نمایش موارد بر اساس برچسب: فسفاته
تاریخچه و گسترش فرآیند فسفاته کاری

استفاده از پوششهای فسفاته برای محافظت از سطح فولادها از اواخر قرن نوزدهم شناخته شده است و در طول این مدت در بسیاری از تولیدات جهانی مثل اتومبیل، یخچال مبلمان و... مورد استفاده قرار گرفته است. نخستین ثبت موثق از پوشش
های فسفاته که به منظور جلوگیری از زنگ زدن آهن وفولاد اعمال شد، اختراع آقای Ross در سال 18699 میباشد. در روش او آهن گداخته در اسید فسفریک غوطه ور شد. از آن پس این فرآیند پیشرفتهای متعددی داشته است که مهمترین آنها در جدول
1-1 آورده شده است.
جدول 1-1 گسترش فرایند فسفاتهکاری در طول تاریخ
| سال/دوره | نوع توسعه و پیشرفت فرایند |
| 1906 | فسفاته کاری آهن و فولاد بااستفاده از اسید فسفریک |
| 1908 | اعمال پوشش فسفاته با عوامل اکسنده به منظور کاهش زمان فرایند |
| 1909 | بازیابی حمام و فرموله کردن حمام فسفات روی با دمای بالا – زمان فرایند: یک ساعت |
| 1911 | فرموله کردن حمام فسفات منگنز با دمای بالا – زمان فرایند: 5/2-2 ساعت |
| 1914 | انجام فرایند با حفظ نسبت اسید کل به اسید آزاد |
| 1928 | شناسایی پوشش فسفاته به عنوان زیرلایهای برای رنگ |
| 1929 | انجام فرایند با افزودن مس به عنوان شتاب دهنده – زمان فرایند: 10 دقیقه تا یک ساعت |
| 1933 | استفاده از عوامل اکسنده مانند نیترات برای تسریع فرایند – زمان فرایند: 55 دقیقه |
| 1934 | استفاده از پوشش فسفاته در کارسرد فلزات |
| 1937 | فسفاته کاری پاششی – زمان فرایند: 90-60 ثانیه |
| 1940 | توسعه فرایند فسقاته غیر پوششی بر پایه فسفاتهای سدیم یا آمونیوم |
| 1940 | توسعه روشهای فسفاتهکاری سرد |
| 1941 | فسفاته کاری سطوح آلومینیوم با استفاده از فسفات روی و فلوریدها |
| 1943 | استفاده از محلول دی سدیم فسفات حاوی یون تیتانیوم پیش از فسفاته کاری به عنوان آماده سازی سطح |
| دهه 1950 | استفاده از پوششهای فسفاته منگنز در مقیاس زیاد به منظور نگهدارنده روغن - برای سطوح سایشی، لغزشی و... |
| دهه 1960 | استفاده از افزودنیهای خاص برای کنترل وزن پوشش |
| دهه 1960 | فرآیند پاشش در دمای 30-25 درجه سانتیگراد |
| دهه 1970 | بهینه سازی کیفیت پوشش و استفاده از تمیزکنندههای پاششی بر پایه تکنولوژی سورفکتانت |
در 30 سال اخیر نیز تلاشهای زیادی جهت بهینه کردن و اقتصادی کردن پوششهای فسفاته انجام شده است؛ از جمله استفاده از حمامهای فسفاته کاری کم دما و پایین آوردن مصرف انرژی استفاده از تکنولوژی روی کم، استفاده از افزودنیهای خاص در حمام استفاده از یون فلزات سنگین بیشتر از یک کاتیون در حمام فسفاته کاری و غیره. اخیراً انواع جدید پوششهای فسفاته از جمله پوششهای فسفاته قلع، نیکل و سرب نیز معرفی شده اند.

تسریع کننده های الکتروشیمیایی

گاهی برای تسریع فرآیند فسفاته کاری از جریان الکتریکی استفاده میشود کهتسریع کنندهتأثیرات آن به اختصار در زیر آمده است:
1. عملیات کاتدی فرایند فسفاته کردن را شدیداً تسریع میکند.
2. عملیات آندی از تشکیل پوشش جلوگیری میکند و به احتمال زیاد فسفات روی یا فسفات منگنز اولیه به شکل غیر محلول تبدیل نمیشود، ولی فسفات فروی اولیه از محلول فسفاتهی فوق اشباع رسوب میکند و همزمان سطح فلز با پوششی
با ترکیب Fe(H2PO4)2.2H2Oرویین میشود.
3. استفاده از جریان متناوب نتایجی مشابه با عملیات کاتدی را دارد. میتوان نتیجه گرفت که عمل کاتدی جریان متناوب، بسیار شدیدتر از عمل آندی آن است.
4 . استفاده از جریان متناوب و تسریع کنندهی شیمیایی نتایج را بهبود میبخشد. در این حالت فرایند خیلی سریعتر به پایان میرسد. در صورتی که در حالت غوطهوری معمولی در این مدت اندک نتیجه حاصل نمیشود. چنین سرعتی، در غیاب
جریان، تنها با استفاده از عملیات پاششی قابل دسترسی است.
پوشش های فسفاته از نگاه جلاپردازان پرشیا

| - مقدمه ای در مورد پوشش های فسفاته | |
| 1- پوششهای تبدیلی شیمیایی | |
| 1-1- فسفاته کاری | |
| - تاریخچه و گسترش فرآیند فسفاته کاری | |
| 2- کاربرد پوشش های فسفاته | |
| - پوشش فسفاته برای محافظت در برابر خوردگی | |
| - پوشش فسفاته برای مقاومت به سایش | |
| - پوشش فسفاته برای زیر سازی رنگ | |
| - پوشش های فسفاته به عنوان عایق الکتریکی | |
| -خواص الکتریکی پوشش های فسفاته | |
| 3- روش های ایجاد پوشش فسفاته | |
| - روش غوطه وری | |
| - روش اسپری کردن | |
| 4- انواع پوشش فسفاته | |
|
***فسفاته کشش تئوری - پوششهای فسفاته تک کاتیونی |
|
| 1- پوشش فسفاته روی | |
| 2- پوشش فسفاته آهن | |
|
3- پوشش فسفاته منگنز
کلیات :فسفاته منگنز |
|
|
- فسفاته دو کاتیونی
تئوری:فسفاته روی نیکل |
|
| 5- مکانیزم تشکیل پوشش فسفاته | |
| 6- سینتیک فرایند فسفاته کردن | |
| - تسریع کننده های شیمیایی | |
| 1- اکسید کننده | |
| 2- احیا کننده ها | |
| 3- نمک فلزات نجیب تر از آهن | |
| 4- تسریع کنندههای الکتروشیمیایی | |
| 5- تسریع کنندههای مکانیکی | |
| 7- ساختار وترکیب شیمیایی | |
| 1-3-7-1) ضخامت وتخلخل | |
| 8- نکات مهم در فسفاته کاری | |
| - حمامهای فسفاته کاری | |
| - لجن | |
| - نکات مهم در رابطه با گرما دادن حمام | |
| - پارامترهای موثر در پوشش دهی فسفاته | |
| - آماده سازی | |
| - عملیات تکمیلی | |
| - شستشوی ویژه | |
| - رنگ کاری | |
| - روغنکاری | |
| 9- آزمونهای پس از پوشش دهی روی | |
| - بررسی ظاهری سطح | |
| - ترکیب پوشش | |
| - اندازه گیری ضخامت پوشش | |
| - بررسی مقاومت به خوردگی | |
| - بررسی ریز ساختار و مورفولوژی سطح | |
| - اندازه گیری وزن پوشش | |
| - آزمون سایش |
کاربرد پوشش های فسفاته

پوشش فسفاته به دلیل اقتصادی بودن، سرعت تشکیل بالا، محافظت از خوردگی خوب، مقاومت سایشی، چسبندگی و خاصیت روانکاری نقش مهمی را در صنعت اتومبیل و صنایع دیگر ایفا میکند. بیشترین استفاده پوششهای فسفاته بعنوان پایه ای برای رنگ می باشد همچنین به عنوان نگهدارنده روغن ها و افزایش چسبندگی رنگ، عایق کاری الکتریکی بکار می روند. در زیر به توضیح مختصر هر یک از کاربردهای فوق الذکر می پردازیم .
پوشش فسفاته برای محافظت در برابر خوردگی
تمام انواع پوشش های فسفاته برای حفاظت در مقابل خوردگی می توانند مورد استفاده قرار گیرند. پوشش فسفاته غیر قابل حل به صورت یک سد فیزیکی در مقابل رطوبت عمل می نماید. درجه حفاظت پوشش های فسفاته در برابر خوردگی به عوامل مانندیکنواختی پوشش.، ضخامت دانسیته و اندازه کریستالهای پوشش و نوع آب بندی نهایی بستگی دارد.
پوششهای فسفاته ای که برای مقاصد جلوگیری از خوردگی می باشند. ممکن است نهایتأ توسط محلول آبی حاوی ترکیبات کروم دار آب بندی شوند و یا میتوان برای افزایش مقاومت به خوردگی بعد از فسفاته از روغن یا واکس استفاده نمود. بدون عملیات بعدی، مدت حفاظت در برابر خوردگی پوشش های فسفاته محدود به عمر پوشش می شود. برای بدست آوردن حفاظتی به مدت طولانی از سطوح فسفاته کاری شده انجام عملیات اضافی ضروری می باشد. پوشش های فسفاتی که برای حفاظت از خوردگی استفاده می شوند ممکن است یک شستشوی نهایی توسط محلول های شامل ترکیبات کرم داشته باشند. بدون عملیات تکمیلی فوق این پوشش ها دارای دوام و عمر کوتاهی خواهند بود. برای به دست آوردن لایه های فسفاته موثر و با دوام بر حسب تکمیلی بر روی سطح فسفاته ضروری است. این عمل می تواند به طور مثال با استفاده از روغن غیر خورنده ، گریس، واکس، رنگ یا پوشش های مشابه انجام گیرد.البته ترکیب حمام نیز موثر است، مثلأمولیبدن مقاومت به خوردگی پوشش فسفات آهن را کم می کند و در عوض کلرات مقاومت را افزایش می دهد.
جدول: مقاومت به خوردگی قطعه فولادی با پوششهای مختلف
| پوشش حفاظت کننده | زمان ظهور اولین نشانه های خوردگی در مه نمکNaCl%3 (بر حسب ساعت) |
| بدون حفاظت کننده | 0.1 |
| فسفاته کاری شده | 0.5 |
| آبکاری نیکل | 13- 10 |
| آبکاری کرم | 24- 23 |
| فسفاته شده سپس با پارافین براق شده | 60 |
| دولایه روغن جلای کوره ای | 70 |
| فسفاته شده و یک بار هم با روغن جلای کوره ای پوشش داده شده است. | پس از 500ساعت علائمی از خوردگی مشاهده نشده است. |
بیشترین مقاومت به خوردگی در پوششهای فسفاته، مربوط به فسفات منگنز است که در حالت فسفاته داغ (فسفاته کردن با تسریع کننده در دمای بالا) حاصل میشود. از طرفی کمترین مقاومت به خوردگی توسط فسفات آهن ایجاد خواهد شد.
پوشش فسفاته برای مقاومت به سایش
خواص رفت و برگشتی قطعات ماشین که محتمل سایش می شوند در اثر فسفاتاسیون بهبود می یابد، زیرا از ساییدگی حرکتی جلوگیری می شود. توانایی پوشش فسفاته برای کاهش سایش اولأ به یکنواختی پوشش فسفاته، ثانیأ به فنر زمینه و ثالثأ جذب روغن توسط پوشش بستگی دارد. پوشش های فسفاته منگنز سنگین (8/10الی 0/43 ) همراه با یک روانساز جهت مقاومت به سایش بکار میروند .
پوشش فسفاته برای زیر سازی رنگ
وظیفه اصلی یک پوشش رنگ محافظ جلوگیری از خوردگی فلز پایه در محیطی که مورد استفاده قرار گرفته می باشد. برای دستیابی به این هدف روش آماده سازی بایستی به نحوی باشد که اکتیویته سطح فلز را کاهش دهد. بطوریکه از خوردگی در فصل مشترک رنگ– فلز جلوگیری شود.
معمولأ پوشش های فسفاته روی بو پوششهای فسفاته آهن بعنوان پایه ای برای رنگ کاری بکار می روند. نمونه ای از این کاربردها برای بدنه اتومبیل، فیلترهای هوا، سیستم ترمز، تانک های سوخت، کابینتهای فلزی، مصارف خانگی و اسباب بازی ها می باشد.
پوشش های فسفاته به عنوان عایق الکتریکی
پوشش های فسفاته روی به عنوان عایق الکتریکی نیز بکار میروند. جرم واحد سطح پوششهای فسفاته تابعی از مقاومت الکتریکی سطح مورد نیاز می باشد .
مرجع پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
روش های ایجاد پوشش فسفاته

برای فسفاته کاری سطوح می توان از روش غوطه وری، روش اسپری کردن و یا از ترکیبی از هر دو روش استفاده کرد.به عنوان مثال یک روش مدرن برای اعمال پوشش فسفاته روی بر روی بدنه اتومبیل ترکیبی از روش غوطه وری و اسپری می باشد. بدین ترتیب که هنگام ورود قطعه کار به محلول توسط افشانک هایی در داخل حمام، محلول به قطعه پاشیده می شود. بعضی مواقع ممکن است ایجاد پوشش فسفاته به وسیله برس زدن انجام شود و البته این روش کمتر مورد استفاده قرار میگیرد.
روش غوطه وری
هر سه نوع پوشش فسفاته روی، آهن و منگنز را می توان به روش غوطه وری اعمال کرد. با استفاده از این روش می توان قطعه کارهای باریکه ای شکل مانند نوار را بطور مداوم پوشش کاری کرد. قطعه کارهای کوچک مانند پیچ و مهره و واشر و .. که در حجم های زیادی تولید می شوند فقط به روش غوطه وری می توان برروی آنها پوشش ایجاد کرد. از طرفی این روش برای چنین قطعاتی اقتصادی است. برای پوشش کاری این نوع قطعات، آنها را داخل استوانه ای سوراخ دار می ریزند که این استوانه بعد از غوطه وری در محلول فسفاته با سرعت 4 دور در دقیقه می چرخد. این درام ها معمولأ از جنس فولاد کم کربن ساخته می شوند و در صورتیکه عمر بیشتری انتظار داشته باشیم از نوع فولاد زنگ نزن انتخاب می شود. در شکل 1 نمونه ای از این درام ها نشان داده شده است.
شکل1 وسیله ای مخصوص فسفاته کاری قطعات کوچک
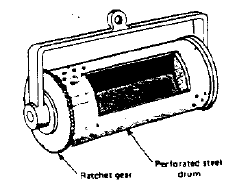
ممکن است قطعات کوچک در داخل سبدی بدون چرخش وارد حمام فسفاته شوند و معمولأ چنین روشی کاملأ رضایت بخش نمی باشد چون قطعاتی که در تماس با یکدیگر هستند و یا در تماس با دیواره سبد قرار می گیرند بدون پوشش باقی می مانند. قطعات بزرگ بطور دستی حمام می شوند و اگر چنین قطعاتی دارای شکل پیچیده ای باشند مانند بدنه پمپ ها یا دریچه های هیدرولیک بایستی به روش غوطه وری فسفاته کاری شوند. با استفاده از هر دو روش می توان پوشش فسفاته سنگین بر روی سطح اعمال کرد اما روش غوطه وری برای این منظور معمولتر می باشد. با استفاده از روش غوطه وری، پوشش در تمام قسمتهای قطعه کاربصورت یکنواخت ایجاد می شود و قطعأ دارای قسمتهای بدون پوشش کمتری است و در نتیجه به تعمیر کمتری نیاز دارد. سرعت عمل در این روش کند است و نیاز به حمام های بزرگتر و فضای بیشتری می باشد و به علت حجم زیاد شارژ دوباره آن گرانتر است. به علت اینکه حجم حمامها در روش غوطه وری بزرگتر است پس درجه حرارت ثابت و پایدارتر می باشد. فسفاته کاری به روش غوطه وری تغییراتی در ترکیب پوشش فسفاته ایجاد می کند در نتیجه عمل رنگ کاری بهتر انجام می شود.
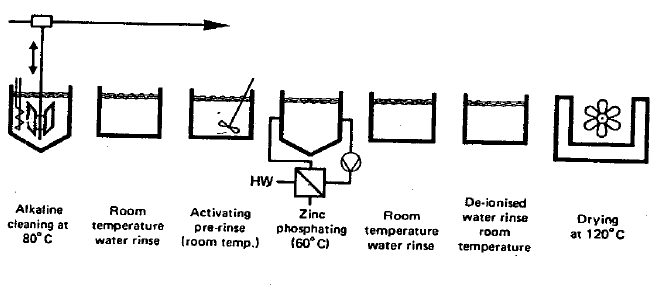
یک سیستم فسفاته کاری به روش غوطه وری بایستی شامل تعدادی مخزن، کنترل کننده درجه حرارت و سطح محلول، سیستم های خروج بخار، تجهیزات لازم برای جابجا کردن مواد و تجهیزات برای خشک کردن باشد .در زیر یک نمونه فرآیند پوشش دهی به روش غوطه وری نشان داده شده است.
شکل 2: فرآیند فسفاته کاری به روش غوطه وری
روش اسپری کردن
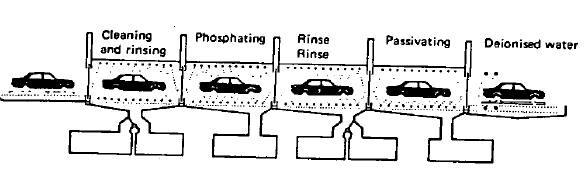
پوشش فسفاته روی و گاهی فسفات آهن بدین روش اعمال می گردد. اسید کل حمام فسفاته بایستی معمولاحدود10-20 باشد و pH حمام چربیگیری بایستی حدود10-88 باشد.
در پایان فسفاته کاری نمونه بایستی تحت پاشش آب بدون یون با سرعت 3-1 قرار بگیرد. هدایت یونی این آب نبایستی بیشتر از 30 باشد.
شکل3 : فرآیند پوشش دهی به روش اسپری کردن.
انتخاب روش مناسب فسفاته کاری بر اساس خصوصیات ویژه قطعه کار و پروسه کاری آن می باشد. با وجود این راهنمایی های زیر ممکن است در انتخاب روش صحیح مفید واقع شوند :
1) شکل ، اندازه و تعداد قطعات می توانند تعین کنند روش فسفاته کاری باشند. قطعات با شکل پیچیده معمولا به روش غوطه وری فسفاته کاری می شوند
2) جنبه اقتصادی روش و فضای موجود نیز موثر است.
3) کیفیت مورد نظر از پوشش در انتخاب روش دخالت دارد.
4) برای ایجاد پوششهای فسفات سنگین معمولأ از روش غوطه وری استفاده می شود .
مرجع : پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
تسریع فرآیند فسفاته کاری

هدف از بکار بردن تسریع کننده ها یکی افزایش سرعت فرآیند پوشش دهی می باشد، اکسید کردن آهن فرو و کاهش اندازه کریستالها می باشد.
به دلیل اکسید شدن هیدروژن به این وسیله می توانند باعث انجام خواسته های فوق می گردند. در اثر انجام واکنش های فسفاته گاز هیدروژن متصاعد می شود و تولید هیدروژن یکی از راههای کنترل انجام واکنش است و زمانی که کنترل هیدروژن متوقف شود واکنش فسفاته کاری به پایان رسیده حباب هیدروژن از روی سطح خارج نمی شود وروی سطح می نشیند اگر مقدار زیادی حباب هیدروژن آزاد می شود از انجام واکنش جلوگیری می کند پس تلاش می کند هیدروژن را به نحوی خارج کند یعنی دپلاریزه کردن هیدروژن می باشد. بدون شتاب دهنده ها عمل فسفاته کاری ساعتها طول می کشد ( 6 تا 10 دقیقه ) با بکار بردن آنها زمان تا چند دقیقه کاهش می یابد.
