی می شوند (آلومینیوم به ندرت بصورت برقی تمیز می شود). برای جلوگیری از انحلال روی در آند، برنج به صورت کاتدی تمیز می شود. |
Silicates are very popular as they rapidly peptize and disperse oils and also have emulsifying and corrosion inhibition properties. A proper ratio of hydroxide to silicate is needed to prevent insoluble silicate films from adhering to the work and affecting plate adhesion. Silicates are often used to prevent burning of steel at high current density. Nonsilicated cleaners, using different types of inhibitors, are also available. Also important is proper ratio of silicate to phosphate. Phosphates, gluconates or other water softeners and conditioners are also added in order to help sequester hard water constituents. Oxidation and reduction effects vary with the metal, and usually determine whether cleaning should be anodic or cathodic. Metals that are passivated upon oxidation, such as nickel, stainless steel, or aluminum, are cleaned cathodically (aluminum is seldom electro cleaned).Brass is cleaned cathodically to avoid solution of the zinc component at the anode. |
| از طرف دیگر، روی و قالبهای روی بنا به دلایل دیگر بصورت آندی باید پاکسازی شوند. بدلیل حساسیت فلز به حمله توسط پاک کننده های الکلی قلیایی، مطلوب استفاده از پاک کننده های مهار شده است. بدلیل حساسیت فلز نسبت به حمله پاک کننده های برقی قلیایی، ترجیح داده می شود از پاک کننده های حاوی بازدارنده استفاده شود. هنگامی که فرایند پاکسازی بصورت کاتدی باشد و از سیلیکات به عنوان بازدارنده استفاده شود، یک فیلم نامحلول روی قطعه تشکیل می شود. از این رو، تمیز کردن آندی، صرفا با پاک کندده هایی با فرمولاسیون خاص، تحت شرایط ملایم و برای مدت کوتاه است. فولاد که در مقابل اثرات اکایش-کاهش نسبتا غیر حساس است، می تواند هم بصورت کاتدی و هم آندی تمیز شود. در دانسیته جریانهای بالا، آهن تمایل دارد به رنگ قهوه ای مایل به زرد تبدیل شود مگر اینکه مهار کننده سیلیکات در پاک کننده وجود داشته باشد. فولاد ضد زنگ نیز می تواند به همین روش پاک شود، هرچند اگر بنا به پاکسازی آندی باشد انگاه به یک اسید شویی قوی نیاز است. در سال های اخیر، برای پاکسازی فولاد به شدت توجهات معطوف به روش آندی شده است. | On the other hand, zinc and zinc die-castings are cleaned anodically for another reason. Because of the sensitivity of the metal to attack by alkaline electro cleaners, it is desirable to use inhibited cleaners. When silicate is used as an inhibitor, an insoluble film seems to develop when cleaning is cathodic. Hence, cleaning is anodic, with specially formulated cleaners, under mild conditions, and for short times. Steel, which is relatively insensitive to oxidation-reduction effects, can be cleaned anodically or cathodically. At high current densities, there is a tendency toward browning of the steel unless an inhibitor, silicate, is present in the cleaner. Stainless steel can also be cleaned either way, although more drastic pickling action is required when anodic cleaning is employed. The trend, in recent years, has been strongly towards anodic cleaning of steel. |
| III. آندی، پاکسازی برقی (برگشتی):قطعه کار در محلول پاک کننده قلیایی برقی با استفاده از ولتاژ پایین (3 تا 12 ولت) و جریان DC بصورت آند (قطب مثبت) ساخته می شود. دانسیته جریان می تواند بسته به فلزی که قرار است تیز شوذ و همچنین زمان پاک کنندگی از 1 تا 15 آمپر بر دسی متر مربع متغیر باشد. زمان پاکسازی مبرای اغلب کاربردها از 30 ثانیه تا دو دقیقه مناسب می باشد. دانسیته جریانهای بالاتر برای مواردی که که زمان پاکسازی کوتاه باشند، امکان پذیر است. | iii. Anodic, (reverse) electrocleaning: The work is made anodic (positive) in an alkaline electro cleaner using low voltage (3 to 12 V) DC current. Current densities vary from about 1 to 15 A/dm2 depending on the metal being cleaned and the cleaning time. Cleaning times of ½ to 2 minutes generally suffice for most applications. Higher current densities are possible when shorter cleaning times are used. |
| پاکسازی الکتریکی آندی بر پایه این واقعیت که به این روش چون فلز آند است کمی حل شده و همراه با آن آلودگیها هم پاک می شوند همواره قابل استفاده است. این عمل باعث حذف دوده های فلزی و محصولات اکسداسیون می شود و از ترس فیلم های فلزی غیر چسبنده ممانعت می کند. جریان آنودی اکسید های نازک و تازه تولید می کند که می توانند مواد آلی را اکسید کنند که نهایتا کمک می کنند تا این مواد راحتتر در مرحله اسید شویی حذف و جدا شوند. بدون این فرایند اکسیداسیون، برخی از مواد آلی ممکن است غیر قابل حل باشند و امکان جداسازی از سطح را نداشته باشند. اکسیژن تولید شده در سطح باعث عمل سایش در سطح می شود که به حذف آلودگی کمک می کند. علاوه بر این در فرایند پاکسازی برقی به روش آندی احتمال تردی هیدروژنی نیز منتفی خواهد شد. | Anodic electrocleaning is desirable for cleaning whenever possible, because of the fact that the metal is actually being slightly dissolved as well as cleaned. This action removes metallic smuts and oxidation products and prevents the deposition of non-adherent metallic films. Anodic current generates thin, fresh oxides that can oxidize organics, and also be easily removed in subsequent acid dipping step. Without this oxidation, some stubborn organics may remain insoluble. The oxygen generated at the surface creates a scrubbing action that assists soil removal. In addition, hydrogen embrittlement is avoided by using anodic cleaning. |
| برای جلوگیری از زنگ زدگی و اچ شدن، کنترل دانسیته جریان، دما و غلظت بخصوص در مورد فلزات غیر آهنی بسیار مهم است. درمورد آلیاژهای ریخته گری شده بر پایه روی و برنج بدلیل احتمال زیاد زینک زدایی و نیز اچ شدن زیاد باید از دانسیته های جریان بالا، دمای بالا و غلظت پایین پرهیز شود. در مورد آلومینیوم، کرم، قلع، سرب یا سایر فلزاتی که در محیط قلیایی قابلیت انحلال دارند توصیه نمیشود که از عملیات پاکسازی توسط جریان معکوس برای طولانی مدت استفاده شود، تراکم جریان بالا، درجه حرارت بالا و غلظت کم باید اجتناب شود، به ویژه روی ریخته گری روی و برنج و جلوگیری از انهدام و بیش از اچینگ. | It is important to control the current density, temperature, and concentration, particularly on nonferrous metals to avoid etching and tarnishing. Prolonged reverse current cleaning, high current densities, high temperature, and low concentrations are to be avoided, particularly on zinc based die Castings and brass and to prevent dezincification and over etching. Reverse current alkaline cleaning is not recommended for aluminum, chromium, tin, lead or other metals that are soluble in alkaline electro cleaners. |
|
iv. کاتدی، پاکسازی برقی (برگشتی):در این روش قطعه کار بعنوان کاتد(قطب منفی) در نظر گرفته می شود و بطور کلی همانطور که در آنالیز آنودی توصیف شد همان تجهیزات، ولتاژ و تراکم جریان مورد استفاده قرار می گیرند. در سطح الکترود کار هیدروژن آزاد می شود. برای یک دانسیته جریان مشخص، حجم هیدروژن آزاد شده در کاتد دو برابر اکسیژن آزاد شده در آند است. بنابراین، سایش توسط گاز در کاتد نسبت به اند بدلیل حجم گاز تولیدی بیشتر به مراتب بیشتر است. به همین دلیل گاهی این روش بعنوان پیش تمیز سازی برای روش پاک کنندگی آندی هم استفاده می شود. مکانسیم پاک کنندگی در این روش مبتنی بر سایش گازی در محیط قلیایی است. |
iv. Cathodic, (direct) electrocleaning: The parts are made cathodic (negative) and the same equipment, voltage, and current densities are generally used, as described under anodic leaning. Hydrogen is liberated at the surface of the work. The volume of hydrogen liberated at the cathode is twice that of oxygen liberated at the anode for a given current density. Therefore, more gas scrubbing is achieved at the cathode than at the anode. For this reason cathodic cleaning is sometimes employed as a precleaner followed by anodic cleaning. Soil removal is accomplished by the mechanism described under alkaline precleaning and assisted by gas scrubbing. |