همچنین استفاده از شتابدهنده میزان لجن را نیز کاهش می دهد و مقدار مواد مصرفی بر واحد حجم نیز کاهش می یابد.
ارتباط بین مقاومت به خوردگی و انتخاب نوع شتابدهنده به نحوی به تأثیر آن در مکانیزم تشکیل فسفاته بستگی داردایجاد پوششهای فسفاته را میتوان به روشهای شیمیایی، مکانیکی یا الکتروشیمیایی تسریع کرد. ولی اغلب از عوامل شیمیایی که به نام تسریع کننده خوانده میشوند، استفاده میشود زیرا نه تنها باعث صرفه جویی در وقت میشوند بلکه میتوان فرایند را در دمای کمتر انجام داد.
تسریع کننده های شیمیایی
1- اکسید کننده
این نوع شتابدهنده ها بیشترین کاربرد را دارند مهمتربن آنها نیتراتها ، کلرات ها ، پر اکسیدها می باشند.
نیتراتها به تنهایی یک شتابدهنده پر مصرف می باشد و در محلول فسفات روی و منگنز موثر می باشد. نیترات را می توان بصورت نمک فلز قلیایی نمکهای منگنز یا روی مخلوطی از آنها استفاده کرد.
مکانیزم شتابدهندگی نیترات ساده نمی باشد اما ممکن است از روی ترکیب گاز خارج شده از قطعه ای که مورد عمل فرآیند در محلولهای محتوی نیترات قرار می گیرد و مکانیزم را استنتاج کرده در طول عملیات فسفاته کاری حضور آهن، غلظت بالای نیترات و دمای بالای تبدیل نیترات به نیتریت با یک ترکیب نیتریدی که سپس با هیدروژن آزاد شده از انحلال آهن توسط فسفریک واکنش می دهد، احیا می شود.
| Fe + 2H- Fe2-+H2 | (22) |
| 3H2+2HNO3 N2+4H2O | (23) |
و ممکن است یونهای فرو را به یونهای فریک اکسید کند .
| 3Fe2++NO2-+4H 3Fe3-+ 0.5 N2 +2H2O | (24) |
بطور خلاصه واکنش اکسیداسیون تقریبا به معادله کلی زیر وابسته است .
| 10 Fe + 6NO3-+36H 10Fe3++3N2 +68 H2O | (25) |
گاز خنثی تولید شده از احیای نیترات اثر معکوس روی فرآیند فسفاته کاری ندارد، فسفات آهن نامحلول نتیجه شده به شکل لجن رسوب می کند.
دامنه غلظت برای شتابدهندگی نیترات کاملأ به نسبت مشخص در محلول کاری محلول است . هرچه این نسبت بیشتر باشد زمان لازم برای تشکیل حداکثر وزن پوشش کوتاهتر می باشد. ولی مقدار وزن پوشش کمتر خواهد بود. محلولهایی که نسبت نیترات به فسفات بالاتری دارند ممکن است لجن کمتری بوجود آورند و کاراتر می باشند ولی محلولهایی با نسبت کمتر دارای وزن پوشش بیشتر و کارایی کمتر می باشند.
آزمایشات چمبرلین و آیزلن نشان داد که حلالیت فسفات فریک در حضور نیتریت بیشتر است. فسفات فریک ممکن است بوسیله هیدروژن نوزاد در سطح تماس احیا شده و بیشتر در پوشش شرکت کند تا اینکه لجن برود.
فرمول شیمیایی که برای نیتراتها رخ می دهد به فرم زیر است:
| 2NO3+8H++6e 2NO+4H2 | (26) |
محدودیت نیتریتها و نیتراتها این است که در دمای بالا ناپایدار هستند با توجه به ارزیابیهایی که توسط محققان انجام شده، تجزیه نیتریت در دمای بالای فسفاته کاری C°95 - 98 بیشتر آن هدر می رود. نسبت انحلال اسید نیترو به طور کلی به دما وابسته است. لذا نیتریتها کاربرد وسیعی در حمامهای یافته اند که در دماهای پایین کار می کنند. وقتی قرار است از نیتریت بعنوان شتاب دهنده در حمامهای دما بالا استفاده شود به منظور اجتناب از هدر رفتن بالای مواد شیمیایی و همچنین برای اطمینان از شرایط بهداشتی کوره مقدار نیتریت اضافه شده به این حمامها باید دقیقا متناسب باشد.
فرمول شیمیایی که برای نیتراتها رخ می دهد به فرم زیراست :
| 2NO2+2H+ H2o+NO2+NO | (27) |
کلرات ها یکی از شتابدهنده های قویی باشند که باعث می شوند تا ضخامت پوشش نازکتر می شوند.
برای کلراتها معمولأ از نمک Zn(ClO3) بعنوان شتابدهنده استفاده می شود.کلراتها هم هیدروژن متصاعد می کند، هم آهن را اکسید می کند.
| 2Fe+Clo3-+6H+ 2Fe3++ Cl-+3H2O | (28) |
مشکل کلرات در این است که حمام را گل آلود و ژلاتینی می کند که برای رفع این مشکل باید غلظت حمام را بالا ببریم.البته استفاده از کلرات و نمکهای آن در پوشش دهی منگنز خیلی مرسوم نمی باشد زیرا که باعث اکسید شدن پوشش می باشد.
پراکسیدهیدروژن از قوی ترین شتابدهنده ها می باشد ولی پایداری آن خیلی محدود است غلظت مورد استفاده از پراکسید معمولا05/0 می باشد. مکانیزم به این صورت است که اکسید شدن فسفات فرو توسط پر اکسید هیدروژن منجر به آزاد شدن اسید فسفریک می شود.
البته این شتابدهنده فقط برای پوشش روی آن هم به روش پاشش در دمای C°50 تا 60 که لجن زیادی تولید می شود کاربرد دارد.
دسته دیگر از شتابدهنده ها ترکیبات نیترو آلی است که این شتابدهنده ها گرانترین شتاب دهنده ها می باشد. از انواع آنها سدیم متا نیترو بنزنات سولفونات می باشد این شتاب دهنده ها بسیار خوب عمل می کنند. یکی از مشخصات برجسته آن این است که نه خود شتاب دهنده و نه محصولات ناشی از احیا آن خورنده نمی باشند، بنابراین هنگامی که آبکشی ناقص باشد تجمع محلول در شکافها و شیارهای زبر خطری را به دنبال نخواهد داشت در هر جا محدودیت هایی نیز در استفاده از این شتابدهنده وجود دارد که عبارتند از :
11- حلالیت آن در آب کم است.لذا نمی توان بصورت محلول های غلیظ ساخته شود .
12- قادر به کنترل آهن فرو تولیدی در طول عملیات نمی باشد و ممکن است گاهی افزودن اکسید کننده قوی نیاز باشد.
13- این ماده جزو دسته مواد منفجره قرار دارد و لذا بسته بندی آن به فرم جامد غلیظ خطرناک است.
14- حلالیت خوبی دارد اما مدت شتابدهندگی آن کم است و اغلب به همراه سایر شتابدهنده ها مصرف می شود.
2. احیا کننده ها
سولفیت فلزات قلیایی، سولفیت سدیم، هیپو فسفیت سدیم، فرمآلدهیدو نیز آلدهید ها جزو این دسته از احیا کننده ها محسوب می شوند.مکانیزم آنها به صورت زیر است :
| SO3-+6H++6e- S2-+3H2O | (29) |
یعنی هیدروژن را به آب تبدیل می کند البته استفاده از آنها در صنعت به اندازه عوامل اکسنده موفقیت آمیز نبوده است.
3. نمک فلزات نجیب تر از آهن
اغلب از نمک مس در موارد نادر از نمک نیکل استفاده می شود که نیکل همراه نیتریت و نیترات بکار می رود.
مس نه تنها بعنوان کاتالیست عمل می کند بلکه رسوب پوشش در زمان کمتری رخ می دهد و مناطق کاتدی در سطح فولاد افزایش می دهد. اثر شتابدهندگی مس نیز بهمین علت می باشد. از مقدار اضافی مس نیز به دلیل جایگزین شدن پوشش فلزی مس بجای پوشش فسفاته مورد نظر بایستی خودداری کرد. واکنشهای مربوط به تسریع کننده های نمکی به صورت مقابل است :
| Fe Fe2++2e- | (30) |
| Cu2++2e- Cu | (31) |
مس رسوب شده در اسید نیتریک احیا می شود.
| 3Cu+2HNO3 3CuO+H2O+2NO | (32) |
| 3CuO+6HNO3 3Cu(NO3)2+3H2O | (33) |
| 3Cu+8HNO3 3 Cu(NO3)2+4H2O +2NO | (34) |
نهایتأ هیدروژن به صورت واکنش زیر احیا می شود :
| 8H++6e- + 2NO3- 2NO+4H2O | (35) |
مقدار تسریع کننده اثر مستقیمی در اندازه کریستالهای پوششی دارد. بیشترین شتاب و ریزترین دانه بندی در پوشش با غلظت 5/1 مس بدست می آید. اگر از این مقدار بیشتر شود اکسید کوپریک بوجود می آید.
در مورد نیکل نیز بهمین شکل است ولی در مکانیزمشان اختلاف وجود دارد عقیده گروهی بر این است نیکل روی فسفاتهای نامحلول نشسته و در شکل کلویبدال نوزادشان اثر می گذارد.
در مورد نیکل نیز بهمین شکل است ولی در مکانیزم اختلاف وجود دارد. از طرفی مقدار اضافی نیکل تأثیر زیان آوری ندارد گفته می شود که مقاومت به خوردگی پوشش را بالا می برد.چون این نوع یون ها از واکنش کاتدی مناطق بدون پوشش سطح فولاد جلوگیری می کنند. یک نمونه از کاربردهای نیکل را می توان شرکت یون نیکل و یاکبالت در اسید مربوطه نام برد که اصلاح کننده محلول فسفاته می باشد. تشکیل نمکهای کمپلکس نقش مهمی در تسریع تشکیل پوششی دارند با به تأخیر انداختن رشد کریستالها باعث می شوند پوشش یکنواخت با مورفولوژی کریستالی ریز به وجود آید.
4. تسریع کننده های الکتروشیمیایی
گاهی برای تسریع فرآیند فسفاته کاری از جریان الکتریکی استفاده میشود که تأثیرات آن به اختصار در زیر آمده است:
1. عملیات کاتدی فرایند فسفاته کردن را شدیداً تسریع میکند.
2. عملیات آندی از تشکیل پوشش جلوگیری میکند و به احتمال زیاد فسفات روی یا فسفات منگنز اولیه به شکل غیر محلول تبدیل نمیشود، ولی فسفات فروی اولیه از محلول فسفاتهی فوق اشباع رسوب میکند و همزمان سطح فلز با پوششی با ترکیب Fe(H2PO4)2.2H2Oرویین میشود.
3. استفاده از جریان متناوب نتایجی مشابه با عملیات کاتدی را دارد. میتوان نتیجه گرفت که عمل کاتدی جریان متناوب، بسیار شدیدتر از عمل آندی آن است.
4 . استفاده از جریان متناوب و تسریع کنندهی شیمیایی نتایج را بهبود میبخشد. در این حالت فرایند خیلی سریعتر به پایان میرسد. در صورتی که در حالت غوطهوری معمولی در این مدت اندک نتیجه حاصل نمیشود. چنین سرعتی، در غیاب جریان، تنها با استفاده از عملیات پاششی قابل دسترسی است.
5. پوششهای حاصل از الکتروفسفاته معمولاً نسبت به پوششهای حاصل از همان شرایط اما بدون اعمال جریان، تخلخل بیشتری دارند. احتمالأ علت این امر، ضخامت کم این پوششهاست (mµ5 -1).این پوششها نازک اند و بلورهای ریزی دارند که در هنگام استفاده از پوشش رنگ خاصیت چسبندگی الاستیکی آن را کاهش نمیدهند.
5-تسریع کننده های مکانیکی
این روش شامل پاشش محلول شیمیایی مناسب (حاوی تسریع کنندهی شیمیایی) با سرعت زیاد برروی تجهیزات است. در نتیجه عمل همزدن محلول و تشکیل پوشش هم زمان انجام می شود با استفاده از روش پاشش، زمان تأخیر حاصل از نفوذ سازندههای خاص، در محلول حذف میشود و همزمان سطح آهن در محلول اتمیزه شده، اکسید میشود. مدت پاشش 5/0 تا 2 دقیقه است. پوشش حاصل نازک و دارای بلورهای ریز بوده و در نتیجه برای زیر لایه رنگ بسیار مناسب است.
مرجع : پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
استاندارد فسفاته ایزو
مقدمه :
پوششهای تبادلی فسفاته روی فلزات آهنی ، آلومینیوم ، روی و آلیاژهای آن (شامل روی ، صفحات استیل آلیاژ شده با روی ، کادمیوم و آلیاژهای آن ) به عنوان پوشش پایانی یا به عنوان پوشش زیر لایه برای دیگر پوششها ، اعمال میشود .
اهمیت این پوشش ها به خاطر:
1- مقاومت به خوردگی جزیی
2- بهبود چسبندگی در رنگها و دیگر پوششهای آلی
3- تسهیل فرآیند فرم دهی سرد مانند : کشش سیم ، کشش لوله و اکستروژن
4- بهبود خواص اصطکاک سطح به منظور تسهیل سایش
پوششهای تبادلی فسفاته به وسیله ی عملیات پوشش دهی محلولی تولید میشوند ، ترکیب اصلی این محلولها دی هیدروژن اورتوفسفات میباشد . این پوششها اساسا بر روی فلزات پایه آهن ، آلومینیوم ، روی و کادمیوم با تفاوت در جرم واحد سطح و
دانسیته ظاهری ، بسته به :
1- ساختار ماده و شرایط سطحی ترکیبات
2- عملیات مکانیکی و شیمیایی مرحله ی قبل از پوشش دهی ترکیبات
3- شرایط عملیاتی فسفاته
، اعمال میشوند.
تمامی پوششهای تبادلی فسفاته کمابیش متخلخل هستند اما میتوانند به وسیله ی فرایندهای سیل کاری آب بندی شوند.
پوششهای فلزی و غیر آلی دیگر : پوششهای تبادلی فسفاته فلزات
هشدار : این استاندارد بین المللی شاید در برخی از کشورها و نظام نامه های سلامت ، ایمنی و محیط زیست قابل استناد نباشد و استفاده از برخی مواد و روشها موجب آسیب به سلامتی میشود اگر روشهای ایمنی در آن اتخاذ نگردد. این استاندارد بین
المللی نظامنامه های ایمنی ، سلامتی و محیط زیست را که بتوان با این استاندارد به کار برد مشخص نکرده است. این مورد جز مسئولیتهای تولیدکننده ، خریدار ، یا افرادی که از این استاندارد استفاده میکنند ، است که تمرینات پذیرفته شده مناسب
سلامتی و ایمنی و محیط زیست را که سازگار با قوانین و نظام نامه های ملی و ناحیه ای و بین المللی است را تدوین کند.
1) چشم انداز :
این استاندارد بین المللی به طور ویژه برای پوشش دهی فلزات پایه آهن ، آلومینیوم ، روی ، کادمیوم و آلیاژهای آنها ، به منظور تولید پوششهای فسفاته معدنی مورد نیاز است که در آن تمایل به استفاده در فرایندهای متوالی به منظور حفاظت از خوردگی فلز
پایه و فراهم آوری خواص ضد سایش برای سطوح سایشی ، چسبندگی پوششهای آلی و تسهیل فرایند شکل دهی سرد مورد استفاده قرار میگیرد.
2) مراجع اصلی :
مراجع زیر مستقلا برای کاربرد این سند مورد استفاده قرار گرفته است.
برای مراجع به روز فقط بخش ویرایش شده به کار رفته است .برای مراجع قدیمی آخرین ویرایش از سند مرجع (شامل همه تصحیحات) به کار رفته است.
ISO 1463, Metallic and oxide coatings — Measurement of coating thickness — Microscopical method
ISO 2064, Metallic and other inorganic coatings — Definitions and conventions concerning the measurement of thickness
ISO 2080, Metallic and other inorganic coatings — Surface treatment, metallic and other inorganic coatings — Vocabulary
ISO 2819, Metallic coatings on metallic substrates — Electrodeposited and chemically deposited coatings — Review of methods available for testing adhesion
ISO 2859 (all parts), Sampling procedures for inspection by attributes
ISO 3892, Conversion coatings on metallic materials — Determination of coating mass per unit area — Gravimetric methods
ISO 4519, Electrodeposited metallic coatings and related finishes — Sampling procedures for inspection by attributes
ISO 9587, Metallic and other inorganic coatings — Pretreatment of iron or steel to reduce the risk of hydrogen embrittlement
ISO 9588, Metallic and other inorganic coatings — Post-coating treatments of iron or steel to reduce the risk of hydrogen embrittlement
ISO 15724, Metallic and other inorganic coatings — Electrochemical measurement of diffusible hydrogen in steels — Barnacle electrode method
ISO 27831-1, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 1: Ferrous metals and alloys
ISO 27831-2, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 2: Non-ferrous metals and alloys
3) عبارات و تعاریف :
برای استفاده از این سند، عبارات و تعاریف در استانداردهای ایزو 1463 ، ایزو 2064 ، ایزو 2080 ، ایزو 2819 ، ایزو 9587 و ایزو 9588 و ضمیمه های این استاندارد ها مورد استفاده قرار میگیرد.
3.1) اسید آزاد محلولهای فسفاته :
تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =44 با استفاده از متیل اورانژ یا سیستم شناساگر معادل
3.2) درجه :
اندازه گیری اسید کل محلول فسفاته : تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =100 با استفاده از فنل فتالئین به عنوان شناساگر
3.3) فرآیند های همراه با شتابدهنده :
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک است و همچنین حاوی افزودنیهای اکسید کننده مانند نیترو گوانیدین، نیترات، نیتریت یا کلرات است که سرعت تشکیل پوشش را شتاب میدهند.
3.4)فرآیندهای بدون شتابدهنده:
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک بدون هر گونه عامل شتابدهنده است.
3.5) سیل کردن :
استفاده کردن از پوشش تکمیلی بر روی سطح فسفاته شده بلافاصله پس از فسفاته کاری ، شستشو و خشک کردن ، برای تشکیل یک سیستم روانکاری یا لایه ی کاملا محافظ.
3.6) پوشش تکمیلی :
ماده پوشاننده ، معمولا از نوع مواد آلی طبیعی مانند : روغن، گریس،لاک، جلادهنده، رنگ یا روانکار جامد ؟ خشک
4) اطلاعاتی که باید توسط مشتری به آبکار ارائه شود
4.1) اطلاعات ضروری :
((هنگامیکه قطعه مورد نظر قرار باشد طبق این استاندارد ملی فسفاته شود ، خریدار باید اطلاعات زیر را به صورت مکتوب به صورت قرارداد ، سفارش خرید یا نقشه مهندسی ارایه دهد.)) مطابق استاندارد های قبلی
الف) اشاره به شماره این استاندارد ملی ----- و شناسه گذاری قطعه ( به بند 5 مراجعه شود )
ب) به ترکیب اسمی ، ویژگیها ، ماهیت و شرایط متالورژیکی فلز پایه ، در صورتیکه بر شرایط کاری و ظاهر پوشش تاثیر داشته باشد .
ج) مشخص کردن سطوح مهم از طریق علامتگذاری بر روی نقشه یا علامتگذاری مناسب بر روی نمونه ها
د) کد طبقه بندی پوشش (5.4را ببینید)
ه)جرم واحد سطح پوشش یا ضخامت پوشش ،محدوده ی تغییرات قابل قبول آنها و روش آزمون مربوطه (6.4را ببینید)
و)استحکام کششی قطعات و همچنین الزمات عملیات حرارتی قبل یا بعد از از عملیات فسفاته (6.5 و 6.6 را ببینید)
ز)آماده سازی سطح مورد نیاز قبل از پوشش تبدیلی فسفاته (6.1 را ببینید)
ح) ظاهر سطح (6.1 را ببینید)
ط) الزامات و نوع عملیات تکمیلی آن مانند رنگ کردن ، روغن کاری، گریس، پوششهای آلی و غیره (6.7 را ببینید)
ی) الزامات آزمون ارزیابی کیفی به منظور کنترل کیفیت و پیوستگی پوشش ، روش آزمون و حداقل زمان قرار گرفتن نمونه در شرایط آزمون(6.9 را ببینید)
ک) روشهای نمونه برداری ، حدود پذیرش و یا سایرالزمات بازرسی (عبارت7 را ببینید)
4.2)اطلاعات اضافی:
همچنین اطلاعات اضافی زیر باید توسط خریدار در صورت نیاز فراهم شود:
الف) برای قطعات شکاف دار، فرایند فسفاته و یا ماهیت شتابدهنده مورد استفاده
ب) برای فولادهای استحکام بالا، الزامات فرایندهای ویژه با جزییات
ج) خواص پوشش مانند مشخصات سطح و اندازه کریستال
د) هر الزام دیگری مانند: فرایند شستشوی مرحله ای سرریز دار و یا حذف پوشش تکمیلی قبل از آزمون خوردگی نمونه ها. (6.3.1 و 6.8 و 6.9 و پیوست "و" را ببینید)
5) نمادگذاری :
5.1) کلیات:
نمادگذاری باید روی نقشه های مهندسی، سفارش خرید ،در قرارداد یا در مشخصات دقیق محصول نمایان باشد.
نمادگذاری به ترتیب ، فلز پایه ،نوع آلیاژ (اختیاری)، الزامات تنش زدایی، ضخامت (یا جرم) و ترکیب پوشش فسفاته، عملیات حرارتی برای کاهش تردی هیدروژن و عملیات تکمیلی دیگر.
5.2) ویژگیهای شناسه گذاری :
شناسه گذاری پوشش فلز پایه و انواع و ضخامت پوشش مناسب برای هر شرایطی از کاری مشخص میشود و شامل موارد زیر است:
الف) عبارت "پوشش تبدیلی فسفاته" ، شماره استاندارد ملی INSO000 به دنبال ان با "-" مشخص میشود.
ب) نماد شیمیایی فلز پایه (یا فلز اصلی در آلیاژ ) به دنبال آن خط مورب (/) مشخص میشود
- Fe برای آهن یا فولاد
- Zn برای روی یا آلیاژهای روی
- Al برای آلومینیوم و آلیاژهای آن
- Cd برای کادمیوم
ج) در صورت لزوم شناسه SR (به بند 5.3 مراجعه کنید) به همراه خط مورب (/) می آید.
د) نمادی که نوع پوشش را مشخص میکند
ه) عددی که جرم پوشش واحد سطح را بر حسب گرم بر متر مربع مشخص میکند و به دنبال خط مورب می آید.
و) نمادی که نوع پوشش تکمیلی لایه ی فسفاته را مشخص میکند، به همراه یک خط مورب می آید.( به جدول و .1 مراجعه کنید)
ز) شناسه ER (به بند 5.3 مراجعه کنید) در صورت لزوم به همراه خط مورب بیاید.
ح) نمادی که هرعملیات اضافی برای پوشش مکمل لایه ی فسفاته را مشخص میکند.
خط مورب(/) برای جدا کردن داده های هر زمینه ،در نمادگذاری که مرتبط با مراحل متوالی مختلف فرایند است، مورد استفاده قرار میگیرد. دو فاصله یا دو خط مورب نشان میدهد که در فرایند یا نیازی به مرحله ای نبوده یا حذف شده است. قبلا داشته ایم اصلاح شود
اگر علاوه بر سیل کاری عملیات تکمیلی دیگری انجام شود شناسه باید به صورت Fe/ZnMeph25/X/Y باشد که در آنZnMeph نشاندهنده ی فسفاته فلزی، روی به عنوان فلز اصلی فسفاته دوکاتیونی،Me فلز دوم و phنماد فسفاته، جرم پوشش بر
واحد سطح 25 گرم بر متر مربع و X و Y شناسه پوشش تکمیلی میباشد که در جدول و.11 ارائه شده است .
توصیه میشود که آلیاژ مشخص به نماد نماد استانداردش که به دنبال آن علامت شیمیایی فلز پایه می آید ، مشخص شود برای مثال عدد UNS (سیستم شمارگذاری یکپارچه برای آلیاژها) آن یا اکی والان ملی یا منطقه ای میتواند بین دو علامت <> قرار گیرد.
برای مثال Fe<G43400> نماد UNS برای یک فولاد استحکام بالا است. (به مرجع [6] در مراجع مراجعه شود). قبلا داشته ایم کپی میشود
5.3) الزامات شناسه گذاری عملیات حرارتی:
الزامات عملیات حرارتی باید در کروشه و به صورت زیر آورده شود:
الف) حروف SR برای عملیات حرارتی تنش زدایی قبل از آبکاری و حروفER برای عملیات رفع تردی هیدروژنی پس ازآبکاری.
ب) در پرانتز حداقل دما برحسب سانتی گراد .
ج) مدت زمان عملیات حرارتی بر حسب ساعت
برای مثال شناسه؟؟؟؟ [SR(210)1] عملیات حرارتی تنش زدایی در 210 درجه ی سانتی گراد به مدت 1 ساعت.
مثال 1 شناسه پوششی از نوع فسفات روی (کلاس II) که بر روی آهن یا فولاد با جرم واحد سطح 5گرم بر متر مربع و عملیات ثانویه آب بندی با ترکیبات معدنی (T2) و پوشش آلی یا مواد جلادهنده (T1)
پوشش تبدیلی فسفاته (شماره استاندارد ملی مربوطه)
مثال 2 شناسه پوشش 5 گرم بر متر مربع فسفاته روی، بر روی آهن یا فولاد (Fe) که قبل از فسفاته به مدت 3 ساعت در دمای 200 درجه ی سانتی گراد تنش زدایی شده و برای کاهش تردی هیدروژنی بعد از فسفاته به مدت 8 ساعت در دمای 190
درجه ی سانتی گراد [ER(190)8] عملیات حرارتی و عملیات تکمیلی آب بندی با ترکیبات معدنی (T2) و پوشش با ترکیبات آلی (T1) شده است.
پوشش تبدیلی فسفاته بر اساس ISO 9717–Fe/SR(200)3/ZnpH5/T2/T1
5.4) طبقه بندی پوششها تبادلی فسفاته
طبقه بندی پوششها تبادلی فسفاته برای اجزائ فولادی توسط خریدار، برای مشخص شدن درجه ی محافظت لازم یا جایی که اجزا در حین مونتاژ بعدی تغییر شکل میدهند پس از کار عملیات مکمل، مورد استفاده قرار میگیرد.
I) بیشترین محافظت خوردگی (بزرگتر مساوی 7.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی منگنز یا آهن است و جرم آن بزرگتر مساوی 7.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص یا فرایند بدون شتابدهنده تولید میشو . این دسته هنگامیکه پوشش مکمل سیل
کاری با روغن یا گریس شده باشد و بیشترین مقاومت به خوردگی (مقاومت به سایش) مطلوب باشد، مورد استفاده قرار میگیرد.استفاده از این پوشش در زیر پوششهای آلی، با جلا دهنده ها و لاکها روی قطعات تخت با ضخامت کمتر از 1 میلی متر
توصیه نمیشود.
II) هدف حفاظت عمومی (بزرگتر مساوی 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی است و جرم آن بزرگتر مساوی 4.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص تولید میشود. این دسته از پوشش به منظور اهداف حفاظت عمومی به عنوان زیر لایه
پوششهای آلی مورد استفاده قرار میگیرد که ممکن است پوششهای دسته ی I به جای پوششهای دسته II به جز قطعات صفحه ای نازک به کار گرفته شوند.
III) فرایند قطعات فولادی صفحه ای نازک (1.5 تا 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 1.5 تا 4.5 گرم بر متر مربع است. این پوشش معمولا با استفاده از سیستم پاشش به همراه انواع شتابدهنده تولید میشود. این دسته معمولا برای عملیات روی
قطعات فولادی صفحه ای به عنوان زیر لایه برای پوشش های آلی ، جلا دهنده یا لاک به منظور میزان حفاظت بالا مورد استفاده قرار میگیرد.
IV) برای تشکیل پوشش زیرلایه ی پوششهای آلی یا لاک (0.2 تا 1.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 0.2 تا 1.5 گرم بر متر مربع است. این دسته از پوششها برای قطعاتی که برای کاربردهای خاص پس از اعمال پوششهای آلی جلادهنده یا لاک باید تغییر شکل بیابد ، مورد استفاده قرار میگیرد.
پوششهای دیگری شامل فسفاته روی تصحیح شده با آهن یا نیکل و یا منگنز وجود دارند. فلز تصحیح کننده معمولا به صورت نمک دوتایی مانند Zn2Me(PO)4. 4H2O موجود است که Meدر آنFe(II) ، Ni یا Mn را نشان میدهد. اگر روی، فلز اصلی
ساختار پوشش باشد به منظور جلوگیری از سردرگمی با نماد مجزا نمایش داده نمیشود ، فلز قطعه پایه نیز در ساختار پوشش تبادلی شرکت میکند.
6) الزامات
6.1) آماده سازی سطح
تمام موارد باید طبق استاندارد ISO 27831-1 یا ISO 27831-2 برای تولید یک سطح تمیز از نظر شیمیایی آماده شده باشد. در غیر این صورت باید توسط خریدار مشخص گردد. مواردی با خمها ، درز یا شکاف به توجه ویژه برای اطمینان از حذف روغن
، گریس یا دیگر مواد خارجی نیازمندند. روش زدودن چربی از قطعه باید با توجه اثر آن روی خواص قطعه و تشکیل پوشش فسفاته با کیفیت مطلوب، انتخاب گردد .
پس از تمیزکاری قلیایی یا اسیدی ، قطعات باید توسط آب گرم یا سرد به منظور حذف باقیمانده مواد تمیزکننده که ممکن است روی کیفیت پوشش یا کارایی محلول فسفاته اثرگذار باشند ، شسته شوند. زمانی که از محلولهای اسیدشویی حاوی عوامل
ترکننده یا بازدارنده جهت اسیدشویی استفاده میشود، بهتراست به منظور زدودن فیلمهای جذب شده قطعات در محلولهای اسیدی بدون عوامل ترکننده و بازدارنده، یا محلول قلیایی غوطه ورگردد.
روشهای آماده سازی اسیدی یا قلیایی قوی هر دو میتوانند منجر به تشکیل پوشش فسفاته با کریستالهای زبر (درشت) با کیفیت پایین شوند. ممکن است ازعملیات تکمیلی آماده سازی[1] به منظور جلوگیری از ایجاد پوشش زبر استفاده شود. عملیات
تکمیلی آماده سازی به منظور حذف تمامی مقادیر جزیی ضایعات باقیمانده محلول اسید یا قلیایی مورد استفاده قرار میگیرد به طور مثال یک محلول قلیایی متوسط می تواند مقادیرجزیی باقیمانده اسید و یک محلول اسیدی متوسط ، تمام باقیمانده محلول
های قلیایی را میتواند حذف کند(4-1.ز را ببینید)
به منظور ایجاد یک سطح مطلوب برای تشکیلپوشش با دانه های زیر معمولا یک مرحله (فعال سازی) قبل از فسفاته بدون شستشوی بعدی استفاده میشود. مواد بر پایه ی نمکهای تیتانیوم نیز مورد استفاده قرار میگیرند و از منابع مختلف قابل دسترسند .
همچنین میتوان از این ترکیبات در تمیزکنندهای قلیایی ملایم بصورت پاششی استفاده کرد که درا ین صورت نیاز به محلول جداگانه فعال کننده نمیباشد اما در این حالت شستشوی قبل از فسفاته ضروری است.
6.2) پوشش تبادلی فسفاته
فقط فرایندهایی که از نظر این استاندارد بین المللی دارای صلاحیت هستند باید مورد استفاده قرار گیرند .
مواد ترکیبی ساخته شده آهنی وغیر آهنی ( مانند Al , Mg , Ni ) باید قبل از سرهم کردن (Assembly) قطعات آنها، فسفاته شوند . این موارد میتوانند فسفاته روی شوند و وان باید برای این نوع کاربرد تصحیح شود . استثنائات شامل مواد ترکیبی ازجمله مواد
با پایه روی یا با پایه مس (مواد با پایه مس نباید بیش از 10% سطح کلی را تشکیل دهد) است و اتصالات تحت نفوذ محلول فسفاته قرار میگیرند.
برای فولاد استحکام بالا و استحکام کششی بزرگتر مساوی 1000 مگاپاسکال فرایند همراه با شتابدهنده معمول بدون حضور مس استفاده میشود . به طور معمول از فولاد برای ساخت سیستم استفاده میشود و باید دقت شود که از مواد نا مناسب ذر ساختار
سیستم استفاده نشود . مانند مبدل گرمایی ،مسی یا برنجی، که ممکن است محلول فسفاته را آلوده کنند و اثر بدی روی پوشش فسفاته نیز بگذارند.
لایه فسفاتهباید از نظر ظاهر یکنواخت و مات باشد و هرگونه روزنه، مناطق بدون پوشش ، خراشیدگی، باقیمانده های سفید و پودری وجود نداشته باشد . تفاوت بین رنگ یا سایه در مناطق مختلف یا از یک قطعه به دیگری ، دلیلی برای رد قطعه نیست .
تغییرات کوچکی که در ظاهر فسفاته ایجاد شده ، به طور مثال به وسیله ی تغییر در مواد پایه یا تماس با قلاب ها در فرآیند فسفاته کاری معمول هستند و معمولا مشخص کننده تغییرات مهم در عملکرد نیستند.
روش کاربرد و تعیین مشخصه های پوشش تبادلی فسفاته در پیوست الف داده شده است.
6.3) فرایند های پس از فسفاته:
پس از فسفاته، اگر مشخص شده باشد، به صورت زیر قطعات شسته ، رنگ و خشک میشوند.
6.3.1) شستشو
پس از فسفاته، شستشوی کامل با آب به منظور حذف نمکهای محلول که تمایل به ایجاد تاول در زیر پوشش رنگ دارند انجام میگیرد. قطعات به ویژه قطعات شکاف دار، خم دار، درزدار که در عملیات فسفاته کاری همراه با شتابدهنده قرار
گرفته اند، باید به صورت زیر شستشو شوند.
الف) پس از فرایند فسفاته با شتابدهنده قطعات باید کاملا شسته شوند، ابتدا در آب سرد جاری و سپس در آب داغ با دمای حداقل 75 درجه ی سانتی گراد ودر آخر با محلول رقیق کرومیک که در زیر تشریح شده است شسته شوند. رسوبات
شیمیایی ایجاد شده در آب به وسیله ی یک جریان آب با بازدهی مناسب در شستشوی آب سرد و با تعویض دوره ای آب گرم حذف میشوند. اسیدیته آب گرم نباید در آزمون با محلول سدیم هیدروکسید معادل با استفاده از pHمتر کالیبره شده
مناسب یا روش مناسب دیگر بیش از 0.75 میلی لیتر یا 0.4% وزنی باشد.
فرایندهای جایگزین شستشوی کرومیک اسید مانند سیستم های بر پایه سیلان اسید ممکن است به منظور کنترل مناسب و کارای فرایند مورد استفاده قرار گیرند.
ب) پس از فرایند بدون شتابدهنده قطعات در آب سرد جاری شسته و سپس در آب گرم (حداقل 65 درجه ی سانتی گراد ) یا در محلول رقیق داغ کرومیک (حداقل 65 درجه ی سانتی گراد ) شسته میشوند .
محلول شستشوی کرومیک به طور معمول شامل 15 تا 50 گرم اسید کرومیک یا کروماته فلزات قلیایی یا دی کرومات فلزات قلیایی یا مخلوطی هم ارز از اسید کرومیک و اسید فسفریک در صد لیتر آب است . غلظت بالاتر از مقداری که
کر شده ، روی سطوح تماسی یا اجزای خطرناک مورد استفاده قرار نمیگیرد ، در دیگر موارد که نمیتوان از پوششهای آلی استفاده کرد غلظت بالاتر اسید کرومیک ، کرومات یا دی کرومات شاید بیش از 500 گرم در صد لیتر آب مورد استفاده
قرار گیرد ،که این غلظت ها نتایج سودمند کلی در بر دارند .
(!) هشدار : تماسهای دستی متوالی با قطعاتی که به وسیله ی محلول کرومیک شستشو شده اند برای سلامتی زیانبار است.
ج) آبهای شستشوی گرم یا سرد که در فرایندهای با شتاب دهنده و بدون شتاب دهنده مورد استفاده قرار میگیرد نباید محتوی کلریدی که به صورت یون کلرید محاسبه میشود و روش آن در پیوست "ب" توصیف شده است ، بیش از نیم گرم بر لیتر باشد.
6.3.2) رنگ کردن
قطعاتی که باید رنگ شوند باید به وسیله ی رنگدانه های محلول در آب در این مرحله رنگ آمیزی شوند (4.1.ی را ببینید) رنگ آمیزی با رنگهای ملایم(smooth) باید پش از خشک کردن انجام گیرد .
6.3.3) خشک کردن
قطعات پس از شستشوی کامل خشک می شوند ، خشک کردن سریع نیز به ویژه برای قطعات دارای درز ، شکاف ، و غیره مورد استفاده قرار میگیرد.
6.3.4) شناسایی نوع پوشش تبادلی فسفاته
جزییات روش شناسایی پوششهای فسفاته تبادلی در پیوست "ج" توصیف شده است.
6.4) ضخامت پوشش
جرم پوشش نسبت به ضخامت بر طبق ISO-3892 اندازه گیری میشود و باید پس از فسفاته کردن شستشو و خشک کردن و قبل از عملیات حرارتی و سیل کاری تعیین گردد.( 5.44 را ببینید)
برای اهداف تضمین کیفی وسایلی که به صورت مستقیم جرم پوشش بر واحد سطح را اندازه گیری میکنند مورد استفاده قرار میگیرد . این در حالی است که این وسایل باید بر طبق پوششهای استانداردی که دارای جرم واحد سطح مشخص هستند
کالیبره شوند . در مورد پوششهای ضخیم ، مقدار پوشش فسفاته بعضی وماقع به صورت ضخامت پوشش به ویژه برای اهداف کنترل کیفی بیان میشود استفاده از این جایگزین (و انتخاب روش آزمون مرتبط) باید با توافق خریدار انجام گیرد (4.1.ه
را ببینید)
اگر نیاز باشد دیگر خواص پوشش مانند نمایه ی سطح و اندازه کریستال شاید ذکر شود.( 4.2.د را ببینید)
اگر فرایند های ویژه ای مورد استفاده قرار گیرد، تغییرات ابعادی برآمده از فرایند فسفاته، حداکثر افزایش 8میکرومتر بر سطح میشود، که به مشخصات فرایند انتخاب شده و به محدودیتهای ذاتی فرایند های کاربری تولید تجهیزات وابسته است.
انحراف از شرایط مشخص کاری در محلول فسفاته میتواند منجر به حملات بیش از حد به قطعه به همراه کاهش ابعادی محتمل و ایجاد پوشش نا منطبق با پوشش مورد نظر شود.
ابعاد قطعه نهایی باید ابعاد قطعه پس از عملیات فسفاته و قبل از هرگونه کاربرد و پوشش مکمل باشد. زمانیکه فسفاته به منظور ایجاد خواص ضد سایش برای سطوح سایشی استفاده میشود، پوشش در طول دوره ی عملیات کاربردی تثبیت میشود و
در نتیجه هیچ ماشینکاری منحصربفردی معمولا برای فسفاته در نظر گرفته نمیشود.