| این روش پاک کنندگی در واقع مشابه با آبکاری در جریان مستقیم است. هر گونه ذره باردار مثبتی تمایل دارد به سمت قطعه جذب شود و ممکن است بر روی سطح احیا شود و بر روی آن ترسیب کند. هر نوع فیلم فلزی ترسیب شده بر روی سطح فاقد چسبندگی لازم است، اما شناسایی و حذف آنها نسبتا دشوار است. چنین فیلم هایی می توانند باعث زبری سطح، کاهش چسبندگی لایه آبکاری شده و یا رنگ بر روی فلز شوند. البته تاثیر دقیق این پدیده همچنان در هاله ای از ابهام و همراه با حدس و گمان است. |
The work is actually being “plated” in a direct current cleaner. Any positive charged material is attracted to, and may be reduced and deposited on the surface. Any film (metallic) deposited is usually non-adherent, but difficult to detect and remove. Such films can cause poor adhesion roughness and/or staining of electroplated metal. |
| قطعاتی که تردی هیدروژنی در آنها حیاتی است (به عنوان مثال فنر فولادی) نباید به روش کاتدی پاکسازی شوند، مگر اینکه بعد از عملیات پاکسازی اقدامات لازم برای حذف هیدروژن انجام شود. به طور کلی، عملیات حرارتی به مدت 1 ساعت در 200 درجه سانتیگراد (حدود 400 درجه فارنهایت)، بلافاصله پس از پردازش اثر هیدروژن را از بین می برد. قطعات با سختی بیش از 40 راکول C می توانند از دچار تردی شوند لذا ضروری است که پیش از آبکاری حتما عملیلا پخت حرارتی در مورد آنها صورت بگیرد. عموما به این دلیل که از همان رکی که برای کرماته کردن و سایر پوششها استفاده می شود برای چربیگیری گیری هم استفاده می شود احتمال آلوده شدن چربیگیر به کروم اجتناب ناپذیر است. پاکسازی با استفاده از جریان مستقیم در مقایسه با محلوللهای پاک کننده در جریان معکوس نسبت به آلودگی کروم حساسیت بیشتری را نشان می دهند. | Parts critical to hydrogen embrittlement (e.g. spring steel) should not be cleaned cathodically unless adequate steps are taken after processing to remove the hydrogen. Generally, heat treatment for 1 hour a 200 o C (~400 o F), immediately after processing will remove the embrittling effect of hydrogen. Parts with hardness exceeding Rockwell40 C can be embritlled and should be baked after plating. Chromium contamination of cleaners is sometimes unavoidable, due to the use of the same rack for chromium as well as other plating. Direct current cleaning is more susceptible to staining from chromium-contaminated cleaners than reverse current cleaning. |
|
پاک کنندگی به روش جریان مستقیم به منظور کاربردهای زیر استفاده میشود: - برای تمیز کردن فلزاتی از قبیل، کرم، قلع، سرب، برنج، منگنز و آلومینیوم که توسط پاک کندگی آندی اچ شده یا حل می شوند. - برای تمیز کردن و فعال کردن فولادهای با محتوای زیاد نیکل، نیکل براق شده یا آلیاژهای نیکل و زمانیکه آبکاری نیکل بر روی بستری از جنس نیکل یا کروم اعمال شده باشد. پاک کنندگی آندی ممکن است بدلیل اکسیداسیون که احتمالا مانع ترسیب کرم براق می شود، باعث ایجاد یک فیلم غیر فعال روی نیکل شود. |
Direct current cleaning is used for the following applications: - To clean metals such as chromium, tin, lead, brass, magnesium, and aluminum, which are dissolved or etched by anodic cleaning. - To clean and activate high nickel steels, buffed nickel or high nickel alloys, and when plating nickel over nickel or prior to chromium plate. Anodic cleaning would produce a passive film on the nickel, due to oxidation, which would prevent the deposition of bright chromium . |
| v. پاکسازی برقی معکوس دوره ای (PRC): از آنجایی که پاک کنندگی برقی به روش مستقیم و معکوس دارای مزایا و معایب خاص خود هستند، بهترین راه حل این است که از هر دو، در مخازن جداگانه، یا در یک مخزن، با استفاده از جابجایی جریان به صورت دوره ای استفاده شود. تمیز کردن الکترولیتی PRC به طور کلی برای حذف دوه، اکسیدها و لکه از فلزات آهنی استفاده می شود. روش تا کنون مؤثرترین روش پاک کنندگی برقی بوده است. در فرمولاسیون آنها معمولا از ترکیبات قلیایی حاوی عوامل جداسازی کننده یا کمپلکس کننده استفاده می شود. این کار با استفاده از جریان مستقیم در 6 تا 12 ولت، به طور متناوب بصورت کاتدی و آنودی انجام می شود. قطعه کار ممکن است بر روی رک، بارل یا به عنوان نوار فلزی پیوسته برای تمیز شدن قرار بگیرد. تمیز کردن و حذف لکه ها با استفاده از مکتنیسم پاکسازی قلیایی و استفاده از شرایط کاهش و اکسیداسیون همراه با ترکیب کمپلکس کننده فلز قوی انجام می شود. | v. Periodic reverse electrocleaning (PRC): Since direct and reverse electrocleaning have individual advantages and disadvantages, the best answer is to use both, either in separate tanks, or in one tank, by periodically reversing the current. PRC electrolytic cleaning is used generally to remove smut, oxide and scale from ferrous metals. It is by far the most effective way of electrocleaning. Alkaline compounded materials containing sequestering or chelating agents are usually used. The work is made alternately cathodic and anodic; using DC current at 6 to 12 V. Work may be cleaned on racks, in a barrel or as continuous metal strip. Cleaning and scale removal are accomplished by incorporating the mechanism of alkaline cleaning and the use of reducing and oxidizing conditions, coupled with strong metal chelating |
پاکسازی با اسید شویی؛ آماده سازی سطح پیش از آبکاری-قسمت5

|
پاکسازی توسط اسید برخی آلودگیهای خاص، بویژه آلودگیهای معدنی، یا توسط اسید پاک می شوند یا در اسیدها حل می شوند و یا هردو حالت ممکن است برای آنها ایجاد شود. جدا از اسید شویی و زنگ زدایی، منظور اصلی از پاکسازی توسط اسید اثر پاک کنندگی آن است، از این رو محلول اسیدیته متوسطی باید داشته باشد.در پاکسازی توسط اسیدها هدف این نیست که این پاک کننده ها همانند محلولهای قلیایی و حلالها آلودگیهای سنگین، ترکیبات روغنی را از بین ببرند بلکه در عوض در این روش هدف حذف گریسهای سبک، فیلم های اکسیدی و سایر فیلم های معدنی مشابه است. این مرحله از پاکسازی عموما در مرحله نهایی یا نزدیک به مرحله نهایی پاکسازی پیش از آبکاری قطعه انجام می شود. تعداد زیادی از ترکیبات جهت اسید شویی در دسترس هستند و می توانند به صورت کلی طبقه بندی شوند: |
H. ACID CLEANING 59 Certain soils, especially those that are inorganic, either are removed in acid cleaners or are dissolved in the acids, or both. As distinct from pickling and derusting, the main emphasis is on cleaning effect, and solutions are therefore more mildly acidic. It is not the object of acid cleaners to remove heavy grease or oil deposits, such as removed by alkaline solutions or solvents, but rather to remove light grease, oxide films and similar inorganic films. They are generally used in final or near final preparation of metals prior to plating. A large number of compositions are available and can be classified in general terms as: |
|
اسیدهای معدنی مانند هیدروکلریک اسید، سولفوریک اسید و فسفریک اسید اسیدهای جامد سولفوریک اسید مانند سدیم-بیسولفات، سولفامیک اسید، سولفات یا کلرید آهن، سدیم هیپوفسفیت، آمونیوم پرسولفات و نمک های بای فلوراید. اسیدهای آلی مانند، گلوکونیک، سیتریک، تارتاریک، لاکتیک، EDTA، استیک، اگزالیک، هیدروکسی استیک و غیره. |
Mineral (inorganic) acids based, e.g. hydrochloric, sulphuric, phosphoric. Solid acids, related to the sulfuric acid, e.g., Na- bisulfate, sulfamic acid; Ferric sulfate or chloride, monosodium phosphate, ammonium persulfate, and bifluoride salts. Organic acids, e.g., gluconic, citric, tartaric, lactic, EDTA, acetic, oxalic, hydroxiacetic among others . |
برای خواندن ادامه مطلب به سایت نویسنده مقاله مراجعه فرمایید:

پاکسازی توسط اسپری کردن محلول

پاکسازی توسط اسپری کردن محلول
پاکسازی با فرایند اسپری، یک تکنیک قوی، ساده و موثر است و درهر زمانیکه امکانپذیر باشد قابل استفاده است. فشار حاصل از نازل اسپری یک انرژی مکانیکی را به انرژی حرارتی محلول شیمیایی و اثر پاک کنندگی مواد شیمیایی اضافه میکند که باعث میشود یک تلفیق موثری از عوامل برای پاکسازی فراهم شود. در کل، برای هرسطح قابل مشاهده ای اسپری مستقیم جهت پاکسازی بسیار موثر است. با تغییر فشار اسپری، الگوی اسپری کردن و حجم محلول اسپری می توان اثرات پاک کنندگی متفاوتی را بدست آورد. اثر فیزیکی ناشی از تمیز کردن توسط اسپری کمک میکند تا عملیات پاکسازی تحت شرایط بسیار متنوعی انجام بگیرد. با استفاده از روش پاکسازی توسط اسپری، از محلولهای پاک کنندهای که علیرغم ویژگیهای خوبی که از نظر آبکشی و حذف لکه ها دارند اما بدلیل قدرت چربی زدایی پایین در روش پاکسازی غوطه وری چندان موثر نیستند نیز میتوان استفاده کرد. در حقیقت، ...............................................
برای خواندن ادامه مطلب به سایت نویسنده مراجعه فرمایید.
مرجع : جلاپردازان پرشیا
آماده سازی سطح پیش از آبکاری (قسمت دوم مقدمه ای بر پاکسازی برقی)

آماده سازی سطح پیش از آبکاری (قسمت دوم مقدمه ای بر پاکسازی برقی)
Surface Preparation of Metals Prior to Plating
(part 2: introduction to ELECTROLYTIC CLEANING)
|
پاکسازی برقی i. عمومیت روش: در آماده سازی یک فلز جهت آبکاری به ندرت پیش می آید که از پاکسازی الکتریکی استفاده نشود. تنها موارد استثنایی که از این روش در مرحله آماده سازی استفاده نمیکنند عبارتند از : آبکاریهای کروم سخت، آبکاریهای الکترولس، آبکاری بر روی آلومینیوم، پوششهای فسفاته، آنودایزینگ و کرومات. الکترو پاک کننده ها معمولا به عنوان پاک کننده های نهایی مورد استفاده قرار می گیرند. آنها اساسا از نوع قلیایی قوی هستند، اما همیشه با جریان DC - مستقیم کاتدی، یا آنودی (معکوس) و یا معکوس متناوب (جریان متناوب آنودی و کاتدی)، PRC کار می کنند. هرچند که معمولا برای چربیگیری الکتریکی همان مراحل پیش آماده سازی انجام می شود، اما در بعضی موارد، بدون نیاز به هیچ مرحله پاک کنندگی اولیه همان تمیز کردن الکتریکی به تنهایی کافی است. در این روش پاکسازی، هدف نهایی از پاکسازی، زدودن کامل آلودگیها از روی سطح و فعال کردن سطح فلز است. فعالسازی سطح معمولا با استفاده از جریان معکوس در پاک کنندگی الکتریکی حاصل می شود. سایش توسط گاز ناشی از اکسیژن تولید شده است که به حذف آلودگی کمک می کند، در حالی که جریان معکوس به حذف آلودگی کمک میکند از رسوب هر نوع فیلم فلزی یا ذرات غیر چسبان فلزی جلوگیری می کند. عموما در مرحله نهایی بعد از چربی زدایی برای خنثی سازی فیلم قلیایی که روی سطح باقی مانده و همچنین زودن لایه اکسیدی سبکی که روی سطح تشکیل شده است از یک غوطه وری در اسید معدنی رقیق شده استفاده می شود. |
B. ELECTROLYTIC CLEANING
i .General. In preparation of metal for plating or finishing, it is seldom that electrocleaning stage is not used. Exceptions are hard chromium plating, electroless plating, plating over aluminum, anodizing phosphatizing and chromating. Electro cleaners are usually considered as final cleaners. They are basically heavy-duty alkaline types, but are always employed with DC current – either cathodic direct), anodic (reverse) or periodic reverse (alternating anodic and cathodic currents), PRC. Even though they usually follow precleaning step, in some cases final electro cleaning alone will suffice. The objective of final cleaning is to remove completely all soil and to activate the metal surface. Activation is usually obtained by using reverse current electrocleaning. The gas scrubbing of the generated oxygen assists soil removal, whiles the reverse current aids in its removal and prevents the deposition of any metallic film or non-adherent-metallic particles. A dilute mineral acid dip almost always follows the final cleaner, to neutralize the alkaline film on the metal surface, and to remove light oxide layer. |
|||
|
قطعاتی که تحت عملیات حرارتی، جوشکاری و یا سایر روشهایی که باعث اکسید شدن سطح می شوند، قرار گرفته باشند، ممکن است بسته به درجه نیاز به یک چرخه تمیزکاری دوگانه نیاز داشته باشند. در چنین مواردی، قطعه عموما بصورت آندی تحت پاکسازی الکتریکی قرار می گیرد، غوطه وری اسیدی جهت حذف اکسیدها، بقایای به جا مانده از پاک کننده الکتریکی و همچنین از بین بردن قلیاها استفاده می شود. دومین پاک کنندگی برقی برای حذف هرنوع دوده که حاصل از مرحله اول اسید شویی است انجام میگیرد. اولین پاک کننده هر نوع روغن یا آلودگی را پاک می کند که ممکن است از اثربخشی اسیدشویی اول بکاهد. |
Parts containing heat-treat, welding, or other oxides may require a double cleaning cycle, depending on the degree of oxidation. In such cases, the part is usually anodically electro cleaned, acid dipped to remove the oxide, final electro cleaned, and acid dipped to neutralize the alkaline film. The second electro cleaner (final cleaner) is used to remove any smut developed from the scale removal in the first acid dip. The first cleaner removes any oil or other soil, which would reduce the effectiveness of the scale removal properties of the first acid dip. |
|||
|
فرمولاسیون پاک کننده های برقی: مواد پاک کننده قلیایی مورد استفاده در پاک کننده های برقی عموما حاوی مخلوطی از قلیاها هستند تا ضمن ایجاد قلیائیت مناسب امکان ایجاد هدایت بالا در pH مورد نظر را نیز فراهم کنند. برای استیل به قلیائیت بالا احتیاج است درحالیکه برای روی، مس و برنج قلیائیت متوسط نیاز است. عموما هیدروکسیدهای فلزات قلیایی، کربنات، سیلیکات و فسفات جزو منابع تامین کننده قلیائیت در این فرمولها محسوب می شوند. علاوه بر مواد پایه در فرمولاسیون، عموما مواد افزودنی آلی از جمله گلوکناتها، EDTA یا تری سدیم نیتریلو استاتها عموما در فرمولاسیونها با رویکرد کنترل دود و دانسیته جریان بهینه به فرمول اضافه می شوند. یک ایرادی که دوده حاصل از پاک کننده برقی دارد، تجمع گازهای اکسیژن و هیدروژن در این دود است که می تواند در الکترود باعث انفجار شود. |
ii. Electrocleaning Formulations. Alkaline cleaning blends used for electrolytic cleaning, typically contain mixture of alkaline material, to provide high conductivity at established pH and to have enough reserve alkalinity. High alkalinity is needed for steel, lower for zinc, copper and brass. Alkali metal hydroxide, carbonate, silicate and phosphate are used as a principal source of alkalinity. Sequestering organic additives, such as gluconates, EDTA or trisodium nitriloacetate are also commonly present Formulation of electrocleaners in addition to basic fundamentals, all attention on foam control and optimal current densities. A problem with excessive foam in electrocleaning is that hydrogen and oxygen gas accumulated in the foam can explode at a sparking electrode. |
|||
|
این درحالی است که پدیده فوفق در اغلب موارد مخاطره آمیز است، و می تواند باعث تضعیف عملکرد فرایند شود. مشکل دیگری خشک شدن دوده بر روی سطح کار است که در مرحله آبکشی به دشواری قابل حذف است و باعث ایجاد لکه بر روی سطح کار می شود. در این موارد برای جلوگیری از خشک شدن سطح قطعه بعضا نیاز است تا با اسپری آب توسط نازلهای مه پاش سطح قطعه را مرطوب نگاه داشت. نمکهای سدیمی بدلیل هزینه کمتر بیشتر مورد استفاده قرار می گیرند، هرچند پاک کننده های برقی بر پایه نمک های پتاسیمی حلالیت بهتر، مقاومت الکتریکی کمتر و قدرت پرتاب بیشتری دارند. نمکهای پتاسیمی در موارد خاصی همانند مواقعی که قطعه بسیار بزرگی که برای رسیدن به دانسیته جریان مناسب نیاز به ولتاژ بالایی دارد، مورد استفاده قرار می گیرند. |
While this is more of a nuisance than a menace in most cases, it can make for an annoying situation and is taken to mean as poor plant practice. Another difficulty is that foam dried onto the work may be difficult to remove by rinsing, and shows up as a pattern in the final electroplated product. Water spray with fog nozzles may be necessary to wet down the work to prevent drying. Due to the lower cost sodium salts are more frequently used, although potassium based electrocleaners have better solubility, lower electrical resistance and better throwing power. Potassium salts are used in special occasions, e.g. when electrocleaning very large parts where otherwise very large voltages will be required, to obtain high current densities required. |
|||
|