6.5) عملیات حرارتی تنش زدایی قبل از تمیزکاری و فسفاته
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند و شامل تنش کششی که علت آن، ماشینکاری،آسیاب کردن(سایش) ، سخت کاری یا عملیات فرم دهی سرد است، باید قبل از مراحل تمیزکاری و فسفاته کاری، به منظور
تنش زدایی عملیات حرارتی شوند.
روش ها و طبقه بندی های عملیات حرارتی تنش زدایی باید مطابق ISO-9587 باشند، مگر اینکه به طرق دیگر توسط خریدار مشخص شوند.
وقتی که یک عملیات حرارتی برای تنش زدایی قبل از فسفاته کاری مشخص میشود ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش، همانگونه که در 5.3نشان داده شده است، گنجانده شود
فولاد همراه با اکسید یا زنگ ، باید قبل از عملیات پوشش دهی تمیز شوند. برای فولادهای فوق مستحکم (مساوی یا بزرگتر از 1000 مگا پاسکال )، عملیات تمیزکاری مکانیکی نسبت به عملیات پاک کننده های غیر الکترولیتی و آندی قلیایی ، مطلوب
است چون از خطر تردی هیدروژنی در مرحله ی تمیزکاری اجتناب میشود.
6.6) عملیات حرارتی آزادسازی هیدروژن تردی پس از فسفاته کاری
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند مثل قطعاتی با سختسازی سطحی ، باید طبق روشها و طبقه بندی ISO-9588عملیات حرارتی هیدروژن تردی زدایی شوند، مگر به طرق دیگر توسط خریدار مشخص شوند.
هر عملیات حرارتی برای آزاد سازی هیدروژن تردی باید قبل از عملیات پوشش دهی مکمل انجام شود.
وقتی یک عملیات حرارتی برای آزادسازی هیدروژن تردی پس از فسفاته کاری مشخص میگردد ، ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش ، همانگونه که در 5.3 نشان داده شده است، گنجانده شود
اثرگذاری عملیات حرارتی آزادسازی هیدروژن تردی توسط روشهای آزمون توضیح داده شده در ISO-10587[4] و ISO-15724 اندازه گیری میشود. مگر به طرق دیگر توسط خریدار مشخص شوند.
عملیات حرارتی تردی در دماهای بالاتر ممکن است باعث تغییرات رنگ و آب زدایی پوشش فسفاته شود که برایند آن پایین آوردن مقاومت به خوردگی است.
6.7) عملیاتهایی برای پوشش دهی مکمل
در جاییکه قطعات نیازمند به لایه های مکملی از جلادهنده ، لاک ، سیستمهای پوشش دهی آلی هستند و در نتیجه ایجاد فاصله زمانی بین فسفاته کاری و اولین مرحله ی عملیات برای پوشش دهی مکمل اجتناب ناپذیر است، قطعه فسفاته شونده
باید تحت شرایطی قرار گیرد که از آلودگی یا چگالش رطوبت روی سطح اجتناب به عمل آید.
بلافاصله پس از شستشو، خشک کردن و عملیات حرارتی آزادسازی تردی هیدروژنی، پوشش فسفاته با استفاده از پوشش دهی مکمل، سیل میشود (جدول و-1را ببینید) . نوع پوشش دهی مورد نیاز (مانند روغن ، گریس ، پوششهای آلی و غیره
و جلا دهی ، لاک یا پوششهای آلی ، جرم یا ضخامت پوشش باید مورد تایید خریدار قرار بگیرد.( 4-1.ه و 4-1.ط را ببیند)
وقتی پوشش رنگدانه های آلی به صورت ضخیم روی دسته ی 1 و دسته 2 پوششهای فسفاته اعمال شوند، ممکن است نفوذ کامل انجام نگیرد و منجر به کاهش چسبندگی به ویژه در شرایط پویا شود.
زمانیکه فیلم فسفاته با پوششهای مکمل پوشانده میشود باید در نظر داشت که از پوششهای آلی جلادهنده با ویسکوزیته پایین و نفوذپذیر سازگار با پوششهای آلی ، پس از پوشش فسفاته استفاده شود
6.8) چسبندگی پوششهای تبادلی فسفاته
هنگامیکه عملکرد پوشش تبادلی فسفاته در زمینه ی مقاومت به خوردگی باشد ، فرایند های فرعی نیز مورد نیاز است. راهنمایی لازم برای اطمینان از چسبندگی خوب پوششهای آلی ، جلادهنده ها و پوشش های مرتبط بر روی پوششهای تبادلی
فسفاته، و بهبود مقاومت به خوردگی فلز پایه ، در پیوست الف داده شده است . اگر قطعات فسفاته شده تحت فرایند پوششهای آلی ، جلادهنده ها و پوششهای مشابه قرار گیرند در ابتدا باید در آب تمیز و سپس در آب دیونیزه(یون زدایی شده)
شستشو شده باشند، به طوری که از عدم وجود ناخالصیهای محلول در آب از مرحله ی قبل فرایند و غیره که موجب تاول زدن پوشش نهایی اعمال شده شود، اطمینان یابد. همچنین عدم وجود آلودگیهای دیگر مانند جای دست ، به منظور دستیابی به
پوشش مناسب آلی مهم است .
6.9) آزمون ارزیابی کیفی پوششهای تبادلی فسفاته
برای ارزیابی کاربری پوشش تولید شده در فرایند مرطوب پیوسته در شرایط محیطی سخت، آزمون قطره نمک، (پیوست د و منبع [1] در منابع را ببینید) به جز موارد استثناء که توسط خریدار مشخص شده است باید انجام گیرد. برای ارزیابی، و به منظور
فراهم آوردن تجهیزات مناسب برای کنترل پیوستگی و کیفیت پوشش ایجاد شده به وسیله ی فرایند فیلم مرطوب از روش آزمون پاشش نمک خنثی (مه) (ضمیمه ه و منابع [2] و[7] در مراجع را ببینید)به جز موارد استثناء شده توسط خریدار، استفاده
کنید .
در تمام موارد حداقل زمان آزمون، قبل از ظهور اولین نشانه های محصولات خوردگی قطعه پایه ، نوع ارزیابی و روش حذف پوشش مکمل قبل از آزمایش قطعات نمونه مورد نیاز است و باید توسط خریدار مشخص شود.( 4.1.ی را ببینید)
بسته به ترکیب مورد استفاده در پوشش مکمل قبل از ظهور اولین نشانه های خوردگی ، زمان مصرفی کنده شدن پوشش میتواند در نظر گرفته شود .
آزمونهای پاشش قطره نمک و پاشش نمک خنثی (مه) ابزارهایی جهت کنترل پیوستگی و کیفیت پوشش فراهم میکنند و جز آزمونهای خوردگی فلزات نیستند.
مدت زمان و نتیجهی این آزمونها شاید ارتباط کوچکی به عمر مفید قطعه پوشش شده در بر داشته باشد و بنابراین نتایج بدست آمده نباید به عنوان نشانهی مستقیمی از مقاومت پوشش در اتمسفر سخت، در تمام محیطهایی که ممکن است این پوشش مورد استفاده قرار گیرد در نظر گرفته شود.
به علاوه عملکرد مواد مختلف در آزمون نباید به عنوان نشانهای مستقیم از مقاومت نسبی در محیطهای شدیدا خورنده این مواد در سرویس دهی در نظر گرفته شود.
7) نمونه برداری
روش نمونه برداری باید از روشهای مشخص شده در ISO-2859 یا ISO-4519 به جز مواردی که به وسیله ی خریدار مشخص شده باشند انتخاب گردد (4.11.ک را ببینید)
خریدار باید درجه ی پذیرش را مشخص کند.
پیوست الف
(آموزشی)
روشهای اجرا، مشخصات و اهمیت پوششهای تبادلی فسفاته
الف-1- کلیات
پوششهای تبادلی فسفاته به وسیلهی عملیات با محلولهایی ایجاد میشوند که جزء اصلی آنها مقدار مناسبی از دیهیدروژن اورتوفسفاتها[2] است. تمام پوششهای تبادلی فسفاته کم و بیش متخلخل هستند ولی میتوان آنها را با عملیات مناسب سیل کاری تکمیلی، به طور قابل توجهی آببندی کرد.
الف-2- روشهای کاربرد
فسفاتهکاری معمولاً به وسیلهی غوطهوری قطعه در یک حمام پوششدهی و هم زدن محلول در صورت نیاز ، یا از طریق خطوط پیوسته حجیم یا پاشش محلول پوشش، انجام میشود. عملیات نورد ممکن است برای ورق فولادی گالوانیزه و یا غیر گالوانیزه انجام گردد.
در مورد برخی از فولادهای کم آلیاژ مانند فولاد کروم- مولیبدن-وانادیم و مس-سیلیسیم-مولیبدن-وانادیم بهترین پوششهای فسفاته به وسیلههای محلولهای همراه با شتاب دهنده[3] به دست میآیند. در گذشته برای به دست آوردن پوششهای فسفاتهی قابل قبول بر روی برخی از انواع این فولادها مخصوصاً در حالت آهنگری شده مشکلات مهمی وجود داشت؛ و احتمالاً ضروری است که یک روش جایگزین برای محافظت آنها پیدا کرد.
غلظت اسید آزاد در محلولهای فسفاته میتواند به طور محسوسی بر کیفیت پوشش فسفاتهی فولادهای آلیاژی تاثیر بگذارد؛ مانند انواع فولادهای نیکل-کروم-مولیبدن و ماریجینگ[4] (نیکل-کبالت-مولیبدن-تیتانیم). انتظار میرود که نسبت درجه اسید آزاد حداقل 6 به 11 حفظ شود تا پوششهای قابل قبولی به دست آید و از حملات ناخواسته و یا حفره دار شدن فولاد در حین عملیات فسفاته جلوگیری شود. سطح اسید آزاد در محلول فرآیند که در دمای ثابت کاری و در حالتی که از آن استفاده نمیشود، تمایل به افزایش دارد. میتوان این مورد را با قرار دادن خردههای فولاد تمیز، پشم استیل و یا پودر آهن ریزدانه کاهش داد. افزودن پودر آهن به محلول فسفاته میتواند منجر به یک واکنش شدید شود. بهتر است پودر آهن در مقادیر کم اضافه گردد و قبل از افزودن پودر آهن بیشتر، اجازه کاهش سرعت واکنش داده شود.
قطعات فسفاته شده سپس با آب شسته میشوند، خشک میگردند و بر اساس کاربرد مورد نظر، تحت عملیات مکمل مناسب قرار میگیرند.
لجن به عنوان یک محصول جانبی عادی در واکنش فسفاته کاری تشکیل میشود. این لجن معمولاً در فرآیند مانعی ایجاد نمیکند ولی هم زدن حمام نباید به گونهای باشد که لجن بر روی قطعه ته نشین شود. فیلتر کردن محلول حمام از ته نشین شدن لجن بر روی قطعات جلوگیری میکند.
الف-3- مشخصات انواع مختلف پوششهای تبادلی فسفاته
ظاهر، بلورینگی، رنگ و یکنواختی معمول انواع اصلی پوششهای تبادلی فسفاته در بزرگنمایی 6برابر در جدول الف-1 آمده است.
جدول الف .1-مشخصات پوششهای تبادلی فسفاته
| وزن پوشش بر واحد سطح g/m2 | ظاهر معمول پوشش | نماد پوشش | نوع پوشش ایجاد شده | جزء اصلی حمام فسفاته | |||
| Cd | Zn | Al | Fe | ||||
| 1 تا 20 | 3/0 تا 10 | 1 تا 30 | خاکستری روشن تا خاکستری تیره | Znph | فسفات روی | Zn(H2PO4)2 | |
| - | 1 تا 10 | - | 1 تا 30 | خاکستری روشن تا خاکستری تیره | ZnCaph | فسفات روی-کلسیم | Zn(H2PO4)2Ca(H2PO4)2 |
| - | - | - | 1 تا 30 | خاکستری تیره تا سیاه | Mnph | فسفات منگنز | Mn(H2PO4)2 |
| - | 2/0 تا 2 | >5/0 | 2/0 تا 5/1 |
پوششهای آمورف از 1/0 تا 1 g/m2: رنگین کمانی مانند مایل به زرد تا آبی خاکستری پوششهای حدود 1g/m2 : خاکستری |
Feph | فسفات فلز تحت عملیات (بعلاوه اکسیدهای آهن در صورت استفاده از مواد آهنی) | Me(l)(H2PO4)2a |
| aMe(l) نشان دهنده کاتیون یک فلز قلیایی و یا (NH4)+ است. | |||||||
الف-4- اهمیت و چسبندگی پوششهای تبادلی فسفاته
الف-4-1- شکل دهی سرد
پوششهای تبادلی فسفات روی برای کمک به شکل دهی سرد ترجیح داده میشوند. راهنمای جرم به ازای واحد سطح این پوشش برای انواع کاربردها در جدول الف.2 آمده است.
پوششهای فسفات روی باید پس از آبکشی، توسط عمل آوری با یک محلول قلیایی ضعیف خنثی شوند.
میتوان روانکاری صابونی را به وسیله غوطهوری در یک محلول مناسب صابون (کشش لوله، فرم دهی سر(heading) سرد و اکستروژن سرد، کشش عمیق) و یا پودر صابون خشک (کشش سیم) انجام داد.در روش غوطهوری، صابون با لایهی فسفات روی
واکنش میدهد و استئارات روی بر سطح پوشش فسفات روی ظاهر میشود. پیش از روانکاری با صابون خشک، میتوان سیمها را در یک محلول قوی بوراکس یا آهک فرو برد تا به عنوان یک حامل برای روانساز عمل کند.
جدول الف-2- وزن پوشش تبادلی فسفات روی به ازای واحد سطح برای کمک به شکل دهی سرد
| کاربرد | وزن به ازای واحد سطح پوششg/m2 |
| کشش مفتول فولادی | 5 تا 15 |
| کشش لولههای فولادی جوشکاری شده | 3 تا 10 |
| کشش لولههای دقیق فولادی | 4 تا 10 |
| هدینگ سرد و اکستروژن سرد | 5 تا 20 |
| کشش عمیق بدون کاهش ضخامت جداره | 2 تا 5 |
| کشش عمیق با کاهش ضخامت جداره | 5 تا 15 |
الف-4-2- عمل سایش
پوششهای فسفات منگنز معمولاً برای تسهیل عمل سایش ترجیح داده میشوند.در جدول الف.3 وزن پوشش پیشنهادی به ازای واحد سطح برای کاربردهای مختلف آمده است.
همچنین بهتر است که عوامل زیر در نظر گرفته شود:
آ) اگرچه پوششهای فسفات منگنز به طور کلی ترجیح دارند، پوششهای دیگر مانند فسفات روی نیز مناسب هستند؛ به خصوص در سطوح کم پوشش. نوع پوشش انتخاب شده وابسته به تنشهای وارد بر پوشش ناشی از کاربرد نهایی مورد نظر، است.
ب) سطح پوشش مورد استفاده، به تغییرات ابعادی اجزای پوشش داده شده در قطعهی سرهم شده وابسته است.
این قبیل پوششها معمولاً در محل اتصال قطعات با یکدیگر همراه با یک روانساز مناسب استفاده میشوند.
جدول الف-3- وزن پوشش تبادلی فسفات منگنز به ازای واحد سطح برای کمک به عمل سایش
| کاربرد | وزن پوشش به ازای واحد سطح g/m2 | توضیح |
| قطعات با فواصل کوچک، مانند پیستونهای کمپرسور یخچال | 3 تا 5 | پوشش تمام فسفات منگنز (حمام فاقد آهن) |
| قطعات با فواصل زیاد، مانند چرخ دندهها، کران ویلها و دنده پینیون و دیفرانسیل. | 5 تا 20 | پوشش فسفات منگنز آهن (حمام حاوی آهن) |
الف-4-3- چسبندگی پوششهای تبادلی فسفاته به منظور بهبود مقاومت به خوردگی
جدول الف.4 به بررسی اهمیت وزن پوشش به ازای واحد سطح پوششهای تبادلی فسفاته، جهت تامین چسبندگی خوب برای سیستمهای پوشش آلی، جلادهندهها و پوششهای مربوط به بهبود مقاومت به خوردگی میپردازد.
جدول الف -4- چسبندگی پوششهای تبادلی فسفاته جهت بهبود مقاومت خوردگی
| موارد استفاده و کاربردها | پوششهای تکمیلی | پوشش فسفاته | فلز پایه | |
| وزن پوشش به ازای واحد سطح g/m2 | عملیات ترجیحی | |||
| محافظت خوردگی در حمل و نقل و انبار طولانی مدت. | روغنهای محافظ یا واکس، به مقدار لازم، پس از رنگ کردن پوشش | >5 ولی بهتر است که <10 باشد |
ZnphMnph Feph |
مواد آهنی |
| محافظت طولانی مدت در محیط خشک (بدون چگالش). محافظت در هوای آزاد همراه پوشش رویی. | >5 | ZnCaph | ||
| بدنهی وسایل نقلیه، یخچال و اتاقک ماشین ظرفشویی. | پوششهای آلی، جلادهندهها و پوششهای وابسته | 1 تا 10 | ZnphZnCaph | مواد آهنی، روی آلومینیوم، کادمیم |
| بدنهی وسایل نقلیه، صفحات و ورقهایی که پس پوشش دهی آلی شکل داده میشوند، و به خصوص در جایی که بعد از یک پس عملیات آلی، خم کردن انجام میشود. | 5/1 تا 5/4 | Znph | روی | |
| محافظت موقت در یک محیط خشک (بدون چگالش). انبار کوتاه مدت داخل کارگاه برای قطعات ماشین (<24ساعت). | هیچ |
2/0 تا 5/1 5/1 تا 5/4 |
Feph Znph |
مواد آهنی |
پیوست ب
(آموزشی)
عیین آلودگی آب شستشو
ب.1. آزمونهای ضروری برای محلولهای فرآیند
ب.1.1 محلولهای مورد نیاز
آ) سدیم هیدروکسید: %4/0(جرمی) محلول سدیم هیدروکسید
ب) شناساگر فنل فتالئین: 5/0 گرم فنل فتالئین را در ml50 اتانول حل کرده و با آب مقطر تا ml 100 رقیق کنید.
ب.2.1. روش کار
محتویات حمام شستشو را هم زده، حدود ml 100 از محلول را برداشته و تا دمای اتاق خنک کنید. از محلول خنک شده ml 50 را برداشته و داخل یک ارلن ml 3000 و یا ظرف شیشهای مناسب دیگری بریزید. سپس چند قطره از شناساگر فنل فتالئین به آن
افزوده و با محلول %4/00 (جرمی) سدیم هیدروکسید تیتراسیون را انجام دهید تا یک رنگ ثابت بنفش کمرنگ ظاهر شود.حجم محلول تیتراسیون مصرفی نباید از ml 75/00 تجاوز کند.
ب.2. آزمون کلرید در آب شستشو
ب.1.2. این آزمون برای تعیین زمان رسیدن غلظت کلرید به بیش از g/l 5/0 در آب شستشو طراحی شده است. میتوان از آزمونهای جایگزین نیز استفاده کرد؛ به شرط آن که کارآیی و تکرارپذیری آنها اثبات شود.
ب.2.2. محلولهای مورد نیاز
آ) سدیم کلرید استاندارد: محلول حاوی g/l 5/0 یون کلرید. میزان g 825/0 سدیم کلرید را در آب مقطر حل کرده و تا 1 لیتر رقیق نمایید.
ب) محلول اسیدی نیترات نقره: %1 (جرمی) نیترات نقره در اسید نیتریک %20 (حجمی). مقدار 10 گرم نیترات نقره را در حجم کمی از آب مقطر حل کرده و ml 200 اسید نیتریک (g/cm342/1) به آن افزوده و تا 1 لیتر رقیق نمایید.
ب.3.2. وسایل مورد نیاز
آ) دو عدد لولهی ml 100
ب) یک عدد استوانه مدرج ml 5
ج) دو عدد میلهی شیشهای با حدود mm 200 طول و mm 5 قطر برای هم زدن.
ب.4.2. روش کار
آ) دو لولهی ml 100 را به ترتیب S و T نامگذاری کرده و علامت بزنید.
ب) به لولهی S، ml 5 از محلول استاندارد سدیم کلرید افزوده و تا ml 100 با آب رقیق کنید.
ج) به لولهی T، ml 5 از آب شستشو افزوده و تا ml 100 رقیق نمایید.
در صورتی که آب شستشو حاوی مواد معلق باشد، باید پیش از انجام آزمون توسط کاغذ واتمن شماره 1[5](و یا مشابه) فیلتر شود.
د) به هر لوله، ml 5 از محلول نیترات نقره اضافه کنید. محتوای هر دو لوله را با میلههای شیشهای هم زده و به مدت 1 دقیقه آنها را کنار گذارید.
ﮬ) شفافیت دو محلول را با هم مقایسه کنید. در صورتی که محلول لولهی Tکدرتر از محلول لولهی S است، در این صورت آب شستشو بیش از g/l 5/00 یون کلرید دارد.
پیوست ج
(آموزشی)
شناسایی پوشش تبادلی فسفاته
ج.1. کلیات
این پیوست به شرح روشهایی برای شناسایی پوششهای تبادلی فسفاته میپردازد. این روشها برای پوششهای حاوی فسفر، آهن، منگنز، روی و کادمیم کاربرد دارند؛ ولی در صورتی که آهن و روی در فلز پایه حضور داشته باشند، برای تشخیص آن دو مناسب نیستند.
ج.2. روش
ج.1.2. قاعدهی کلی
حذف پوشش تبادلی فسفاته از یک قطعه آزمون توسط محلول سدیم هیدروکسید انجام میگیرد. تشخیص عناصر حاضر در محلول توسط هر تکنیک مناسب آنالیز، مانند طیف سنجی جذب اتمی انجام میشود.
ج.2.2. معرفها
از محلول سدیم هیدروکسید 50 گرم بر لیتراستفاده کنید.
در طول آنالیز، فقط از معرفهای دسته آزمایشگاهی شناخته شده و آب مقطر و یا آبی با خلوص معادل استفاده نمایید.
ج.3.2. وسایل مورد نیاز
از وسایل معمول آزمایشگاهی استفاده کرده و دستگاههای مجهز را برای تشخیص فسفر، منگنز، روی وکلسیم به کار ببرید، مانند طیف سنج جذب اتمی برای فلزات.
ج.4.2. قطعهی آزمون
از یک قطعهی آزمون با سطح کل پوشش داده شده معادل تقریباً cm2 100 استفاده نمایید.
ج.5.2. روش کار
قطعهی آزمون (ج.4.2) را در ml 100 از محلول سدیم هیدروکسید (ج.2.2) فرو ببرید و دما را بین °C 90-80 نگه دارید تا پوشش از بین برود یا حداقل دستخوش حملهی آشکاری شود. در صورت نیاز، پوشش را با سایش به وسیلهی یک کفگیرک لاستیکی از بین
ببرید. با استفاده از دستگاه آنالیز مناسب (ج.3.2)، هر یک از عناصر فسفر، منگنز، روی و کلسیم حاضر در محلول آزمون را آشکار کنید.
ج.3. روش
به عنوان روشی جایگزین برای روش 1 (ج.2) میتوان از یک میکروسکوپ الکترونی مجهز به طیف سنج متفرق کننده انرژی (EDS) برای تشخیص عناصر فلزی در پوشش بهره برد.
ج.4. تفسیر نتایج
بر اساس گزارش عناصر تشخیص داده شده، نوع پوشش را طبق جدول ج.1 تعیین کنید.
جدول ج .1- شناسایی انواع پوشش تبادلی فسفاته
| عناصر تشخیص داده شده | نوع پوشش |
| فسفر | فسفاته |
| منگنز | Mnph |
| روی (بدون کلسیم) | Znph |
| روی و کلسیم | ZnCaph |
برای مواد پایه آهنی، غیاب منگنز یا روی در پوششهای تبادلی نشان میدهد که تقریباً تمام پوشش از آهن(II) فسفات (Feph) تشکیل شده است.
توضیح: وجود یک پوشش رضایت بخش میتواند از طریق نکات زیر نتیجه شود
آ) سایش سطح عملیات شده به وسیلهی پشم استیل نازک؛ فولاد عملیات نشده سطح براق و جلاداری از خود نشان میدهد.
ب) خراشیدن سطح با یک چاقوی کُند؛ سطح پوشش داده شده به صورت خط سفیدی در میآید.
ج) خراشیدن ناحیهی کوچکی توسط یک چاقوی تیز؛ سطح پوشش داده شده پودر خاکستری روشنی را به جا میگذارد.
ممکن است روشهای آزمون ب و پ وجود پوشش نوع III و یا IV را به طور مشخصی نشان ندهند (4.5را ببینید).
پیوست د
(آموزشی)
آزمون قطره نمک
د-1) روش آزمون:
د-1-1) برای کاربردهای مناسب در محیطهای شدید و فیلم بدست آمده از روش پیوسته مرطوب، باید در آزمون قطره نمک قرار گیرد ، مگر اینکه به وسیله ی خریدار استثناء شده باشد (4-1-ک را ببینید)
زمانیکه انجام آزمون روی قطعه واقعی امکان پذیر نباشد ، صفحات ویژه ی آزمون میتواند مورد استفاده قرار گیرد . اگر نمونه های ویژه به منظور نمایش پوشش قطعات واقعی به کار رود، نمونه باید دارای همان طبیعت، همان شرایط سطح، همان ترکیب و همان
شرایط متالوژیکی باشد که قطعه واقعی داراست و باید در همان فرایند تولید قطعه واقعی قرار گیرد.
د-1-2) صفحات آزمون باید دارای اندازهی 100mm x 150mm باشند (شکل د-1را ببینید) دو سوراخ با قطر 5mm و به فاصله ی 6mm از هر طرف باید در گوشه های قطعه در دو انتهای ضلع 100mm که بتوان از آن قسمتها قطعه را به صورت عمودی در
طول آزمون قرار دارد . تمام لبه های برش شده و در گوشه ها باید که گرد و صاف شود.
شکل د-1 – صفحه آزمون
د-2) محلول آزمون
معرفهای مورد استفاده باید با کیفیت آزمایشگاهی باشند و از آب دیونیزه یا با خلوص هم ارز باید استفاده شود . ترکیب محلول به شرح زیر است:
سدیم کلرید NaCl : 26.5 گرم
منیزیم کلرید MgCl2 : 2.4 گرم
منیزیم سولفات MgSO4 : 3.3 گرم
پتاسیم کلرید KCl : 0.73 گرم
سدیم هیدروژن کربنات NaHCO3 : 0.20 گرم
سدیم برمید NaBr : 0.28 گرم
کلسیم کلرید CaCl2 (در آخر اضافه میشود): 1.1 گرم
آب دیونیزه یا آب هم ارز برای رساندن به حجم 1000ml
حجم محلول باید بین 1 تا 1.5 لیتر درهر 24 ساعت باشد.
د-3) رویه آزمون
د-3-1) قطعات یا صفحات (شکل د-1را ببینید) باید به صورت عمودی بوسیله ی قلاب و یا از جنسی که مورد خوردگی قرار نگیرد و با عبور آن از داخل سوراخهای موجود در دو گوشه در بالای ظروفی که با مقدار جزیی آب پر شده باشد و کل مجموعه در
یک ظرف غیرفلزی قرار گرفته است ، آویزان شده باشند . فاصله ی بین لبه ی پایینی قطعه و سطح آب داخل ظرف باید بین 50 تا 75 میلیمتر باشد و قطعات یا صفحات باید به صورت پشت سر هم قرار گیرند . آنها باید در یک فاصله ی مطلوب (کمتر
از 25 mm ) از یکدیگر باشند تا زمانیکه حرکت میکنند بهم برخورد نکنند و قطعه ای مصنوعی باید در انتهای هر ردیف قرار گیرد.
د-3-2) 5 روز متوالی در یک هفته و روزانه یکبار، تمام قطعات و صفحات شامل صفحات مصنوعی باید برای مدتی کوتاه از موضع خود خارج شده و به صورت منفرد در هر دو طرف به وسیله ی محلول نمک و به وسیله ی اتم ساز(atomizer) دستی
پاشش شوند. هدف باید پوشاندن سطح قطعه با قطرات جداگانه به وسیله ی پاشش با نازل در فاصله ی مشخص (150-300mm ) از نمونه با پاشش در جهات مختلف باشد. پاشش کردن نباید آنقدر سنگین باشد که قطرات بهم آمیخته شوند، برای
جلوگیری از این مورد قطعات باید در موقعیت خود، زمانیکه سطح از مرحله ی قبلی پاشش هنوز خیس است تا از تجمع تمام پاشش در یک محل خودداری شود، ثابت شوند.
ضروری است که صفحات یا قطعات به وسیله ی قطرات پوشیده شده باشند. بلافاصله پس از پاشش کردن قطعات یا صفحات باید به محل قبل خود در مخزن منتقل شوند و کل مجموعه باید به وسیله ی پوشش غیرفلزی یا مواد مناسب دیگر پوشانده
شود که از خشک شدن قطرات جلوگیری شود. هر پوششی باید از داخل به منظور جلوگیری از آلودگی قطعات محافظت شود .پاشش ممکن است به وسیله ی رنگ ناصاف جذب شود اگر چنین باشد بررسی اینکه توزیع قطرات خوب بدست آمده است،
غیر ممکن میشود . ضروریات پاشش کردن در ISO-4536 نشان داده شده است . برای غلبه بر این مشکل ابتدا قطعات مصنوعی (که روی آن قطرات قابل مشاهده است) به صورتیکه قطرات استاندارد تولید شود، مورد پاشش قرار میگیرند و سپس
قطعات آزمون همان روش، مورد پاشش قرار میگیرند. فولاد شیشه پوش شده با متیل کاری خوب برای این کار مناسب است.
د-3-3- شدت پاشش باید به وسیله ی وزن کردن میزان نشست محلول در دو طرف صفحه ی فولادی چربیگیری شده با ابعاد 150mm x 100mm بررسی شود. جرم آن باید بین 0.5 تا 1 کیلوگرم باشد . دمای آزمون باید بین 5 تا 200 درجه سانتی گراد
باشد . و کل مجموعه باید از منابع خارجی گرمایی محافظت شود تا تغییرات دمایی مقطعی به وجود نیاید . محلول پاشش باید آب دریا به صورت مصنوعی باشد که طبق بند د-2 آماده شده است.
د-3-4- هر نازل اتم ساز که قادر به تولید قطرات ظریف باشد (مه نباشد) ممکن است در این آزمون مورد استفاده قرار گیرد.
د-3-5- باید دو خراش به طول 50mm به صورت موازی و به فاصله ی 50mm از همدیگر (شکل د-1را ببینید) بدون در نظر گرفتن اندازه و شکل قطعه ایجاد شود، که در هر مورد ترتیب موازی آن مجاز است. در تمام موارد خراش باید در فیلم رنگ نفوذ کرده
و به سطح قطعه برسد. قطعه باید به صورتی مورد آزمون قرار گیرد که خطها عمودی قرار بگیرند.
بنابراین تمایل به تجمع رسوب در لبه های خراش به وسیله ی جاذبه از بین میرود. هیچ آزمونی قبل از گذشت 24 ساعت از کامل شدن پوشش شروع نمیشود و اگر قطعات قبل از انجام آزمون خراش داده شده باشند باید 24 ساعت از زمان خراش تا
شروع آزمون پاشش گذشته باشد.
د-4-کاهش جرم نمونه کتنرل شده
د-4-1- پس از پایان مدت زمان آزمون ، کاهش جرم قطعات کنترل شده پس از رسوب زدایی بدست می آید. متوسط وزن از دست رفته نباید از مقداری که در جدول داده شده است کمتر باشد.
جدول د-1- کاهش جرم نمونه کنترل شده
|
مدت آزمون روز |
میانگین کاهش جرم به ازای صفحه 100mm x 150mm گرم |
| 5 | 1.0 |
| 7 | 1.4 |
| 14 | 2.4 |
| 21 | 3.3 |
| 28 | 4.1 |
د-4-2) قطعات یا صفحات باید به وسیله ی محلول کلارک که محتوی 20 گرم اکسید آنتیموان و 50 گرم کلرید قلع محلول در یک لیتر اسید کلریدریک (چگالی = 1.16گرم بر سانتی متر مکعب) ، جرم زدایی شوند. محلول باید سرد باشد و قطعات باید تا
جرم زدایی کامل در آن در حال حرکت باشند. قطعات یا صفحات پس از آن در آب جاری شسته شده ، خشک و وزن میشوند. اختلاف بین جرم قطعه چربیگیری شده تمیز و جرم پس از جرم زدایی، داده ای است که باید ثبت شود.
باید از احیاء سریع کلرید آهن ایجاد شده بوسیله ی محلول جرمزدایی و مورد حمله قرار نگرفتن فولاد اطمینان حاصل کرد، لذا ضروری است که قطعات یا صفحات در محلول متحرک باشند.
د-5- ارزیابی
د-5-1- پس از پایان مدت زمان آزمون، قطعات یا صفحات باید در آب سرد شسته شده و با چشم بازرسی شوند و اجازه داده شود تا در دمای اتاق خشک شوند. بلافاصله پس از خشک شدن بازرسی نهایی باید انجام گیرد.
د-5-2- در صورتی که در مراحل آغازی به بروز خطایی شک وجود داشته باشد، باید به همان روش تکرار شود و اگر بازرسی دارای خطا بود، صفحات یا قطعات ممکن است از آزمون حذف شوند.
پیوست ﮬ
( آموزشی)
محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی
با آزمون پاشش نمک (مه)
ﮬ.1 ) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی با آزمون پاشش نمک (مه) بدون عملیات مکمل یا پوشش آلی
در روشهای آزمون برای فراهم آوردن ابزارهای کنترل پیوستگی و کیفیت پوشش تبادلی فسفاته با یک فیلم مرطوب بدست آمده از فرایند پیوسته ، روش آزمون پاشش نمک (مه ) استفاده میشود. مگر توسط مشتری به طریق دیگری مشخص شود.( 4.1.ک را ببینید)
اجزاء فسفاته شده و یا ورقه های نمونه در محفظه ی آزمون قرار میگیرند ، تحت محیط مشخص که در بازه هایی در جدول ﮬ.1 معین شده است و خارج میشوند برای ارزیابی
جدول ﮬ.1 حداقل زمان داده شده برای باقیماندن بر حسب ساعت ، برای اجزاء پایه آهن فسفانه شده بدون هیچ عملیات مکمل قبل ازاینکه اولین آثار خوردگی هویدا شوند را میدهد.
جدول ﮬ.1 – حداقل زمان مصرفی بر حسب ساعت ، قبل از اینکه رسوبات قرمز رنگ روی اجزائ پایه آهن فسفاته شده بدون عملیات جانبی هویدا شوند.
| نوع پوشش فسفاته | پوشش فسفاته روی | پوشش فسفاته منگنز | پوشش فسفاته آهن(II) |
| کد طبقه بندی | ZnpH | MnpH | FepH |
| جرم پوشش تقسیم بر واحد سطح بر حسب گرم بر متر مربع | <10 | <15 | <15 |
| کمترین زمان مصرفی | 3 | 1.5 | 1.5 |
ﮬ.2) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی که تحت عملیات جانبی با روغنهای جلوگیری کننده از خوردگی ، باآزمون پاشش نمک خنثی (مه)
ﮬ.2.1) اصول
قطعات آزمون فسفاته با یک پوشش مناسب ضد خوردگی در یک شرایط مشخص پوشیده میشوند و این قطعات در آژمون پاشش نمک خنثی (مه) مورد استفاده قرار میگیرند(6.9 را ببینید)
آزمون ممکن است برای ارزیابی سیستم ضد خوردگی مشخص یا برای مقایسه ی یک محدوده از پوششهای تبادلی فسفاته ی در تماس با روغنهای محافظ خوردگی، مورد استفاده قرار گیرد.
ﮬ.2.2) عملیات مکمل
ﮬ.2.2.1) عملیات مشخص
قطعه یا صفحه آزمون را در محلول محافظ خوردگی تحت شرایط آزمایش با دقت فرو برده و از اینکه فیلم مایع نیمه جامد یا واکسی که روی سطح فسفاته شده از هرگونه حباب هوا و ناپیوستگی عاری باشد، اطمینان حاصل کنید.
قبل از آزمون قطعات آزمون را برای حداقل 24 ساعت در دمای23±5 درجه ی سانتی گراد ، و رطوبت نسبی کمتر از 65% در اتمسفر بدون گرد و غبار قرار دهید و به آن اجازه دهید تا روغن اضافی به صورت قطره و حلالها به صورت بخار از آن جدا شوند.
ﮬ.2.2.2) آرمون مقایسه ای
قطعات آزمون فسفاته شده را (قبلا در دمای بین 100-120 درجه سانتی گراد خشک شده و تا دمای اتاق سرد شده است) با استفاده از قلابهای پلاستیکی مناسب یا قلاب فولادی با روکش پلاستیک به صورت عمودی در روغن انتخاب
شده به مدت یک دقیقه در دمای 25±2 درجه ی سانتی گراد فرو برید ، در طول این مدت صفحات آزمون را به آرامی جلو و عقب ببرید و سپس آنها را بیرون بیاورد و به مدت 300 ثانیه در بالای آن نگاه دارید . فیلم روغن تشکیل شده روی سطح
فسفاته باید از هرگونه حباب هوا و ناپیوستگی عاری باشد.
قبل از تست قطعات آزمون را برا ی حداقل 24 ساعت در دمای 23±5 ، و رطوبت نسبی کمتر از 655% در اتمسفر بدون گرد و غبار قرار دهید.
ﮬ.2.3) روشها
قطعات روغن پوشیده شده یا صفحات آزمون را (ﮬ.2.2 را ببینید) در آزمون پاشش نمک خنثی (مه) قرار دهید (6.9 را ببینید) این آزمون مدت زمان مورد نیاز برای ظهور اولین شواهد خوردگی فلز را تحت شرایط سیستم محافظ خوردگی ویژه مشخص میکند.
برای این هدف، قطعات آزمون را از محفظه ی آزمون بیرون آورده و آنها را برای بررسی شواهد خوردگی چشمی مورد بازرسی قرار دهید (در صورت نیاز از ابزارهای چشمی استفاده کنید).
در صورتیکه پس از عملیات فیلم (یا لایه)روغن روی سطح باشد قبل از بررسی چشمی اجزا یا صفحات آزمون برای مطابقت کامل باید پاک شود .( 4.2.د را ببینید)
برای یک پوشش ویژه فسفاته لایه برداری های مشخص در زمان قبل از اولین نشانه های خوردگی بسته به ترکیب پوشش مکمل ، و درجه پوشش دهی اتفاق میافتد، بنابراین در حداقل زمان مصرفی برای پوشش تبادلی فسفاته با پوشش مکمل باید همیشه به محصولات ویژه ای از خانواده روغنهای محافظ خوردگی، گیریسها و واکسها و دانستن درجه پوشش بر حسب گرم بر متر مربع بدست آمده از اختلاف جرم تعیین شده اشاره شود.
پیوست و
(آموزشی)
عملیات برای پوشش دهی مکمل
جدول و.1 عملیاتهایی که وقتی یک پوشش دهی مکمل استفاده میشود را نشان میدهد.