در فرمولاسیونهای مربوط به چربیگیرها، سیلیکاتها از این جهت که بسرعت قادر به پپتید کردن و دیسپرس کردن روغنها هستند و همچنین بدلیل خواص امولسیون کنندگی و ضد خوردگی که دارند بسیار متداول هستند. برای جلوگیری از چسبندگی فیلم نامحلول سیلیکاتی به سطح کار و همچنین چسبندگی مناسب پوشش آبکاری، نسبت مناسبی از هیدروکساید به سیلیکات مورد نیاز است نیاز است. ترکیبات سیلیکاتی اغلب برای جلوگیری از سوختن فولاد در دانسیته جریان های بالا استفاده می شوند. علاوه براین امروزه پاک کننده های غیر سیلیکاتی که از بازدارنده های متفاوتی استفاده می کنند نیز در دسترس هستند. ذکر نکته حائز اهمیت است که تعیین نسبت مناسب بین ترکیبات سیلیکاتی و فسفاتی نیز بسیار مهم است. عموما برای جداسازی اجزای سخت کننده آب، فسفاتها، گلوکناتها یا سایر نرم کننده ها و سبک کننده های آب، به فرمول اضافه می شوند. اثرات اکسیداسیون و کاهش با فلز متفاوت است، و معمولا تعیین کننده این است که آیا پاکسازی باید آنودی باشد یا کاتدی. فلزاتی که پس از اکسیداسیون پسیو می شوند، مانند نیکل، فولاد ضد زنگ و یا آلومینیوم بصورت کاتدی پاکسازی می شوند (آلومینیوم به ندرت بصورت برقی تمیز می شود). برای جلوگیری از انحلال روی در آند، برنج به صورت کاتدی تمیز می شود. |
Silicates are very popular as they rapidly peptize and disperse oils and also have emulsifying and corrosion inhibition properties. A proper ratio of hydroxide to silicate is needed to prevent insoluble silicate films from adhering to the work and affecting plate adhesion. Silicates are often used to prevent burning of steel at high current density. Nonsilicated cleaners, using different types of inhibitors, are also available. Also important is proper ratio of silicate to phosphate. Phosphates, gluconates or other water softeners and conditioners are also added in order to help sequester hard water constituents. Oxidation and reduction effects vary with the metal, and usually determine whether cleaning should be anodic or cathodic. Metals that are passivated upon oxidation, such as nickel, stainless steel, or aluminum, are cleaned cathodically (aluminum is seldom electro cleaned).Brass is cleaned cathodically to avoid solution of the zinc component at the anode. |
|||
|
از طرف دیگر، روی و قالبهای روی بنا به دلایل دیگر بصورت آندی باید پاکسازی شوند. بدلیل حساسیت فلز به حمله توسط پاک کننده های الکلی قلیایی، مطلوب استفاده از پاک کننده های مهار شده است. بدلیل حساسیت فلز نسبت به حمله پاک کننده های برقی قلیایی، ترجیح داده می شود از پاک کننده های حاوی بازدارنده استفاده شود. هنگامی که فرایند پاکسازی بصورت کاتدی باشد و از سیلیکات به عنوان بازدارنده استفاده شود، یک فیلم نامحلول روی قطعه تشکیل می شود. از این رو، تمیز کردن آندی، صرفا با پاک کندده هایی با فرمولاسیون خاص، تحت شرایط ملایم و برای مدت کوتاه است. فولاد که در مقابل اثرات اکایش-کاهش نسبتا غیر حساس است، می تواند هم بصورت کاتدی و هم آندی تمیز شود. در دانسیته جریانهای بالا، آهن تمایل دارد به رنگ قهوه ای مایل به زرد تبدیل شود مگر اینکه مهار کننده سیلیکات در پاک کننده وجود داشته باشد. فولاد ضد زنگ نیز می تواند به همین روش پاک شود، هرچند اگر بنا به پاکسازی آندی باشد انگاه به یک اسید شویی قوی نیاز است. در سال های اخیر، برای پاکسازی فولاد به شدت توجهات معطوف به روش آندی شده است. |
On the other hand, zinc and zinc die-castings are cleaned anodically for another reason. Because of the sensitivity of the metal to attack by alkaline electro cleaners, it is desirable to use inhibited cleaners. When silicate is used as an inhibitor, an insoluble film seems to develop when cleaning is cathodic. Hence, cleaning is anodic, with specially formulated cleaners, under mild conditions, and for short times. Steel, which is relatively insensitive to oxidation-reduction effects, can be cleaned anodically or cathodically. At high current densities, there is a tendency toward browning of the steel unless an inhibitor, silicate, is present in the cleaner. Stainless steel can also be cleaned either way, although more drastic pickling action is required when anodic cleaning is employed. The trend, in recent years, has been strongly towards anodic cleaning of steel. |
|||
|
III. آندی، پاکسازی برقی (برگشتی):قطعه کار در محلول پاک کننده قلیایی برقی با استفاده از ولتاژ پایین (3 تا 12 ولت) و جریان DC بصورت آند (قطب مثبت) ساخته می شود. دانسیته جریان می تواند بسته به فلزی که قرار است تیز شوذ و همچنین زمان پاک کنندگی از 1 تا 15 آمپر بر دسی متر مربع متغیر باشد. زمان پاکسازی مبرای اغلب کاربردها از 30 ثانیه تا دو دقیقه مناسب می باشد. دانسیته جریانهای بالاتر برای مواردی که که زمان پاکسازی کوتاه باشند، امکان پذیر است. |
iii. Anodic, (reverse) electrocleaning: The work is made anodic (positive) in an alkaline electro cleaner using low voltage (3 to 12 V) DC current. Current densities vary from about 1 to 15 A/dm2 depending on the metal being cleaned and the cleaning time. Cleaning times of ½ to 2 minutes generally suffice for most applications. Higher current densities are possible when shorter cleaning times are used. |
|||
|
پاکسازی الکتریکی آندی بر پایه این واقعیت که به این روش چون فلز آند است کمی حل شده و همراه با آن آلودگیها هم پاک می شوند همواره قابل استفاده است. این عمل باعث حذف دوده های فلزی و محصولات اکسداسیون می شود و از ترس فیلم های فلزی غیر چسبنده ممانعت می کند. جریان آنودی اکسید های نازک و تازه تولید می کند که می توانند مواد آلی را اکسید کنند که نهایتا کمک می کنند تا این مواد راحتتر در مرحله اسید شویی حذف و جدا شوند. بدون این فرایند اکسیداسیون، برخی از مواد آلی ممکن است غیر قابل حل باشند و امکان جداسازی از سطح را نداشته باشند. اکسیژن تولید شده در سطح باعث عمل سایش در سطح می شود که به حذف آلودگی کمک می کند. علاوه بر این در فرایند پاکسازی برقی به روش آندی احتمال تردی هیدروژنی نیز منتفی خواهد شد. |
Anodic electrocleaning is desirable for cleaning whenever possible, because of the fact that the metal is actually being slightly dissolved as well as cleaned. This action removes metallic smuts and oxidation products and prevents the deposition of non-adherent metallic films. Anodic current generates thin, fresh oxides that can oxidize organics, and also be easily removed in subsequent acid dipping step. Without this oxidation, some stubborn organics may remain insoluble. The oxygen generated at the surface creates a scrubbing action that assists soil removal. In addition, hydrogen embrittlement is avoided by using anodic cleaning. |
|||
|
برای جلوگیری از زنگ زدگی و اچ شدن، کنترل دانسیته جریان، دما و غلظت بخصوص در مورد فلزات غیر آهنی بسیار مهم است. درمورد آلیاژهای ریخته گری شده بر پایه روی و برنج بدلیل احتمال زیاد زینک زدایی و نیز اچ شدن زیاد باید از دانسیته های جریان بالا، دمای بالا و غلظت پایین پرهیز شود. در مورد آلومینیوم، کرم، قلع، سرب یا سایر فلزاتی که در محیط قلیایی قابلیت انحلال دارند توصیه نمیشود که از عملیات پاکسازی توسط جریان معکوس برای طولانی مدت استفاده شود، تراکم جریان بالا، درجه حرارت بالا و غلظت کم باید اجتناب شود، به ویژه روی ریخته گری روی و برنج و جلوگیری از انهدام و بیش از اچینگ. |
It is important to control the current density, temperature, and concentration, particularly on nonferrous metals to avoid etching and tarnishing. Prolonged reverse current cleaning, high current densities, high temperature, and low concentrations are to be avoided, particularly on zinc based die Castings and brass and to prevent dezincification and over etching. Reverse current alkaline cleaning is not recommended for aluminum, chromium, tin, lead or other metals that are soluble in alkaline electro cleaners. |
|||
|
iv. کاتدی، پاکسازی برقی (برگشتی):در این روش قطعه کار بعنوان کاتد(قطب منفی) در نظر گرفته می شود و بطور کلی همانطور که در آنالیز آنودی توصیف شد همان تجهیزات، ولتاژ و تراکم جریان مورد استفاده قرار می گیرند. در سطح الکترود کار هیدروژن آزاد می شود. برای یک دانسیته جریان مشخص، حجم هیدروژن آزاد شده در کاتد دو برابر اکسیژن آزاد شده در آند است. بنابراین، سایش توسط گاز در کاتد نسبت به اند بدلیل حجم گاز تولیدی بیشتر به مراتب بیشتر است. به همین دلیل گاهی این روش بعنوان پیش تمیز سازی برای روش پاک کنندگی آندی هم استفاده می شود. مکانسیم پاک کنندگی در این روش مبتنی بر سایش گازی در محیط قلیایی است. |
iv. Cathodic, (direct) electrocleaning: The parts are made cathodic (negative) and the same equipment, voltage, and current densities are generally used, as described under anodic leaning. Hydrogen is liberated at the surface of the work. The volume of hydrogen liberated at the cathode is twice that of oxygen liberated at the anode for a given current density. Therefore, more gas scrubbing is achieved at the cathode than at the anode. For this reason cathodic cleaning is sometimes employed as a precleaner followed by anodic cleaning. Soil removal is accomplished by the mechanism described under alkaline precleaning and assisted by gas scrubbing. |
|||
|
این روش پاک کنندگی در واقع مشابه با آبکاری در جریان مستقیم است. هر گونه ذره باردار مثبتی تمایل دارد به سمت قطعه جذب شود و ممکن است بر روی سطح احیا شود و بر روی آن ترسیب کند. هر نوع فیلم فلزی ترسیب شده بر روی سطح فاقد چسبندگی لازم است، اما شناسایی و حذف آنها نسبتا دشوار است. چنین فیلم هایی می توانند باعث زبری سطح، کاهش چسبندگی لایه آبکاری شده و یا رنگ بر روی فلز شوند. البته تاثیر دقیق این پدیده همچنان در هاله ای از ابهام و همراه با حدس و گمان است. |
The work is actually being “plated” in a direct current cleaner. Any positive charged material is attracted to, and may be reduced and deposited on the surface. Any film (metallic) deposited is usually non-adherent, but difficult to detect and remove. Such films can cause poor adhesion roughness and/or staining of electroplated metal. |
|||
|
قطعاتی که تردی هیدروژنی در آنها حیاتی است (به عنوان مثال فنر فولادی) نباید به روش کاتدی پاکسازی شوند، مگر اینکه بعد از عملیات پاکسازی اقدامات لازم برای حذف هیدروژن انجام شود. به طور کلی، عملیات حرارتی به مدت 1 ساعت در 200 درجه سانتیگراد (حدود 400 درجه فارنهایت)، بلافاصله پس از پردازش اثر هیدروژن را از بین می برد. قطعات با سختی بیش از 40 راکول C می توانند از دچار تردی شوند لذا ضروری است که پیش از آبکاری حتما عملیلا پخت حرارتی در مورد آنها صورت بگیرد. عموما به این دلیل که از همان رکی که برای کرماته کردن و سایر پوششها استفاده می شود برای چربیگیری گیری هم استفاده می شود احتمال آلوده شدن چربیگیر به کروم اجتناب ناپذیر است. پاکسازی با استفاده از جریان مستقیم در مقایسه با محلوللهای پاک کننده در جریان معکوس نسبت به آلودگی کروم حساسیت بیشتری را نشان می دهند. |
Parts critical to hydrogen embrittlement (e.g. spring steel) should not be cleaned cathodically unless adequate steps are taken after processing to remove the hydrogen. Generally, heat treatment for 1 hour a 200 o C (~400 o F), immediately after processing will remove the embrittling effect of hydrogen. Parts with hardness exceeding Rockwell40 C can be embritlled and should be baked after plating. Chromium contamination of cleaners is sometimes unavoidable, due to the use of the same rack for chromium as well as other plating. Direct current cleaning is more susceptible to staining from chromium-contaminated cleaners than reverse current cleaning. |
|||
|
پاک کنندگی به روش جریان مستقیم به منظور کاربردهای زیر استفاده میشود: - برای تمیز کردن فلزاتی از قبیل، کرم، قلع، سرب، برنج، منگنز و آلومینیوم که توسط پاک کندگی آندی اچ شده یا حل می شوند. - برای تمیز کردن و فعال کردن فولادهای با محتوای زیاد نیکل، نیکل براق شده یا آلیاژهای نیکل و زمانیکه آبکاری نیکل بر روی بستری از جنس نیکل یا کروم اعمال شده باشد. پاک کنندگی آندی ممکن است بدلیل اکسیداسیون که احتمالا مانع ترسیب کرم براق می شود، باعث ایجاد یک فیلم غیر فعال روی نیکل شود. |
Direct current cleaning is used for the following applications: - To clean metals such as chromium, tin, lead, brass, magnesium, and aluminum, which are dissolved or etched by anodic cleaning. - To clean and activate high nickel steels, buffed nickel or high nickel alloys, and when plating nickel over nickel or prior to chromium plate. Anodic cleaning would produce a passive film on the nickel, due to oxidation, which would prevent the deposition of bright chromium. |
|||
|
v. پاکسازی برقی معکوس دوره ای (PRC): از آنجایی که پاک کنندگی برقی به روش مستقیم و معکوس دارای مزایا و معایب خاص خود هستند، بهترین راه حل این است که از هر دو، در مخازن جداگانه، یا در یک مخزن، با استفاده از جابجایی جریان به صورت دوره ای استفاده شود. تمیز کردن الکترولیتی PRC به طور کلی برای حذف دوه، اکسیدها و لکه از فلزات آهنی استفاده می شود. روش تا کنون مؤثرترین روش پاک کنندگی برقی بوده است. در فرمولاسیون آنها معمولا از ترکیبات قلیایی حاوی عوامل جداسازی کننده یا کمپلکس کننده استفاده می شود. این کار با استفاده از جریان مستقیم در 6 تا 12 ولت، به طور متناوب بصورت کاتدی و آنودی انجام می شود. قطعه کار ممکن است بر روی رک، بارل یا به عنوان نوار فلزی پیوسته برای تمیز شدن قرار بگیرد. تمیز کردن و حذف لکه ها با استفاده از مکتنیسم پاکسازی قلیایی و استفاده از شرایط کاهش و اکسیداسیون همراه با ترکیب کمپلکس کننده فلز قوی انجام می شود. |
v. Periodic reverse electrocleaning (PRC): Since direct and reverse electrocleaning have individual advantages and disadvantages, the best answer is to use both, either in separate tanks, or in one tank, by periodically reversing the current. PRC electrolytic cleaning is used generally to remove smut, oxide and scale from ferrous metals. It is by far the most effective way of electrocleaning. Alkaline compounded materials containing sequestering or chelating agents are usually used. The work is made alternately cathodic and anodic; using DC current at 6 to 12 V. Work may be cleaned on racks, in a barrel or as continuous metal strip. Cleaning and scale removal are accomplished by incorporating the mechanism of alkaline cleaning and the use of reducing and oxidizing conditions, coupled with strong metal chelating. |
|||
|
یکی از مزایای تمیز کردن PRC این است که نیاز به مرحله اسید شویی را بر روی انواع خاصی از قطعات که پس از تمیزشوندگی قلیایی (برنج، مس، روی، کادمیوم، قلع) نسبت به اسید شویی حساس و آسیب پذیر می شوند را از بین می برد. اکسیدها و زنگ های سبک نیز ممکن است بدون خطر اچ و یا ایجاد دوده که معمولا در مرحله اسید شویی دیده می شوند، حذف می شود. هنگام پاکسازی برقی به روش PRC، گاهی اوقات بار موجود بر روی قطعات در هنگام خروج می تواند بحرانی باشد. به عبارت دیگر، تمام بار بر روی قطعه باید کاتدی یا آندی باشد. موثرترین و صحیح ترین قطبش پذیری زمانی خواهد بود که هیچ گونه تغییر رنگی بر روی فلز نشان ندهد، درخشش سطح فلز افزایش یابد و یا در اسید شویی به خروج سریعتر گاز منجر شود. اگر هیچ اسیدی استفاده نشود، یک پوشش آبکاری شده با چسبندگی عالی و بدون خطا نشان دهنده درست بودن قطبیت است. |
One of the advantages of PRC cleaning is to eliminate the acid treatments on certain types of parts where entrapment of acid aggravates bleed-out after alkaline plating (brass, copper, zinc, cadmium,tin). Oxides and light rust may also be removed without the danger of etching or the development of smut usually encountered from acid pickling. When PRC electrocleaning, sometimes the charge on the parts as they are exiting can be critical. In other words the parts leaving should be all cathodic or anodic polarity. The most effective, correct polarity will be the one that shows no discoloration on the metal, may enhance the luster, or gives the most rapid flash gassing in the acid dip. If no acid is used, excellent adhesion and no skip plating evidence the correct polarity. |
|||
|