جدول و.1 – انواع پوشش دهی مکمل
| علامت | نوع عملیات |
| T1 |
عملیات جلادهی یا پوشش دهی آلی عملیات غیرآلی یا سیل کردن آلی، فرم دهی غیر فیلم |
| T2 | عملیات سیل کردن غیرآلی یا آلی |
| T3 | رنگ کردن |
| T4 | عملیات روغن ، گریس یا باقی روانکارها |
| T5 | عملیات واکس زدن |
| T6 | عملیات صابون زدن |
[1]Conditioning treatment
[2]Dihydrogen orthophosphates
[3]Accelerated
[4]Maraging
[5]کاغذ واتمن شماره 1 مثالی از یک محصول تجاری مناسب در دسترس است. این اطلاعات برای راحتی استفاده کنندگاناین متن آورده شده است و تاییدی از سوی ISO را در بر نمیگیرد.
مقایسه اثر فسفاته و پوشش زیرکونیوم بر خواص نهایی رنگ

مقایسة اثر فسفاته و پوشش زیرکونیوم بر خواص نهایی رنگ
1- مقدمه
جهت بهبود خواص ضدخوردگي فلزات از روشهاي مختلفي استفاده ميشود كه از جمله مهمترين آنها ميتوان به استفاده از پوششهاي مختلف سطح، حفاظت آندي و حفاظت كاتدي اشاره كرد. پوششهاي تبديلي ، استفاده از رنگها، پوششهای معدني و فلزي، از جمله مهمترین روشهای مورد استفاده جهت بهبود مقاومت به خوردگي انواع فلزات ميباشند.
جهت بهبود عملكرد ضدخوردگي و همچنين افزايش چسبندگي رنگ به زيرآيند، از پوششهاي تبديلي استفاده ميشود. هدف از اين گزارش مقایسه عملکرد چسبندگی و ضدخوردگی رنگ با دو نوع آمادهسازی فسفاته و پوشش تبديلي زيركونيوم ميباشد.
2- معایب عمومی پوشش فسفاته
با توجه به معایب پوششهای فسفاته که در ذیل به آنها اشاره شده است، محققین مختلف در فکر جایگزینی این پوشش میباشند.
- اجرا در دمای بالا: فرآیند اجرای پوششهای فسفاته معمولاً بالاتر از دمای 50 درجه سانتيگراد میباشد. این امر نشان میدهد که هزینهی انرژی برای اجرای این فرآیند بالا میباشد.
- طولانی بودن اجرای فرآیند: فسفاته کاری معمولاً بیشتر از 4 دقیقه به طول میانجامد.
- تشکیل لجن در حین اجرا: فسفاته کاری با تشکیل لجن همراه است و فرآیند لجن زدایی هزینهبر و زمانبر است.
- مشکلات زیست محیطی: محلولهای فسفاته معمولاً حاوی فلزات سنگین میباشند و وجود این فلزات باعث مشکلات زیستمحیطی میشود.
3- مزایای عمومی پوشش تبدیلی زیرکونیوم
پوشش تبدیلی زیرکونیوم دارای مزایای عمده ذیل میباشد:
- اجرا در دماي محیط: این پوشش به دمای بالا برای اجرا نیاز ندارد. دمای اجرای این پوشش در دمای محیط میباشد.
- اجرا بدون تشكيل لجن: در حین اجرای فرآیند پوشش تبدیلی زیرکونیوم، هیچگونه لجنی در محلول تشکیل نمیشود.
- عدم ایجاد مشکلات زیست محیطی: این محلول مشکلات زیست محیطی ایجاد نمیکند. یون زیرکونیوم از جمله فلزات سنگین نبوده و مشکلات زیست محیطی ندارد.
- کاهش زمان اجرای فرآیند: فرآیند تشکیل فیلم در این محلول بین 90 تا 120 ثانیه میباشد که بسیار کوتاهتر از فرآیند فسفاتهکاری میباشد.
4- مقایسهی تطبیقی اثر فسفاته و پوشش زیرکونیوم بر خواص نهایی رنگ
در ادامه تستهایی که جهت بررسی و مقایسهی خواص دو پوشش تبدیلی فسفاته و پوشش تبدیلی زیرکونیوم انجام گرفته است، ارائه میشود. لازم به ذکر است که تعداد تستهای انجام گرفته بسیار زیاد میباشد که در این گزارش فنی، تنها مهمترین و کاربردیترین تستها ارائه خواهد شد.
4-1- آزمون چسبندگی Cross-Cut
یکی از مهمترین پارامترهای عملکردی یک پوشش تبدیلی، عملکرد آن در بهبود خاصیت چسبندگی رنگ می باشد. آزمونهای مختلفی جهت بررسی پارامتر چسبندگی وجود دارند. از جمله مهمترین آنها آزمون چسبندگی Cross-Cut می باشد. این آزمون به طور مقایسه ای بر روی فولاد بدون آماده سازی، فولاد فسفاته شده (فسفاته 3 کاتیونی) و فولاد آماده سازی شده در حمام زیرکونیوم انجام گرفت. نتایج ظاهری این نمونه ها در شکل 1 نشان داده شده است.
1
2
فولاد کربنی بدون پوشش تبدیل
فولاد کربنی با پوشش تبدیلی بر پایه زیرکونیوم
3
فولاد کربنی فسفاته شده
شکل 5 - شکل ظاهری نمونه ها بعد از آزمون چسبندگی Cross-Cut
نتایج ظاهری این آزمون نشان می دهد که چسبندگی آستر اپوکسی به فلز زمینه (بدون پوشش تبدیلی) مطابق استاندارد ASTM D 3359-95a حدود 3B می باشد. این در حالی است که چسبندگی بعد از اعمال پوششهای تبدیلی فسفاته و زیرکونیوم به 5B افزایش مییابد. این امر نشان دهندهی عملکرد مثبت پوشش تبدیلی پایه زیرکونیوم در ارتقای عملکرد چسبندگی رنگ میباشد. همچنین خواص پوشش زیرکونیوم در چسبندگی رنگ مانند فسفاته میباشد.
4-2- آزمون چسبندگی Pull-Off
یکی دیگر از تکنیکهای مهم بررسی میزان کمی چسبندگی، آزمون چسبندگی Pull-Off می باشد. از مهمترین ویژگیهای منحصر به فرد این تکنیک می توان به ارزیابی کمی پدیده چسبندگی اشاره کرد. این آزمون مطابق استاندارد ASTM D 4541 بر روی نمونه های بدون پوشش تبدیلی و فولاد فسقاته شده و همچنین فولاد آماده سازی شده در حمام پوشش تبدیلی پایه زیرکونیوم اجرا شد. نتایج ظاهری نمونه ها بعد از آزمون چسبندگی Pull-Offدرشکل
2 نشان داده شده است.
4
5
فولاد
فولاد با پوشش زیرکونیوم
6
فولاد فسفاته شده
شکل 2- شکل ظاهری نمونه ها بعد از آزمون چسبندگی Pull-Off
همانطور که از نتایج آزمون در شکل 2 مشخص است، دو پدیده نقص چسبندگی (Adhesion Failure) و نقص پیوستگی (Cohesion Failure) بعد از آزمون Pull-Off مشاهده می شود. نحوه شکل گیری این دو پدیده به طور شماتیک در شکل 3 نشان داده شده است.
7
شکل 3- نحوه شکل گیری دو پدیده نقص چسبندگی (Adhesion Failure) و نقص پیوستگی (Cohesion Failure) بعد از آزمون Pull-Off به طور شماتیک
نقص چسبندگی به این معنی است که جدایش پوشش از زمینه فلزی اتفاق افتاده است. این در حالی است که در نقص پیوستگی، جدایش از بین لایه های پوشش آلی اتفاق می افتد. در صورتی که بعد از آماده سازی سطح، درصد نقص پیوستگی افزایش یابد به این معنی است که این آماده سازی موثر بوده و استحکام چسبندگی پوشش به زمینه افزایش یافته است. نتایج ظاهری شکل 2 نشان می دهد که با اعمال پوششهای تبدیلی فسفاته و زیرکونیوم، مقدار نقص چسبدگی به شدت کاهش می یابد.
شکل 4 میزان کمی دو پارامتر مهم در آزمون چسبندگی Pull-Off یعنی درصد پوشش جدا شده از زمینه (درصد نقص چسبندگی یا Debonded Area) و نیروی لازم جهت جداشدن پوشش از زمینه را برحسب مگا پاسکال ارائه میکند.
شکل 4- میزان کمی دو پارامتر درصد پوشش جدا شده از زمینه (درصد نقص چسبندگی یا Debonded Area) و نیروی لازم جهت جداشدن پوشش از زمینه را برحسب مگا پاسکال در آزمون Pull-Off
مطابق نتایج ارائه شده در شکل 4، بعد از آماده سازی فولاد نرم در حمامهای پوشش تبدیلی فسفاته و زیرکونیوم درصد جدا شدن پوشش از سطح به طور محسوسی کاهش می یابد و این در حالی است که نیروی لازم جهت جداکردن پوشش نیز افزایش قابل توجهی دارد. مقایسه این دو پارامتر مهم در مورد پوششهای تبدیلی فسفاته و زیرکونیوم نشان می دهد که اثر پوشش تبدیلی زیرکونیوم در ارتقای چسبندگی بهتر از پوشش فسفاته میباشد.
4-3- آزمون خوردگی مه نمکی (Salt Spray)
یکی از مهمترین تکنیکهای صنعتی بررسی میزان اثر بخشی یک پوشش تبدیلی در ارتقای مقاومت به خوردگی پوششهای آلی، آزمون مه نمکی (Salt Spray) میباشد. جهت بررسی عملکرد پوشش تبدیلی پایه زیرکونیوم در ارتقای عملکرد ضد خوردگی، یک لایه لاک اپوکسی (بدون پیگمنتهای ضد خوردگی) به ضخامت 60 میکرون بر روی نمونه ها اعمال شد و مطابق استاندارد ASTM B117 به مدت 100 ساعت در محفظه این آزمون قرار گرفت. شکل ظاهری نمونه ها بعد از این مدت در شکل 5 نشان داده شده است.
علت استفاده از لاک اپوکسی بجای رنگ صنعتی این نکته است که اثر آماده سازی سطح در این پوشش بهتر و محسوستر مشاهده میشود و در مدت زمان کوتاهی تفاوت نمونهها آشکار میشود.
8
9
فولاد خام
فولاد پوشش زیرکونیوم
10
فولاد فسفاته شده
شکل 5- شکل ظاهری نمونه ها بعد از 100 ساعت قرارگیری در محفظه آزمون مه نمکی
یکی از مهمترین پارامترهای بررسی کیفی در آزمون مه نمکی، میزان نفوذ خورندگی از محل تقاطع X میباشد. بدیهی است که هر چه میزان نفوذ زنگ در این تقاطع کمتر باشد، عملکرد پوشش تبدیلی بهتر خواهد بود. شکل 5 نشان می دهد که اعمال پوششهای فسفاته و زیرکونیوم تاثیر محسوسی بر عملکرد رنگ در آزمون مه نمکی دارد. با مقایسه شکل ظاهری نمونه های فسفاته شده و پوشش زیرکونیوم، مشاهده می شود که هر دو این پوششها باعث کاهش نفوذ خورندگی به زیر رنگ شده و همچنین عملکرد آنها کاملاً قابل رقابت با یکدیگر میباشد.
5- نتیجه گیری
در این گزارش عملکرد مقایسهای پوشش زیرکونیوم و فسفاته به همرا یک لایه رنگ در تستهای چسبندگی و خوردگی مورد بررسی قرار گرفت. نتایج این تستها را میتوان به صورت ذیل خلاصه کرد:
- اعمال پوشش زیرکونیوم و همچنین فسفاته بر روی سطح فولاد چسبندگی آستر اپوکسی را از 3B به 5B افزایش میدهد.
- نتایج آزمون چسبندگی Pull-Off نشان می دهد که مقدار نیرو جهت جدا کردن رنگ از سطح به طور محسوسی با اعمال پوشش تبدیلی زیرکونیوم افزایش یافته در حالی که درصد جدا شدن سطح نیز کاهش مییابد. اعداد بدست آمده از این تست بیانگر عملکرد بهتر چسبندگی پوششهای تبدیلی پایه زیرکونیوم در مقایسه به پوشش فسفاته میباشد.
- مشاهده وضعیت ظاهری نمونه ها بعد از 100 ساعت قرار گیری در تست سالت اسپری به همراه یک لایه لاک اپوکسی (بدون پیگمنت) نشان میدهد که اعمال پوشش تبدیلی زیرکونیوم به طور محسوسی مقاومت به خوردگی را ارتقا می دهد. نتایج بدست آمده حاکی از قابل رقابت بودن پوششهای تبدیلی فسفاته و زیرکونیوم در ارتقای مقاومت به خوردگی سیستم پوششی میباشند.
جدول 1 نتایج کلی عملکردی پوشش تبدیلی زیرکونیوم به همراه پوشش آلی را در مقایسه با فسفاته ارائه میکند.جدول 1- نتایج کلی عملکردی پوشش تبدیلی زیرکونیوم به همراه رنگ اپوکسی در مقایسه با پوشش فسفاته
نوع آزمون
نوع آماده سازی سطح چسبندگی Cross-Cut
چسبندگی Pull-Off
نیروی چسبندگی (MPa) چسبندگی Pull-Off
درصد جدایش از سطح تست سالت اسپری
(نفوذ زنگ از محل X)
بدون پوشش تبدیلی 3B 3.5 75 حدود mm 3
پوشش فسفاته 5B 6 28 کمتر از mm 1
پوشش زیرکونیوم 5B 6.5 20 کمتر از mm
معرفی کتاب فسفاته کاری و آماده سازی سطوح فلزی

فسفاته کاری و آماده سازی سطوح فلزی
نویسنده :
ورنر راش Werner Rausch
کتاب به زبان انگلیسی
تعداد صفحات 650 صفحه
جلد رنگی
قیمت کتاب 300.000
تهیه کتاب تماس با دفتر انجمن آبکاری 44842240
عنوان
مقدمه: آمادی سازی
فسفات کاری
فهرست مطالب
فصل اول
سابقه تاریخی
فسفاته کاری قبل از جنگ جهانی
فسفاته کاری در طی جنگ جهانی
توسعه فسفاته کاری در زمان جنگ
توسعه فسفاته کاری بعد از جنگ
فصل دوم
اندیشه های نظری
مکانیسم های واکنش
زینک اورتوفسفاتها
فسفات منگنز
فسفات آهن
تشکیل پوشش
شتابدهنده ها
شتابدهنده های نیکل و مس
شتابدهنده های اکسید کننده
شتابدهندگی نیترات
شتاب با ترکیبات نیتر و آلی
کنترل آهن -- فرو
شتاب دهنده کلرا
پوشش فسفات فلزات قلیایی
مشخصات پوشش های فسفات و دیگر پوشش های فسفات و دیگر پوشش های تبدیلی
پوشش های زینک فسفات
پوشش های فسفات منگنز
تکامل پوشش
ایستگاه گازدهی
منحنی های زمان – وزن پوشش
اندازه گیری پتانسیل
آزمون میکروسکوپی
وزن و ضخامت پوشش
خلل و فرج پوشش
تردی هیدروژنی
فصل سوم
مهیا کردن سطح
تمیز کننده های قلیایی
گرایش های جهت تکامل تمیز کننده های قلیایی
عوامل -----
زنگبری قلیایی
تمیز کننده های حلالی
چربیگیری با بخار
تمیزکاری با حلال های قابل امولسیون
تمیز کاری با حلال های امولسیون شده
تمیز کننده های حلالی دیگر
تمیز کننده های اسیدی
روش های تمیز کارب مکانیکی و ویژه
تمیز کاری سایشی
تمیز کننده های بخاری و فشار ابلا تمیز کاری الکترولیتی
تمیز کاری مافوق صوتی - اولتراسونیک
تمیز کاری خطی و غیر خطی
ارزیابی تمیز کننده
فصل چهارم
پوشش های پایه رنگ
فرآیندهای فسفات آهنی سبک وزن
فرآیندهای با تمیز کننده جداگانه
تمیز کننده/پوشش دهنده ها (چربیگیری و فسفاته توام)
فرآیندهای زینگ فسفات به عنوان واسطه پیوندی رنگ با زمینه
فرآیند پاششی
آماده سازی برای رنگ الکترولیتی
سیستم های آندی
سیستم های کاتدی
زمینه های روی، آلومینیوم و آمیزه ی عناصر
آماده سازی برای پوشش پودر
آماده سازی فولاد
آماده سازی سطوح روی و فولاد گالوانیزه
آماده سازی آلومینیم
محصول آمیزه ای ( ترکیبی )
فصل پنجم
پوشش دادن ضخیم با فسفات – فسفاته کاری ضخیم
مقدمه فرآیندهای فسفات فرو
فرآیندهای فسفات منگنز
فرآیندهای فسفات روی
عمل پوشش کاری جهت جلوگیری از زنگ زدن
مواد پوششی ضد زنگ
پارافین ها
مواد محافظ آلی
پوشش های فسفات سیاه
فرآیند با دوام کردن
روانکاری سطح یاتاقان
فرآیند در عمل
تمیزکاری وشستشو
آماده سازی
فسفات کردن با فسفات منگنز
خشک کردن و روانکاری
قطعات عملیات حرارتی شده ؟
فصل ششم
شکل دهی سرد و روان کاری
کشش سیم
فرآیند فسفاته کاری یک بهر
عمل فسفات دار کردن رشته های پیوسته موازی
کله زنی سرد (شکل دادن سرد سر فلز)
کشیدن و باریک کردن لوله
روانکاری غوطه ای تک مرحله ای – نرم کننده های واکنشی
کشش عمیق - در قالب های عمیق پرسکاری
شکل دهی فشاری سرد
شکل دهی سرد فولاد زنگ نزن و آلیاژهای نیکل
پوشش های اکسالات
پوشش های نمکی
تیتانیوم وزیر کنیم
فصل هفتم
عمل آوردن قبل و بعد از فسفاته کاری
مهیا کردن قبل از فسفات دار کردن
مواد تکمیلی عاری از کروم
مواد تکمیلی دیگر
فصل هشتم
آماده سازی فلزات غیر آهنی
آلومینیم
پوشش های اکسید شیمیایی
پوشش های کرومات
پوشش های کرومات کروم
ساختار پوشش های کرومات – روی آلومینیم
پوشش های فسفات
پوشش های دیگر
ورق روی و فولاد گالوانیزه
پوشش های فسفات
فصل نهم
کاربرهای ویژه گوناگون
آماده سازی فلز به صورت نوار در خط
زمینه ها
مرحله آماده سازی
تمیز کاری
آبکشی
حوزه آماده سازی
فرآیندهای آماده سازی خط کلاف
زینک فسفات متبلور
کرومات
اکسید قلیایی
فرآیندهای با آبکشی کم
آبکشی بعدی
رویه های نهایی آلی
عایق الکتریکی
فرآیندهای آلی
فرآیندهای فسفات بر پایه حلال آلی
پوشش تبدیلی برای زنگ
لاک های فسفات کاری
پوشش های اکسید سیاه روی فولاد
سیاه اندود در دمای بالا
سیاه اندود در دمای پایین
عمل اوری فولاد ساختمانی
فولد گالوانیزه
فولاد با نورد گرم
فصل دهم
تنظیم غلظت محلول و آزمون عملکرد پوشش
تنظیم غلظت محلول
اصول جبران سازی
روش های اندازه گیری حجمی
درجه اکسالات
فرآینده ای فسفات آهن سبک وزن
نسبت اسید ها - اسید آزاد و اسید کل
تنظیم شتابدهنده
تنظیم مواد دیگر – فلئورید
کرومات
روی
آهن فرو
اجزا دیگر
تنظیم خودکار
اندازه گیری حجمی خودکار
تنظیم از طریق رسانایی
روش های دیگر
آزمون های عملکرد
مشخصات پوشش
آزمون های خوردگی
آزمون های روی سیستم ها
آزمون هنگام کار
آزمون های شتابدار
آزمون نمکی
آزمون رطوبت
آزمون فرو
چرخه های آزمون
آزمون خوردگی رشته ای
آزمون های خوردگی دیگر
فصل یازدهم
مقدمه
تاسیسات غوطه وری
مخازن با جرثقیل زنجیردار بالای آنها
دستگاه استوانه ای
طرح با رافلو
دستگاه کاروسل ضریب ابر و پاکت کاری
دستگاه های پاششی
روش پششی شناوری
غوطه وری کامل
عمل آوری به وسیله دستگاه پاششی نیزه ای
عمل بر روی محلول پساب
ضایعات جرم زدایی با اسید
محلول های ضایعاتی کرومات
روش کاربرد ( اجرای ) پاششی در برابر غوطه وری
انواع طرح غوطه وری
دستگاه سبدی لولا دار
تاسیسات دارای جرثقیل متحرک
مخازن آبکشی
روش نیمه غوطه وری نیمه پاششی
روش غوطه وری عمودی
عمل آوری سیم
خطوط عمل آوری ورق ها و نوار ها
تمیز کننده های قلیایی
محلول های ضایعاتی فسفات
سیستم چرخه ای بسته
فصل دوازدهم
کابرد عملی
بررسی و رفع عیوب
تاسیسات پاششی
دستورالعمل راه اندازی
نصب و بستن افشانه ها
مخازن غوطه وری
تمیزکاری و تعمیر نگهداری مناسب
عیب یابی کلیات
رسیدگی به وضع انرژی
مصرف انرژی
بقای انرژی
پیوستI
استاندارد های فسفاته کاری ملی وبین المللی
استاندارد فسفاته کاری آلمان غربی
استاندارد فسفاته کاری ژاپن
استانداردیها فسفاته کاری آمریکا
پیوستII
مقدمه
مراجع
مشخصات فرآیندی نمونه
چربیگیری فسفاته همزمان

تیم تحقیق و توسعه شرکت جلاپردازان پرشیا 95.07.06
چکیده
در این کار سعی شد تا به محلولی دست یابیم تا هر سه فرایند چربیگیری فسفاته وپسیو کردن همزمان را انجام دهند.چالش های پیش رو در اولین قدم کنار هم قرار دادن ترکیبات با خواص متفاوت در کنار هم و در نهایت کارایی بالای محصول میباشد.پس از انجام مطالعات حلال و امولسیفایر مورد نظر طراحی گردیده شد. در مرحله بعد طراحی یک ترکیب پسیو کننده سازگار باترکیب مد نظر بوده که بتوان خاصیت پسیو کنندگی را نیز به محلول اضافه نمود.در نهایت محلولی بدست امد که قادر بود سه فرایند مد نظر را هم به روش غوطه وری وهم به روش اسپری کردن در دمای محیط انجام دهد.