vi پاکسازی برقی دو قطبی:این نوع خاص از پاکسازی برقی عموما در خطوط نواری پیوسته مورد استفاده قرار می گیرد که در آنها جریان برق یا ولتاز بالا مورد نیاز است. به منظور جلوگیری از جریانات و پتانسیل های بیش از حد در رول های تماسی و نوار های فلزی و همچنین برای کاهش جریان های غلط آسیب پذیر و خوردگی الکتروشیمیایی تجهیزات، دو قطبی سازی به عنوان وسیله پاک کنندگی برقی استفاده می شود. آند ها و کاتد ها از هم جدا می شوند و با این چیدمان قطب های مخالف بر روی نوار ایجاد می شوند. توجه به این مسئله مهم است که به منظور جلوگیری از هرگونه ترسیب کاتدی ناخواسته، آندی در انتهای چرخه قرار داده شود. طراحی سل های با دانسیته جریان بالای با استفاده از هر وسیله ای برای افزیش پاک شوندگی از طریق فواصل مجاز فشرده ، ترتیبات شبکه و غیره استفاده می شود. |
vi. Bipolar electrocleaning: This particular kind of electrocleaning is used mainly in continuous strip lines where high amperages and/or voltages are required. In order to prevent excessive currents and potentials being applied on contact rolls and metal strips as well to minimize detrimental stray currents and electrochemical corrosion of equipment, bi-polarity is utilized as means of electrocleaning. Anodes and cathodes are separated and by such arrangement opposite polarity are induced on the strip. It is important that strip finish anodic at the end of the cycle to prevent any possible, unwanted cathodic deposition. High current density design cells are utilizing any means of enhancing cleaning via close spacing forced flow, grid arrangements and similar. |
|||
|
vii جنبه های فیزیکی و شیمیایی پاکسازی برقی:
فرایندهای کاتدی و آندی، در آبکاری همانند پاکسازی برقی مستقیما به دانسیته جریان بکار گرفته شده بستگی دارد (جریان مستقیم). به طور قراردادی، این پارامتر بصورت آمپر به ازای مساحت سطح، (A / Dm 2 یا A / ft 2)، از هر دو سمت قطعه ای که بصورت برقیپاک شده است در نظر گرفته می شود. با این حال، توزیع جریان اولیه بستگی به هندسه قطعات دارد و در نتیجه توزیع جریان برق یکنواخت نیست بلکه در لبه ها بیشتر است و در مناطق تو رفته یا مقعر قرار دارند کمتر است. طبق قانون فارادی، در زمان معین، هرچه جریان برق بیشتر باشد، متصاعد شدن گازهای هیدروژن یا اکسیژن بیشتر شده، و در نتیجه انحلال فلز بیشتر و فرایند تمیز شدن بیشتر خواهد شد. در این حال یک نقطه بازگشت وجود دارد، همانطور که در دانسیته جریانهای بالا، اثرات انحلال (اچینگ) و اکسیداسیون (لکه دار شدن) تاثیر می گذارد. |
vii. Physico-chemical aspects of electrocleaning. Electrocleaning action is, in part provided by scrubbing action of hydrogen and oxygen gases that are generated on the parts or counter anodes, according to simple reactions:
|
|||
|
در بسیاری از فرایندهای آبکاری، تلاش جهت محاسبه شدت جریان مناسب جهت پاک کنندگی برقی چندان به نتیجه نمی رسد بطوریکه اغلب این محاسبه شدت جریان بصورت تجربی و غیر علمی است. این موارد به ویژه زمانی درست است که قطعه شکل نامنظمی دارد و یا از قسمتی به قسمت دیگر شکل هندسی قطعه متفاوت هستند. این مسئله باید درنظر گرفته شود که مقاومت به فاصله آند و کاتد، نوع فرمولاسیون پاک کننده، غلظت ان، دما و نوع شرایط ( مانند پسیو بودن) الکترود مزدوج دارد. پاک کنندگی برقی معمولا در 4 تا 9 ولت انجام می شود. اگر فقط به ولتاژهای پایین دسترسی دارید، مقاومت پاک کننده می تواند برای فراهم کردن CD مناسب از خروجی منبع تغذیه کننده برق DC بسیار زیاد باشد و از این رو پاکسازی برقی میتواند یک فرایند حاشیه ای باشد. در این موارد اصولا باید یک پاک کننده با هدایت الکتریکی بیشتر (مانند ترکیبات پتاسیمی) مورد استفاده قرار بگیرد و سیستم پاک کننده برقی برای تماسهای ضعیف یا سایر مشکلات مورد ارزیابی قرار بگیرد. |
Often treated as empirical and non-scientific art, in many plating plants, effort is not made to calculate the actual electro cleaning current density. These instances are especially true where parts are of irregular shape or vary from batch to batch. It should be, however kept in mind that resistance depends on anode/cathode distance, type of the electrocleaner, its concentration, temperature and the type and the condition (e.g., passivity) of counter electrode. Electrocleaning is usually carried out at four to nine volts. If only low voltages are available, resistance of the electrocleaner can be too great for the DC power supply output to provide adequate CD, and electrocleaning can be marginal. A cleaner of higher conductivity should be used (e.g. potassium based) and the electrocleaning system examined for poor contacts or other electrical problems. |
|||
|
یونهای تک ظرفیتی مانند پتاسیم (K+1)، سدیم (Na+1)، کلرید (Cl-1) یا هیدروکسیل (OH-1)، در مقایسه با یونهای چند ظرفیتی مانند اورتوفسفات (PO4-3) تحرک بیشتری دارند. مخصوصا یون هیدروکسیل بسیار متحرک است، بنابراین قلیاهای قوی مانند پتاسیم هیدروکساید یا سدیم هیدروکساید، حامل های موثر جریان برق هستند و در نسبت های بالا جهت افزایش "هدایت الکتریکی" در فرمولاسیونهای پاک کننده های برقی وجود دارند. این یونها در دماهای بالاتر تحرک بیشتری دارند که به همین دلیل در پاک کننده برقی مورد استفاده قرار می گیرند و همچنین برای افزایش دیترجنسی سورفکتانت به پاک کننده در فرمولاسیون وارد شده اند. |
Monovalent ions such as potassium (K+1), sodium (Na+1), chloride, (Cl-1) or hydroxyl (OH-1) are more mobile than polyvalent ions, such as orthophosphate (PO4-3). The hydroxyl ion is especially mobile, so that the strong alkalis, e.g., potassium hydroxide or sodium hydroxide are efficient current carriers and are present in high proportions in "high conductivity" electro cleaners. These ions are also more mobile at higher temperatures, which is for this reason favored in electrocleaning as well as for enhanced detergency of the surfactant system that is incorporated in the electrocleaner formulation. |
|||
|
تاثیر نسبی رسانایی الکترو پاک کننده بر روی تمیز کردن تنها به صورت کیفی ارزیابی شده است. تفاوت بین یک پاک کننده برقی با "رسانایی بالا" و "رسانایی کم" ممکن است 10 تا 25 درصد از کل مقاومت باشد. عوامل دیگری همچون وضعیت تماس بر روی رک ها یا میله هی نگاه دارنده، تغییرات در مساحت سطح کل، شکل قطعات که همگی به نحوی می توانند توزیع جریان را تحت تاثیر قرار دهند از طرفی سطح فیلم در الکترود مخالف نیز ممکن است به همان اندازه قابل توجه باشد. |
The relative effects of conductivity of the electro cleaner on cleaning have been assessed only qualitatively. The difference between a "high conductivity" and "low conductivity" electrocleaner might be 10 to 25% of the total resistance. Other factors such as condition of the contacts on the rack or on the bus bars, variations in total surface area, shape of the parts as they influence current distribution or surface film on the opposing electrode may be equally significant. |
|||
|
viii آلاینده های کروم پس از آبکاری کروم: کرم فلزی ترسیب شده بر روی رک ها ،در مخازن جدا، و پیش از ان که قطعات مشابه را بر روی آنها در خط جدید سوار کنند باید از روی رکها زدوده شود. اگر این فرایند انجام نشود و یا کامل انجام نشود، کرم بصورت Cr+6 در محلول پاک کننده حل خواهد شد. علاوه بر این پاک کننده های آندی اغلب بعنوان وسیله ای برای جدا کردن کرم از رکها استفاده می شوند و باعث پر شدن محلول پاک کننده از کرم شش ظرفیتی می شوند. منبع دیگری برای ایجاد آلودگی کرم ناشی از کرومیک اسیدی است که در وانهای آبکاری وجود دارد و از طریق خلل و فرج و یا منافذ موجود ب روی رکها می تواند داخل محلول پاک کننده برقی کشیده شود. |
viii. Chromium Contaminations After chromium plating, the chromium metal deposited on the racks is normally stripped, in the separate tank, before the same racks are loaded with the parts and send again through the line. If this is not done, or if done incompletely, the chromium is dissolved in the cleaner, in the hexavalent state (Cr+6). Moreover, the anodic cleaner is often used as a mean of stripping chromium from the racks, and loading the electrocleaner with unwanted Cr+6. Another source of chromium contamination of the electrocleaneris the chromic acid, from the chromium plating tank that is trapped in cracks or holes of improperly maintained plating racks. |