مقدمه:
پوشش فسفاته به منظور آماده سازي سطوح آهني، استيل، استيل گالوانيزه يا آلومينيوم مي باشد كه توسط يك محلول رقيق اسيد فسفريك و مواد شيميايي ديگر صورت مي گيرد. سطح فلز با محلول اسيد واكنش شيميايي داده و يك سطح محافظت كننده از كريستالهاي فسفات بر روي لايه ايجاد مي كند. بسته به نوع مواد، وضعیت سطح قطعات، عملیات مکانیکی و شیمیایی قبل از فسفاته کاری، ترکیبات حمام فسفاته و همچنین شرایط کار فسفاته کاری متفاوت می شوند.
سيستمي كه پوشش فسفات را ايجاد مي كند با توجه به اندازه و شكل سطحي كه پوشش بر روي آن ايجاد مي شود، تعيين مي گردد. پوشش دهي قطعات كوچك مانند پيچ، مهره، ميخ و... در حوضچه هاي محلول فسفات انجام مي پذيرد. در برخي از صنايع مانند يخچالسازي از سيستم اسپري و در بدنه اتومبيل از سيستم ديپ اسپري استفاده مي شود. صفحات استيل را مي توان با عبور دادن از محلول فسفات يا به روش اسپري پوشش دهي كرد.
بر طبق آمار، بيشترين استفاده از پوشش فسفات به عنوان پایه رنگ است. پوشش فسفات، مقاومت فلز و نیز قبول رنگ بر روی سطح فلز را زیاد می کند. موارد استفاده به عنوان پایه رنگ در صنایع اتومبیل سازی، لوازم خانگی، قطعات خودرو، صنایع فلزی، روشنایی و غیره می باشد. پوششهاي فسفات همچنين به منظور فراهم نمودن موارد زير استفاده مي شود:
1- یک لایه مقاوم به عنوان پايه روغن
2- شکل دهی سرد: در مواردی که بایستی لوله های فولادی بدون درز ساخته شوند از پوشش فسفات بهترین استفاده را می توان نمود. تبدیل سازی یک سطح فولادی به سطحی با پوشش فسفات این امکان را در اختیار می گذارد که سطح از یک حالت روان و صاف برخوردار گردد. این لغزندگی سطح از جوش خوردن و کشیدن در پاره ای از موارد جلوگیری به عمل آورده و در تولید تأثیر می گذارد. پوشش فسفات روی از نوع سبک تا متوسط در موارد کشش فولاد استفاده می گردد. قسمت فسفاته شده قبلاً بایستی توسط صابون، روغن یا امولسیونی از روغن و اسید چرب پوشش داده شود. پوشش فسفات روی از تماس مستقیم دو سطح فلز در حال سردشدن جلوگیری به عمل می آورد.
3- روانکاری سطوح در تماس مستقیم: برای جلوگیری از سایش بین دو فلز وجود یک لایه روغنی و چرب بین آنها لازم است. در مواردی که این سایش زیاد نباشد می توان روش فسفاته کردن را به جای استفاده از روغن به کار برد. قدرت نفوذ پوشش فسفات در فلز و نیز خواص مشترک آن با روغن چرب و یکپارچه بودن آن ازمزایایی است که این روش را قادر می سازد که به جای یک لایه ضخیم از روغن در سطح فلزات استفاده شود.
4- جلوگیری از خوردگی و نگهداری: تبدیل سطح فلز به سطحی که دارای پوشش فسفات می باشد باعث به وجود آمدن خاصیت ضد رطوبت برای آن فلز می شود. میزان حفاظتی که پوشش فسفات بر روی هر فلز ایجاد می کند بستگی مستقیم به ضخامت و مقدار آن و همچنین نسبت مستقیم با وزن مخصوص، نوع و اندازه کریستال ایجاد شده دارد. پوششهاي متنوعی از لحاظ ضخامت و روش تمیز کردن قبل از عملیت فسفات می توانند تهیه شوند. این نوع تولید بستگی به تماس بین محلول فسفاته و سطح فلز و میزان درجه حرارت محلول دارد. این عملیات را می توان برای فلزاتی صاف و ناهموار انجام داد.
5- عایق سازی الکتریکی
فسفاتها بر سه قسم اند:
الف ) فسفات آهن
پوشش فسفات آهن به صورت بسیار نرم و ریز بر روی سطح فلز ایجاد می گردد و رنگ آن نیز تا آبی قوس و قزحی است. این فسفات به عنوان پایه ای جهت رنگ کاربرد دارد. از این فسفات به دو روش اسپری و غوطه وری می توان استفاده کرد. روش اسپری کاربرد بیشتری دارد. حد قابل قبول پوشش جهت فسفات آهن بین 0.2 تا 0.8 گرم بر متر مربع است. مزیت مهمی که فسفات آهن در مقایسه با سایر فسفات ها دارد این است که می توان از محلول فسفات و چربیگیر به طور همزمان استفاده کرد. این مورد در سیستمهایی که از لحاظ مخازن و مراحل شستشو مشکل دارند، استفاده می شود.
ب ) فسفات روي
فسفات روی دارای کاربرد فراوان در صنایع مختلف می باشد و از نوع کریستال سنگین زبر تا انواع کریستالی نرم و میکروسکوپی متغیر بوده و انواع رنگهای آن از خاکستری روشن تا خاکستری تیره است. این نوع پوشش هم به صورت غوطه وری و هم به صورت اسپری مورد استفاده قرار می گیرد. میزان پوشش بین 1 تا 5 گرم بر متر مربع خواهد بود. ولی در سیستم غوطه وری این مقدار 2 تا 10 گرم بر متر مربع است. فسفات روی بسته به نوع محلول در دمای 25 تا 70 درجه قابل اجرا است.
ج ) فسفات منگنز
فسفات منگنز بیشترین مصرف را در قطعات داخلی موتور دارد و جهت روانکاری و کاهش اصطکاک استفاده می شود. رنگ این پوشش خاکستری متمایل به سیاه است. مدت زمان لازم جهت پوشش دادن بین 15 تا 30 دقیقه در نوسان است. میزان پوشش بین 5 تا 20 گرم بر متر مربع از سطح فلز می باشد. در این نوع پوشش معمولاً نوع ریز و سفت آن بر نوع درشت و سست ترجیح داده می شود، ولی بستگی به نوع کار و عملکرد دارد. در بسیاری از حالات کریستالها به دلیل عملیات مقدماتی ریزتر می گردند.
جهت آماده سازي فلزات آهني و روان سازي سطوح كاربرد دارد. از ديگر مزاياي استفاده از اين ماده مي توان به كاهش اصطكاك و افزايش مقاومت به خوردگي اشاره نمود.
يك طبقه ديگر از فسفاتها فسفات دي كاتيونيك مي باشد كه اين نوع، داراي قدرت چسبندگي بسيار بالا است و مانع خوردگي قطعات مي گردد.
فسفات تري كاتيونيك نموده كه دامنه كاربرد وسيعي دارند. اين محصولات براي فلزات آهن، روي، آلومينيوم و ... فرموله شده است كه پايه اي براي رنگ به خصوص رنگهاي پودري و ED مي باشد.
خواص فسفات تری کاتیونیک عبارتست از:
- به علت تری کاتیونیک بودن کاملاًسازگار با رنگ الکتروستاتیک است و در محیط قلیایی تجزیه نمی شود.
- رسوب کم و دوام زیاد
- استفاده در دمای محیط و کاهش هزینه اقتصادی
- حذف کنترلهای مربوط به دما
چالشی که در این کار مطرح بود اعمال چربی گیری فسفاته همزمان بر روی قطعاتی بود که به روغن های صنعتی اغشته شده بودند.جنس این قطعات اهن بوده بنابراین عملکرد فسفاته منگنز مطرح می باشد.
مرحله اول ترکیب کردن یک حلال هیدروکربنی همراه محلول فسفاته بود، این دو محلول غیر قابل امتزاج هستند بنابراین برای ترکیب این دو از یک ماده امولسیون کننده استفاده میشود .
بر این اساس محلول فسفاته و چربی گیر همزمان شامل موارد زیر باید باشد:
1) حلال چربیگیر شامل امولسیون در یک محلول اسیدی
2) محلول فسفات شامل یک تسریع کننده
در این چالش بدنبال متدی بودیم تا بتوان ضمن فسفاته کردن سریع سطح به طور موثر و مفیدی بتواند آلودگی های سطح مانند چربی های زیاد، گریس ها، اکسیدهای فلزی، گرد و خاک و غیره را در دمای اتاق بدون تمییزسازی اولیه پاک کند. و همچنین قابلیت استفاده به صورت مالشی روی سطح فلزات و یا اسپری کردن روی سطح فلزات و یا قوطه ور کردن فلزات در آن را دارا باشد.
از طرف دیگر دنبال آماده سازی محلولی پایداری هستیم که فشار بخار محلول پاییی داشته بوده و به راحتی با آب سرد هم امتزاج پذیر باشد .از طرف دیگربا توجه به الودگی روغنی بسیار بالای قطعات به جستجوی محلولی هستیم که بتوان در آن حلال های هیدروکربنی را داشته باشیم در عین حال که یک نسبت مناسب از آب را در آن داشته باشیم تا اسید فسفریک در آن غلظت لازم را داشته باشد و محیط بسیار اسیدی نباشد. در نهایت روش بدست امده بر سطح آهن و روی یا آلیاژهای آن ها می تواند به طور همزمان هم چربیگیری و هم فسفاته انجام دهدو مقاومت مناسبی از خوردگی در آنها ایجاد کند. که در این روش یک امولسیون از یک حلال چربیگیر در یک محلول اسیدی فسفات های قلیایی استفاده شد.
در مرحله بعد بدنبال یافتن راهی بودیم تا علاوه بر فسفاته چربیگیری همزمان عمل پسیو کردن قطعات را نیز همزمان انجام دهیم با افزودن ترکیبات معدنی جدید به محلول قبل ترکیب جدیدی ایجاد گردید که قادر به انجام این فرایند میباشد. در این روش ازتسریع کننده هایی استفاده گردید که به عنوان تسریع کننده ی اکسید شدن پوشش فسفات از آهن دو ظرفیتی به آهن سه ظرفیتی می باشد و نقش یک تسریع کننده را دارا می باشد.
متد انجام کار
در این کارمحلول را باید طوری ساخت که بتون حلال های هیدروکربنی را در آن حل کرد طوری که در آن نسبت مناسبی آب هم وجود داشته باشد که اسید فسفریک موجود در آن غلظت مناسب داشته باشد و محیط زیادی اسیدی نباشد.
انتخاب حلال از بین برنده چربی:
حلال هایی ترجیح داده می شوند که دمای فرآیند فشار بخار کمی داشت باشد و فرار نباشد از طرفی هم نقطه جوش خیلی بالا نداشته باشد که در این صورت به سطح می چسبند و از فرآیند جلو گیری میکنند.( در حلال هایی که مورد بررسی قرار گرفته اند آنهایی که نقطه جوش 130 تا 300 دارند مناسب اند.)
حلال های با خاصیت چربی زدایی نرمال و در این محدوده ی نقطه جوش که با محلول اسیدی فسفات سازگار هستند می توانند در این روش مورد استفاده قرار گیرند.
مثال های از این دست:
1) هیدرو کربن های آروماتیک: مثل نفتا
2) هیئرو کربن های آلیفاتیک: مثل پارفین (کرسین)
برای نگهدازی حلال های چربی زدا در محلول اسیدی در حالت پایدار امولسیونی در طول فرآیند به یک عامل امولسیون ساز نیاز است.
مواد غیر یونی به علت داشتن قابلیت امولسیون کردن حلال آلی در اسیدی به عنوان عامل امولسیون کننده بیشتر استفاده میشود.
فرآیند چربیگیری و فسفاته همزمان در دماهای بالا بهتر عمل میکند اما پوشش می تواند بر روی سطح زینک در دمای اتاق هم نشیند.
پس از تهیه این محلول با فرمولاسیون مخصوص بخود هم میتوان از روش غوطه وری وهم از روش اسپری کردن استفاده نمود.این محلول دارای این ویژگی میباشد که در دمای محیط کارایی بالایی داشته ونیازمند اعمال دما برای انجام فرایند مورد نظر نمی باشد.
بحث ونتیجه گیری:
با توجه به اهداف ذکر شده محلول نهایی باید قادر می بود ترکیبات اسیدی وچربیگیری را همزمان داشته باشد.پس از طراحی حلال وامولسیون کننده مناسب پوشش فسفاته بر روی قطعاتی که از قبل مرحله چربیگیری را طی نکرده بودند ایجاد شد.در مرحله بهد سعی گردید تا علاوه بر فسفاته عملیات پسیو کردن نیز صورت گیرد که با مطلعات انجام شده ترکیب تسریع کننده مناسبی که با فرمولاسیون محلول سازگاری داشته باشد پیش بینی واستفاده شد و سر انجام به محلولی دست یافتیم که هر سه فرایند فسفاته چربیگیری وپسیو کردن همزمان را انجام می دهد.
بررسی فرایندهای فسفاته

بررسی فرایندهای فسفاته
تیم تحقیق و توسعه شرکت جلاپردازان پرشیا 95/08/15
چکیده
فسفاته کردن یکی از فرایندهایی است که بطور گسترده ای بر مواد اهنی وغیر اهنی اعمال می گردد.این استفاده گسترده ناشی از قیمت ارزان ،سهولت استفاده ،مقاومت خوب در برابر خوردگی وچسبندگی خوب رنگ در این فرایند می باشد. مطالعات گسترده ای برای بررسی کاربردهای فرایند فسفاته در زمینه های گوناگون مانند صنایع خودرو سازی و هوافضا انجام گرفته است. اخیرا پوششهایی بر روی الیاژهای منگنز والیاژهای الومینیوم ونقش انها در توسعه نانو ساختارها و مقاومت در برابر خوردگی شدیدا مورد توجه قرار گرفته است. در این مقاله سعی شده است تا پوشش فسفاته را از گذشته تا حال تغییراتی که در بر داشته را بررسی کند.
1- مقدمه :
در زندگی امروزی استفاده از فلزات اجتناب ناپذیر می باشد. گرچه تلاش برای یافتن جایگزین برای فلزات موفقیت امیز بوده اما هنوز فلزات نقش مهمی را در صنایع بر عهده دارند. در کنار خواص مفید چون استحکام ، کارایی ، قیمت پایین وقابل بازیافت بودن ، فلزات خواص غیر مفید چون تمایل قوی به اکسید شدن وخوردگی از خود نشان می دهند.
1-1- بررسی مختصر فرایند خوردگی
خوردگی در اصل از بین رفتن یک فلز در نتیجه واکنش شیمیایی بین فلز ومحیط اطرافش می باشد. نوع فلز وشرایط محیطی (مخصوصا اینکه چه گازهایی در تماس با فلز هستند) تشکیل وسرعت از بین رفتن فلز را تعیین می کنند. سازمان خوردگی جهان میزان هزینه صرف شده جهت خوردگی در یک سال رامعادل 2.2 تریلون دلار براورد کرده است، وحجم زیادی از این مبلغ – بیش از 25%- را میتوان با بکارگیری تکنیک های ساده از بین برد.
با استفاده از راه های زیر میتوان از فرایندخوردگی جلوگیری کرد:
بهبود خواص فلزات با الیاژکردن ویا بهبود سطح، بهبود با استفاده از بازدارنده ها، تغییر پتانسیل فلز/محیط توسط محافظت اندی یا کاتدی. اغلب روش های معمول در حفاظت از خوردگی بهبود خواص سطح ویا الیاژ کردن می باشد. حفاظت از سطح را میتوان توسط فرایندهای شیمیایی و فیزیکی انجام داد. این کار را میتوان توسط فرایندهای مختلف انجام داد. اغلب اینها کنترل اینها توسط پوششهای شیمیایی می باشد که بعلت موثر بودن در گستره فراوانی کارایی دارند.
II.پوشش با تغییرات شیمیایی
پوششهای تبدیلی توسط فرایندهای شیمیایی یا الکتروشیمیایی اعمال میشوند ودر نهایت بر روی سطح فلز یک لایه محافظ ایجاد می کنند که این لایه نسبت به فلز پایه با عوامل محیطی واکنش پذیری کمتری دارد. تعدادی از این پوشش های تبدیلی شامل پوششهای تبدیلی کروماته ، پوشش های تبدیلی پرمنگنات ،فسفاته وپوششهای تبدیلی فلوروزیرکونات هستند. پوشش های تبدیلی معمولا بر پایه محلول های حاوی ترکیبات کروم می باشند که خطرناک بوده وبسیار سمی می باشند.فسفاته فرایندی است که بطور وسیع بر روی آهن والومینیوم اعمال میشود واین بدلیل قیمت مناسب ، تولید آسان ، مقاومت خوب در برابر خوردگی وچسبندگی خوب رنگ است. پوشش تبدیلی فسفاته بر روی اهن به 5 نوع تقسیم می گردد:سیستم روی،سیستم روی- کلسیم ،سیستم منگنز،سیستم منگنز-اهن،وسیستم اهن. در این مقاله تمرکز ما بر روی پوشش های فسفاته مخصوصا فسفاته روی می باشد.
III. فسفاته روی:
فسفاته روی یا(ZPO) یک پوشش شیمیایی است که سالهاست در صنعت جهت امادسازی سطح قبل از رنگ برای افزایش چسبندگی پوشش رنگ استفاده میشود. این بدلیل اقتصادی بودن ،سهولت تشکیل ،مقاومت خوب در برابر خوردگی وچسبندگی خوب پوشش فسفاته روی است که سبب می شود در زمینه های مختلف در صنعت اتومبیل سازی وصنایع خانگی بکار گرفته میشود.