|||
|
اثرات آلودگی کرم عموما مورد بحث است. به احتمال زیاد اثر آلودگی کرم در پاک کنندگی آندی فولاد حداقل است، اما درفرایند پاک کنندگی کاتدی برقی فولاد بسیار مهم است چرا که در این وضعیت ممکن است بدلیل تشکیل فیلمهای سطحی چسبندگی پوشش آبکاری بعدی با مشکل موجه شود. توجه به این نکته ضروری است که بیشترین تاثیرات آلودگی Cr+6 امکان وارد شدن آن به محلول آبکاری مس یا نیکل است، جایی که کروم بسیار مضر است. بدیهی است که این مسئله با آبکشی و شستشوی موثر قابل مرتفع شدن شود. کروم شش ظرفیتی را می توان به حالت سه گانه کاهش داد که ضرر ان به مراتب کمتر می باشد. این کار با افزودن مقدار کمی از عوامل کاهش دهنده مانند 0.2 تا 0.4٪ (0.5-1 اونس / گال)، بیسولفیت سدیم (NaHSO3)، هیدروسولفیت (Na2S2O4)، یا متابی سولیفیت(Na2S2O5). در موارد ضروری،از شکر می توان صرفا در همان زمان زمانهای خاص استفاده کرد. البته تاثیر این روش گذرا است، چراکه به مرور قدرت کاهش سولفیتها در نهایت از تحلیل می رود و کروم در آند مجددا اکسید می شود. در نهایت، مقادیر زیادی از عامل کاهنده مورد نیاز است که البته در مقایسه با تعویض کامل وان هزینه آن به مراتب کمتر است. |
The effects of "chromium contamination” is often argued. It is quite likely that effects are minimal in the anodic cleaning of steel, but quite significant in cathodic cleaning of steel, where surface films may form which prevents good adhesion of electroplate. It is considered that the greatest effect of Cr 6+ contamination is the possibility of drag-over to the copper or nickel plating bath, where chromium is very detrimental. Obviously, this is dependent on effective rinsing and can be avoided. Hexavalent chromium can be reduced to the trivalent state, in which form it appears to be less harmful. This is done by the addition of small amounts of reducing agents e.g., 0.2 to 0.4 % (~ 0.5-1 oz/gal), of sodium bisulfite (NaHSO3), hydrosulfite (Na2S2O4), or metabisulfite (Na2S2O5). For emergencies, sugar can be used, just like in old times. This effect is a transient one, as the reducing power of the sulfites is eventually lost and the chromium reoxidizes at the anode. Eventually, excessive quantities of reducing agent are required and it is cheaper to replace the bath. |
|||
|
ix تعمیر و نگهداری و بهره برداری از تجهیزات پاک کننده برقی:احتمالا هنگام طراحی وانهای خطوط آبکاری، بدلیل گستردگی زیاد کار، کمترین توجه ممکن در مورد وانهای پاک کننده برقی است. با توجه به پنجره عملیاتی بزرگ، احتمالا در هنگام طراحی خطوط ریخته گری بیشتر به نظر می رسد. فولاد دارای منفذ، می تواند برای به دست آوردن سطح بهینه و گردش محلول به عنوان آند یا کاتد مورد استفاده قرار گیرد. آنها باید به گونه ای قرار بگیرند که به راحتی برای بازرسی و تمیز کردن دوره ای قابل دسترسی باشند. تمیز کردن دوره ای و مرتب آنود / کاتد برای حذف دوده، اکسیدها و سایر ذرات باردار ضروری است. استفاده از وان به عنوان آند یا کاتد توصیه نمی شود، زیرا توزیع جاری ثابت است و کنترل کمی به دست می آید. این مسئله منجر به توزیع غیر یکنواخت جریان و منبعی برای جریانهای هرز می شود. بسیاری از مشکلات فرایند پاک کنندگی برقی، مانند تمیز کردن کم و یا تمیز کردن بیش از حد، با رعایت موارد ذکر شده می توانند به حداقل خود کاهش یابند. |
ix. Maintenance and Operation of Electrocleaning Equipment. Electrocleaner tank configuration is probably least considered when designing of any plating line, because of the large operating window. Corrugated or mesh steel can be used as anodes or cathodes to provide optimum surface area and solution circulation. They should be positioned in such way as to be easily accessed for periodic inspection and cleaning. Periodic cleaning of the anode/cathode is necessary to remove plated-on smut, oxides, and other charged particles. Using the tank as the anode or cathode is not recommended, because the current distribution is fixed and little control is obtained. This leads to uneven current distribution and a source for stray currents. Many electrocleaning problems, such as under- and over-cleaning, have been traced to such a practice. |
|||
|
منابع |
References |
|||
|
1. J.W. Olrhalek and H. A. Skinner, US Patent 3,663.386 (5/16/1978). 2. S.S. Spring, Met. Finish., 62(2)54(1964(. 3. A. Pollack and P. Westphal, “ An Introduction to Metal Cleaning and Degreasing”, R. Draper, Teddington, UK (1963) 4. N.R. Horikawa, K.R. Lange and A. B. Middleton, Proceed. Amer. Electropl . Soc., 51, (1964), pp. 86-91. 5. S.S. Fray and G. A. Lux, Plating, 52(12),273(1965). 6. S.S. Fray , Proceed. Amer. Electropl . Soc., 48, (1961), p. 218. 7. J.B. Mohler, Met. Finish., 72(8)35(1974). 8. N.V. Mandich, Plat. Surf. Finish ., 84(12),91(1998). 9. A. K. Graham,Proceed. Amer. Electropl . Soc., 47, (1960), pp. 41-44. 10. N.V. Mandich, Plat. Surf. Finish ., 89(3)40(2002). 11. N. Zaki: ” Electrocleaning” in : Ref. 2, pp.128-133. |
||||
تهیه شده در واحد پژوهش و گسترش جلاپردازان پرشیا (JP)
آذر 96
آماده سازی سطح پیش از آبکاری (قسمت اول مقدمه ای بر پاکسازی سطح)

آماده سازی سطح پیش از آبکاری (قسمت اول مقدمه ای بر پاکسازی سطح)
Surface Preparation of Metals Prior to Plating (part 1: introduction to surface cleaning)
|
I. DEFINITION OF CLEAN SURFACE In the preparation of almost all metals for decorative plating, one of the most, if not the most important consideration, is the preplating sequence: cleaning process. This is so, because the appearance, adhesion and acceptance of the finished article depend primarily on a sound foundation for the final finish, which is achieved only with an active and clean substrate. |
1- تعریف پاکسازی سطح (تمیزکاری سطح) در فرایند آبکاری یکی از مهمترین مراحل آماده سازی سطح، تمیز کردن سطح است. این به این دلیل است که ظاهر، چسبندگی و قابل آبکاری بودن سطح در درجه اول بستگی به یک بسترفعال و تمیز دارد. |
|
Clearly, only a properly designed preplating sequence will result in quality parts. It is not question of whether or not cleaning is required, but what type of cleaning should be used. Clean can mean many different conditions to many people. |
مشخصا، تنها یک توالی آماده سازی از پیش طراحی شده می تواند به قطعات با کیفیت منجر شود. سوال این نیست که آیا تمیز کردن مورد نیاز است یا خیر، بلکه مسئله این است که چه نوع فرایند پاکسازی باید مورد استفاده قرار گیرد. پاکسازی سطح ممکن است تحت شرایط متفاوتی توسط افراد انجام بگیرد. |
| Cleaning is loosely defined as the process of removing unwanted contaminants or dirt from a surface. A practical definition of word clean is “containing no contaminants that would interfere with satisfactory deposition of one adhering finish”. It is differentiated from other finishing processes in that the cleaning process does not alter the surface physically or chemically. | تمیز کردن سطح اساسا بعنوان حذف آلودگیهای ناخواسته یا کثیفی از روی سطح است. منظور از تمیز کردن این است که هیچ گونه آلودگی که مانع چسبندگی پوشش آبکاری شده بر روی سطح باشد وجود نداشته باشد. در واقع برخلاف سایر فرایندهای آبکاری، پاکسازی سطح زبق این تعریف باعث تغییرات فیزیکی یا شیمیایی در سطح بستر نمی شود. |
|
A properly cleaned surface is just the same as it was prior to cleaning, except for the missing soil For example, to the spray painter, “clean” can be simple freedom from oil or grease. A plater will need to go further, in that his work must also be free of rust, scale, oxide and smut. |
سطحی که تمیز می شود کاملا مشابه با پیش از تمیز شدن خود است با این تفاوت که گردوغبار و آلودگیهایی که روی آن بوده اند حذف شده است. بعنوان مثال برای رنگ آمیزی با اسپری، تمیز شدن را می توان حذف روغن و چربی تعریف کرد. اما این مفهوم برای یک آبکار کمی فراتر از زدودن روغن و چربی است بلکه او نیاز دارد تا کلیه زنگ زدگیها اکسیدها و دوده ها را نیز از سطح قطعه پاکسازی نماید. |
|
A nickel-chromium decorative plater would be especially more critical, since minor rust and scale would appear on finished parts as white frosty spots, pits, roughness or even black spots |
حساسیت یک آبکار نیکل-کروم تزئینی حتی از این هم باید بیشتر باشد چراکه کوچکترین زنگ زدگی و لکه می تواند در قسمتهای آبکاری شده ایجاد لکه های سفید، حفره، زبری و یا حتی لکه های سیاه می شود. |
| A cyanide zinc plater may not be as critical, since less than thoroughly clean parts would come acceptable, mostly because cyanides, inherently, are good cleaners because of their high alkalinity and ability to complex many metal ions. | اما این میزان حساسیت برای یک آبکار که در زمینه روی سیانیدی فعال است چندان الزامی ندارد، زیرا سیانیدها به خودی خود به دلیل قلیائیت بالایی که دارند پاک کننده های قوی محسوب می شوند و می توانند با بسیاری از فلزات کمپلکس تشکیل شوند. |
| Can conditions of clean and active surface be achieved ion a reasonable, uncomplicated and cost effective manner? For the plater, we can contentedly state that such a condition can be attained. | آیا امکان دست یابی به شرایط پاکسازی و فعالسازی سطح که ساده، معقول و مقرون به صرفه باشد وجود دارد؟ ما با اطمینان خاطر میگوئیم که برای یک آبکار، این شرایط قابل حصول است. |
| Today, platers are taking parts, as they receive them, and are placing these parts through a cleaning process cycles in hand lines, hoist lines, automatic lines and strip lines with even more successful than ever before. If we want to be successful in cleaning today, we must handle cleaning processes with the same care and control as we do with plating processes. | امروزه، آبکارها به محض اینکه قطعه ای را دریافت می کنند، آن را بصورت دستی، خطوط اتوماتیک و یا خطوط نواری در چرخه پاکسازی قرار میدهند. اگر امروزه ما بخواهیم در پاکسازی موفق باشیم باید فرایند پاکسازی را با همان دقتی که سایر فرایندهای آبکاری را با دقت کنترل میکنیم آن را نیز مدیریت کنیم. |
|
The day of the single cleaner tank is gone forever. Contemporary cleaning systems must remove oil, grease, scale, rust and inert particles. In other words, they must degrease, saponify, emulsify, acid dip (pickle), neutralize, activate, etc. in order to obtain a “clean” part for plating. To do all this, several tanks and solutions are required, depending upon the type of soil, available time and temperature, and the basis metal being processed. To measure the degree of cleaning more sophisticated methods for cleanliness evaluation are now available: Radio Isotopes, UV Fluorescence, Evaporative Rate Analysis, Atomizer test, X-ray fluorescence, Water Spray, Modified Contact Angle Method, Conductivity Method, Solubility Parameter Technology, Surface Potential Difference, Optical Stimulated Electron Emission, Electrochemical Meassurments, Kinetic parameters (overpotential (among others. Kuhn elaborated in detail a number of methods for measuring surface cleaningless, ranging from simple to more sophisticated instrumental methods |
امروزه دوران تانکهای پاک کننده ای که تنها یک فرایند را انجام می دادند به اتمام رسیده است. تانکهای پاک کننده امروزی باید قادر باشند همزمان چربی، روغن، گریس، زنگ زدگی و ذرات بی اثر را حذف کنند. بعبارت دیگر آنها باید همزمان چربی زدایی، صابونی کردن، امولسیون کردن، اسید شویی، خنثی سازی، فعال سازی و غیره را برای بدست آوردن یک سطح تمیز جهت آبکاری فراهم کنند. برای انجام کلیه این موارد، بسته به نوع آلودگی، زمان و دمای در دسترس، و فلز پایه چندین وان و محلول مورد نیاز است. ام برای اندازه گیری درجه تمیز کردن روش های پیچیده تر برای ارزیابی پاکیزگی در حال حاضر در دسترس است: ایزوتوپ های رادیویی، فلورسانس UV، تجزیه و تحلیل نرخ تبخیر، آزمون اتمیزور، لواژه ی اشعه ایکس، اسپری آب، روش زاویه اصلاح شده، روش هدایت الکتریکی، تکنولوژی پارامترهای حلالیت، بتا-بسکتبال، تفاوت پتانسیل سطحی، در حال حاضر، برای اندازه گیری میزان تمیز شدن روش های پیچیده تر برای ارزیابی پاکیزگی در دسترس است: رادیو ایزوتوپ ها، فلورسانس UV، آنالیز نرخ تبخیر، آزمون اتمیزه کننده، لواژه ی اشعه ایکس، اسپری آب، روش زاویه اصلاح شده، روش هدایت الکتریکی، تکنولوژی پارامترهای حلالیت، تفاوت پتانسیل سطحی، فلورسانس پراش پرتو ایکس، اسپری اب، روش زاویه تماسی اصلاح شده، هدایت سنجی، تکنولوژی پارامتر انحلال، پتانسیل اختلاف سطح، انتشار نوری الکترون تحریک شده، اندازه گیریهای الکتروشیمیایی، پارامترهای سینتیکی. کوهن جزئیات روش های متعددی را برای اندازه گیری پاکسازی سطح که مجموعه ای از روش های ساده و پیچیده ای با ابزارهای مختلف هستند را ارائه داد. |
برای مطالعه ادامه مقاله به سایت نویسنده مقاله مراجعه نمایید(کلیک کنید)
کنترل پاک کنندگی به وسیله غلظت سورفکتانت ازنگاه متال فینیشینگ 2011

آماده سازی شیمیایی سطح ازنگاه متال فینیشینگ 2011
(ماده فعال کننده سطحی)
BY DANIEL SCHUMANN, SITA MESSTECHNIK GMBH, DRESDEN, GERMANY
روند قابل اطمینان روش های قبلی بر پایه تولید محصولات قطعات فلزی با سطح مورد نیاز ویژه با کیفیت بالا می باشد.این فرایند تمیز کردن مرحله ای اساسی میان شکل تشکیل شده پایانی وبه دنبال آن عملیات سطح و پوشش سطح به ترتیب می باشد.قطعات ناقص پاک شده موجب کاهش کیفیت سطح محصولات ، افزایش عمده هزینه ها ناشی از خسارات های وارده می گردد.فرایندهای پاک کنندگی صنعتی وآبی قطعات فلزی شامل پاک کنندگی و روش های شستشو در چندین حمام می باشد(شکل 1 را ببینید).
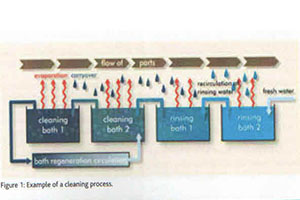
ابتدا، حمام های پاک کننده آلودگی را از سطح فلز برداشته، به دنبال آن به وسیله حمام های شستشو آلودگی های بیشتر و همچنین پس مانده عامل پاک کننده را از بین می برد.حمام های پاک کننده دمای 80-40 درجه سانتیگراد(176-104 درجه فارنهایت) دارند.تبخیر حاصل از آب به وسیله یک جریان از شستشو اب جبران میشود.یک اصلاح جریان شرایط پایداری حمام ناشی ازحذف مداوم آلودگی حمام را تضمین می کند.
فرایندهای پاک کنندگی آبی به بهینه سازی و شرایط پایدار از پارامترهای که بر روی پاک کنندگی تاثیر دارند به منظور تضمین کردن قابل اطمینان بودن یک فرایند عالی (شکل 2 را ببینید).
این پارامترها مستلزم:
•غلظت ترکیبات عامل پاک کننده (سازنده و سورفکتانت)
•آلودگی حمام
• درجه حرارت حمام
• تلاطم
هدف اصلی از مدیریت فرایند نظارت مداوم بر شرایط حمام پاک کننده و کنترل شرایط در یک مسیری است که کیفیت پاک کنندگی کافی را میتواند به وسیله استفاده از حداقل مقدار آب ، عامل پاک کننده، و انرژی تضمین کند.در اینجا تمرکز اصلی بر روی نگه داشتن غلظت ترکیبات عامل پاک کنندگی (سورفکتانت وسازنده )،که به وسیله مدیر فرایندهای پاک کنندگی بهینه شده تعریف میگردد.درجه مصرف برای هر دو ترکیبات عامل پاک کننده ، سورفکتانت ، و سازنده ، متفاوت است و یک دوز کافی برای هر دو جزء مورد نیاز است.1 تغییر مداوم غلظت ترکیبات عامل پاک کننده ناشی از عوامل مختلفی است.برای مثال ، تاثیرات حمل نقل - بسوی دیگر به وسیله جریان قطعات ،حذف ترکیبات پاک کننده به دلیل بازسازی حمام (به عنوان مثال ، اولترافیلتراسیون)، و یا فرایند رقیق سازی بیش ازابشاری .
یک بهینه سازی تطبیقی برای همه ی عوامل تاثیرگذار بر پایه اقتصادی و مدیریت فرایندهای زیست محیطی است.کیفیت پاک کنندگی تنها اگر این فرایند،و ماده های شیمیایی پاک کنندگی مطابقت داده شده باشند برای قطعات پاک کننده آغازی و آلودگی تضمین کننده است.
این اتفاق با همکاری فرد مسئول فرایندهای پاک کنندگی، کارکننده در هماهنگ کردن تولیدعامل پاک کننده و صفحه مونو-سازنده،قبل از قرار دادی یک صفحه جدید یا قبل از تغییر دادن صفحات یا فرایندها در عملیات انجام می شود.پارامترهای فرایند مورد نظر ، و همچنین غلظت های عامل پاک کننده وحدود مقادیر آن قابل قبول، بر اساس تجارب فردی ، اجرای آزمون یا اجرای بهینه سازی در آزمایشگاه و/یا کارخانه به منظور رسیدن به کیفیت پاک کنندگی مورد نیاز تعیین می شود. در حال حاضر ، بسیلری از ترکیبات عامل پاک کننده به منظور اطمینان یافتن از قدرت پاک کنندگی در حمام به شدت دوز بیش از حد میگیرند.