1-3: فرایند فسفاته
در نتیجه پیشرفتهای شگرفی که در زمینه علم وتکنولوژی در صنایع اتومبیل سازی وصنایع لوازم خانگی ایجاد گردیده است ، پوشش فسفاته جهت حفاظت از سطوح استیل نقش برجسته ای ایفا کرده است. اولین پوشش قابل قبول و کاربردی فسفاته جهت جلوگیری از زنگ در سال 1869توسط دانشمندی بنام رز ارائه گردید.در روش مورد استفاده ایشان ،قطعات اهن داغ در اسیدفسفریک غوطه ور شدند تا از ایجاد زنگ جلوگیری شود. مقدار زیادی از پیشرفت های حاصله در کیفیت پوشش فسفاته در 30 سال اخیر حاصل شده اند. مانند استفاده از وان های فسفاته با دمای پایین برای کاهش مصرف انرژی ، استفاده از تکنولوژی مصرف روی کم ، استفاده از افزودنی های خاص در وان فسفاته ،استفاده از بیش از یک یون فلزی سنگین در ایجاد فسفاته های سه کاتیونی.
3-2- مفهوم شیمیایی فسفاته :
مواد اکسنده وفلزات نجیب تر از اهن مانند مس ونیکل دسته مهمی از شتاب دهنده های شیمیایی را تشکیل می دهند.این شتاب دهنده ها از طریق مکانیسم های پیچیده ای فرایند فسفاته را تسریع می بخشند. عوامل اکسنده با جلوگیری از تجمع هیدرو ژن در قسمت کاتدی سبب دپلارایز شدن واکنش نیم پیل کاتدی می شوند ، در حالی که فلزات نجیب حل شدن فلز را توسط کاهش پتانسیل کاتدی افزایش میدهند. بجای افزایش تنهای حل شدن فلز ،شتاب دهنده ها دپلاریزه شدن را افزایش می دهند.به این دلیل ،عوامل اکسنده در مقابل فلزات استفاده گسترده تری دارند. علاوه بر این ،انها میزان یون های اهن در وان را افزایش می دهند واین سبب تشکیل پوشش خوب می گردد.عوامل اکسنده ای مانند NO3- ,NO2-,ClO3-,C6H4(NO2)(SO3)Naیا ترکیبی از اینها سبب کامل شدن واکنش هیدروژن در سمت کاتدی پیل می شوند.اگر یونهای NO3- ,NO2در وان فسفات روی وجود داشته باشند، یونهای نیترات به نیتریت کاهش می یابند ودر نتیجه PH در سطح فلز افزایش ناحیه ای می یابد و ترسیب فسفاته روی در سطح فلز اتفاق می افتد. فلوئورید هایی مانند NaF,HF معمولا به عنوان یک فعالساز به وان فسفاته افزوده میشوند.
3-2-2:شتاب دهنده های فیزیکی
اسپری کردن با فشار محلول های فسفاته بر روی سطح فلزات ،مانع از پخش شدن جز اصلی بر روی سطح فلز می گردد وفرایند فسفاته شدن نسبت به غوطه وری راحتتر ایجاد میشود.نوع دیگری از شتاب دهند های فیزیکی بصورت استفاده از برس ویا غلطک در حین انجام فرایند می باشد.
3-3-3 – شتاب دهنده های الکتروشیمیایی
روش های اندی و کاتدی شتاب دهنده ها در این مقاله بصورت مختصر بررسی شده اند. بررسی ها نشان دادند که روشهای اندی نسبت به روشهای کاتدی بسیار سودمند تر بوده وروشهای کاتدی حتی ممکن است نقش پسیو کنندگی را نیز داشته باشند.
همچنین اخیرا مشخص گردیده است که کوپل شدن گالوانی در تسریع فرایند فسفاته در دمای پایین سودمند می باشد.
3-4- اماده سازی سطح وفسفاته کردن
فرایند فسفاته بصورت پی در پی شامل مراحل زیر است: 1)چربی گیری 2)اسیدشویی 3)ابکشی 4)فعالسازی سطح( در صنایع خودرو سازی) 5) فسفاته 6)شستشو 7)خشک کردن . در هر حال بسته به شرایط فلز پایه ،برخی مراحل اضافه ویا کاسته می شود.
3-4-1- تمییز کردن
قبل از هرفرایند پوشش دادن فلزی ، لازم است که سطح شرایط مناسب را داشته باشد تا بتوان به یک پوشش خوب دست یافت. بسیاری از پوشش های مشکل دار در نتیجه اماده سازی نامناسب سطح ایجاد می گردند. یک تمییز کننده در ابتدا باید توانایی زدودن تمام الودگی ها را از سطح فلز داشته باشد واز ایجاد الودگی های جانبی بر اثرشستشو جلوگیری کند.روش های متعددی از قبیل محلول های چربی گیر،سندبلاست ، چربی گیری با بخا ر، پاک کننده های قلیایی وهمچنین اسیدشویی جهت رسیدن به این اهداف استفاده می گردد.
3-4-2-مراحل قبل از شستشو
پنل های اسید شویی توسط اب مقطر شستشو داده می شوند تا مواد شیمیایی بجا مانده پاک گردند.
3-4-3- فعالسازی سطح
اندازه سایز کریستال های پوشش فسفاته روی ZPO و کنترل وزن پوشش توسط مرحله فعالسازی کنترل می گردد.محلول های فعالساز جدید محلول های قلیایی کلوییدی از ترکیبات تیتانیوم هستند .تیتانیوم سبب میگردد تا تشکیل هسته زایی در سطح فلز افزایش یافته و در نتیجه فرایند کریستاله شدن در طی فرایند فسفاته افزایش یافته وسبب بهبود خواص سطح می گردد. افزایش تعداد مراکز هسته زایی در سطح فلز ،سبب برخورد داخلی کریستالها گردیده وانسجام کریستال های سطح را بالا می برد وسبب می گردد پوشش فسفاته مقاومت به خوردگی وچسبندگی بیشتری داشته باشد.کارایی وان های فعالساز سطح بطور مستقیم به موارد زیر بستگی دارد:1) PHوان 2) غلظت تیتانیوم .یوشیهارا وهمکارانش متوجه شدند که PH مناسب 8.5تا9.5 وغلظت تیتانیوم حداقل 10ppm می باشد.
3-4-4- فسفاته
پس از شستشوی سطح ،فرایند فسفاته اعمال می گردد که با تشکیل یک لایه نامحلول بر سطح فلز مقاومت در برابر خوردگی فلز را افزایش می دهد. محلول های فسفاته بر اساس اسید فسفریکی می باشد که حاوی نمک های اسید فلزاتی مانند روی ، منگنز ویا اهن می باشد.بسته به نوع فلز موجود در محلول فسفاته ، فسفاته ها به فسفاته روی ، فسفاته منگنز وفسفاته اهن طبقه بندی می شوند.فسفاته را هم بر فلزات اهنی و هم بر فلزات غیر اهنی اعمال می کنند.در بین فلزات اهنی ، استیل سبک بیشتر استفاده می گردد.پوشش های دیگر استیل شامل استیل گالوانیزه ، نیکل دار کردن استیل و استیل ضد زنگ می باشد. روی ، الومینیوم ،منیزیوم وکادمیوم از فلزات غیر اهنی هستند که فسفاته میشوند.فسفاته را به دو روش غوطه وری واسپری کردن اعمال می کنند، انتخاب روش به سایز وشکل قطعه مورد نظر بستگی دارد. دمای فسفاته های مختلف معمولا از 30تا99 درجه تغییر می کند وزمان فرایند از چند ثانیه تاچند دقیقه متغیر است. این پرامترها توسط پارامترهایی چون نوع فلز پایه،ضخامت و وزن پوشش مورد نیاز،و ترکیبات حمام بستگی دارد.برای بدست اوردن پوشش فسفاته رضایت بخش عوامل زیر موثر هستند: 1)مقدار اسید ازاد (FA) که در اصل یون های H+ ازاد در محلول فسفاته هستند. 2) مقدار اسید کل (TA) که بیان کننده مقدارکلی در مواد پوشش دهنده هستند.3)رابطه بین اسید ازاد به اسید کل که بعنوان ثابت اسیدی بیان می گردد. 4)میزان شتاب دهنده 5) میزان اهن 6) سایر ترکیبات فلزی وغیر فلزی موجود باید کاملا کنترل شوند.
3-4-5- شستشو پس از فسفاته
پس از فرایند فسفاته قطعه حتما باید شستشو داده شود.تا نمک های فعال محلول در سطح شسته شوند تا مانع از نشستن رنگ بر روی پوشش نگردد.حتما باید توجه شود که اب حاوی نمک های مضر بر پوشش نباشد.همه پوشش های فسفاته پس از تشکیل با محلول های اسید کرومیک شستشو داده می شوند.اب داغ نیز ممکن است سبب اسیب زدن به رسوب شود و کریستال های فسفاته را شستشو دهد ودر نتیجه 1)زبری پوشش 2)پوشش سفید رنگ 3)مقاومت پایین در برابر خوردگی ایجاد گردد. عموما شستشو با جریان اب و اسپری کردن مورد استفاده قرار می گیرد.
3-4-6- خشک کردن
پس از شستشو با اسید کرومیک ، قبل از پایان کار قطعات باید خشک شوند. این فرایند توسط جریان باد گرم انجام می گیرد.پس از خشک کردن قطعه باید عملیات نهایی مانند رنگ کردن ، روغن کاری یا جلا دادن اعمال گردد.
3-5- ساختار وترکیب
پوشش فسفاته شامل کریستال هایی از سایز کوچک تا حدود 100میکرومتر است. زبری پوشش بستگی دارد به فلز پایه ، اماده سازی ، ترکیب وان فسفاته و شرایط اعمال . کاربران مختلف رنج گسترده ای از ترکیبات وان فسفاته را معرفی کرده اند.
نیوهاس و گبهارت ، جز اصلی در حمام های فسفاته مختلف را جدول بندی کردند.ترکیب پوشش فسفاته تحت تاثیر فاکتورهای زیادی از قبیل روش کاربرد، ترکیب شیمیایی وان ،نوع ومقدار شتاب دهنده وحضور یون های فلزی می باشد. کمبرلین وایسلر با استفاده از ردیابی رادیواکتیو دریافتند که لایه اولیه و در ابتدا در چند ثانیه ایجاد می گردد و در تماس با محلول فسفاته یک لایه بسیار نازک تشکیل می گردد.لایه اول حاوی اکسید وفسفاته فلز است.در مواردی که اهن فلز پایه باشد، فسفات اهن بیشتری تشکیل می گردد.رشد پوشش فسفاته با تشکیل لایه ای از کریستال های ریز ایجاد گشته ودر هر مرحله کریستال های جدیدی بر روی کریستال های قبل ایجاد می شود.
میزان رشد کریستالها به زمان نیز بستگی دارد و همچنین به مناطق فعال سطح.اعتقاد بر این است که تشکیل پوشش های فسفاته در مناطق فعال بر روی سطح که هسته زایی از انجا اغاز می گردداغلب مرز های دانه بندی بر روی سطح اهن می باشد.میکروسکوپ های الکترونی و نوری نشان دادند که تشکیل فسفاته بر روی اهن در سه مرحله انجام می گیرد. این مراحل شامل :1)تشکیل نامنظم کریستالها در جهات مختلف و رشد این کریستالها 2)هسته زایی ورشد کریستالهای مختلف برسطح بالایی در جهت عمود بر کریستالهای موجود 3)گسترده شدن لایه فسفاته بر روی کریستال های موجود
نیوهاس وهمکارانش توسط انالیز XRD متوجه شدند که فسفولیت Zn2Fe(PO4)2.4H2O وهوپتیت Zn2(PO4)2.4H2Oاجزا اصلی در پوشش فسفاته بر روی سطح اهن هستند.
3-6-1- ماهیت بستر
فاکتور مهم تعیین کننده ماهیت وکیفیت پوشش ایجاد شده به ماهیت فلز پوشش داده شده ،ترکیب ، غلظت ودمای محلول فسفاته می باشد.عامل تعیین کننده دیگر شرایط امادسازی سطح قبل از فسفاته کردن وپس از مرحله پسیو کردن وسیل کاری می باشد.اثر فلز پایه در تشکیل پوشش فسفاته توسط کوزلوفسکی بررسی شد.داپوس و توستو در مورد شرایط فرایند فسفاته بررسی هایی انجام دادند.
3-6-2- پارامترهای فسفاته کردن
فرمول محلول فسفاته توسط ماهیت پوشش ایجاد شده تعیین می گردد.وجود فلزات سنگین در محلول فسفاته بعنوان شتاب دهنده باعث بهبود کیفیت پوشش می گردد. اسیدیته وان ، میزان اسید ازاد(FA) میزان کل اسید (TA) ورابطه بین اینها (FA:TA) باید تنظیم شوند تا کیفیت محصول بهینه گردد. ال – مالا وهمکارانش دریافتند که کاهش اختلاف بین PH اولیه وph نهایی سبب تسریع فرایند فسفاته می گردد.در ایجاد همچین فرایندی فلزات سنگین و عوامل کاهنده نقش دارند.افزودنی های زیادی جهت کنترل وان فسفاته امتحان گردید ودر این بین اسیدهای ارگانیک ونمک هایشان این قابلیت را دارند که PH وان فسفاته اهن را مانند بافر نگه دارند.همچنین نشان داده شده است که فسفاته متراکم در وان فسفاته ای با PH=2.75 ایجاد می گردد.اندازگیری های پلاریزاسیون نشان دادند که افزایش زیاد مقاومت به خوردگی زمانی ایجاد می گردد که PH=2.75باشد.غلظت شتاب دهنده نیز نقش مهمی در فسفاته بازی می کند.با افزایش غلظت شتاب دهنده ها تشکیل فسفاته بهتر می شود، در غلظت های زیاد ممکن است سطح فلز پسیو شده ومانع از رشد کریستالها شود.غلظت شتاب دهنده ها همچنین زمانی که افزودنی های دیگری مانند فعالسازها اضافه میشوندباید کنترل شود.زمانیکه مقدار کمی نمک اهن وارد وان شود مقاومت به خوردگی به میزان زیادی افزایش می یابد.افزودنی های دیگری مانند اتیلن دی امین تترا استیک اسید(EDTA) نیتریلو تری استیک اسید(NTA) دی اتیلن تری امین پنتا استیک اسید(DTPA) گلوکونیک اسید،پلی کربوکسی –O- امینواسید،واتانول امین بعنوان عامل کیلیت کننده بوده و مانع از خوردگی می شوند.
اضافه کردن یون های کلسیم در وان فسفاته روی تغییرات قابل ملاحظه ای را در ساختار ،دانه بندی،ومقاومت به خوردگی پوشش فسفاتها ایجاد می کنند.این بدین صورت است که ساختارهای کریستالهای فسفات روی از فرم فسفولیت – هوپتیت به فرم زئولیت – هوپتیت تبدیل می گردد.این نوع از اصلاحات با کلسیم در فسفاته روی سبب کاهش سایز دانه بندی (25-4میکرون) شده و در نهایت مقاومت به خوردگی پوشش افزایش می یابد.بصورت مشابهی افزودن یون های منگنز ونیکل سبب تبدیل رسوبات هوپتیت به فسفولیت شده تا پایداری شیمیایی و حرارتی بهتری داشته باشند.این نوع فسفاته ها در دسته فسفاته روی اصلاح شده با نیکل ومنگنز قرار میگیرند.این نوع فسفاته دسته جدیدی از فسفاته ها را تحت عنوان فسفاته های سه کاتیونی معرفی میکنند که قادر هستند الومینیوم ،اهن واهن گالوانیزه را فسفاته کنند.در کنار این دسته از اصلاحات در حمام فسفاته برای بهبودافزودنی های زیادی اضافه می گردد.سانکارانارایانا و همکارانش افزودنی ها را دسته بندی کردند.شرایط مورد قبول و احتیاط در هنگام استفاده از این افزودنی ها مورد توجهشان بود.دمای وان فسفاته در هنگام انجام کار نقش بسزایی در کیفیت پوشش دارد.افزودن دمای وان بالاتر از دمای پیشنهاد شده سبب تبدیل فسفاته یکی به فسفاته سه تایی شده که این در نتیجه افزایش اسید ازاد وان است که سبب تاخیر در ایجاد پوشش فسفاته میشود.نقش قطعی حرارت دادن بیشتروان فسفاته و نحوه رفع مشکلات ایجاد شده از این موضوع را سانکارا وهمکارانش بررسی کردند .انها دریافتندکه پوشش لایه فسفاته تا دمای 55درجه افزایش می یابد.در دماهای بالاتر (65-75)مقدار پوشش کاهش می یابد.نتایج الکتروشیمی در NaCl 3.5%نشان دادند که دانسیته جریان خوردگی در فسفاته حداقل 2.77Ma/dm2) )است در حالتیکه فسفاته در دمای 55درجه اعمال گردد.امروزه از روش های الکتروشیمیایی نیز برای اعمال فسفاته استفاده می گردد.در این روش ها پوشش فسفاته بیشتر و وزن ان نیز بیشتر است.تکانهای مکانیکی در طول فرایند فسفاته سبب بهبود دانه بندی فسفاته میشود.فرایندهای التراسونیک با ایجاد کویتیشن باعث فعالسازی سطح و افزایش سرعت هسته زایی هستند.این روش ارائه دهنده دانه بندی یک شکل با کمترین تخلخل فسفاته می باشد.
3-7- نقایص پوشش و رفع انها
قطعات فسفاته با مقاومت به خوردگی پایین ،پوشش سیاه با مقاومت در برابر خوردگی متفاوت ، پوشش فسفاته با پودر سفید برخی نقایص محلول پوشش فسفاته می باشند.این نقایص معمولا بر اثر اعمال نامناسب اماده سازی، افزایش میزان اکسنده ها وشتاب دهنده ها ،عدم توجه کافی در هنگام شستشو و چربی گیری ،ضریب اسید نادرست وشرایط اعمال ، افزایش تشکیل لجن وخطا در مراحل نهایی ایجاد گردد.حضور برخی الودگی های فلزی مانند ترکیبات الومینیوم ، انتیموان ،سرب ،قلع ،حضور یون های کلرید،ثابت اسیدی نادرست ، پارامترهای نادرست حمام وشرایط اعمال می توانند در مقاومت پایین پوشش نقش داشته باشند.پوشش تیره نیز بر اثر شستشو وچربیگیری نامناسب ایجاد میشود. افزایش بالای دما در حین فرایند فسفاته سبب ایجاد رسوب ولجن شدیدمعلق در محلول وتشکیل رسوب پودری شکل می گردد.کیفیت خوب پوشش در نتیجه شستشوی مناسب وچربیگیری کامل سطح ،رابطه درست سطح به حجم محلول ،کنترل فاکتورهای وان وشرایط اعمال جهت جلوگیری از رسوب ولجن در محلول می باشد.برخی از اشکالات مشاهده شده در فرمولاسیونهای فسفاته معمول ،زمان طولانی فرایند،تشکیل لجن وانعطاف پذیری کم فرایند می باشد.این اشکالات بطور عمده ای توسط اضافه کردن افزودنی ها رفع می گردد.هر کدام از این افزودنی ها برای حل یک مشکل خاص در صنعت ابکاری بکار میرود.
3-8- پیشرفت های اخیر
باتوجه به موارد ذکر شده در بالاکاملا مشهود است که فرایندهای فسفاته تحت اصلاحات متعددی قرار گرفته اند.اغلب این پیشرفتها در جهت حل بحران انرژی هستند.بنابراین ،هدف دستیابی به فرمولی است که وان با دمای پایین تر نیز کارایی داشته باشد.بخوبی روشن است که شتاب دهنده ها نقش بسیار مهمی در کاهش زمان و دمای فرایند فسفاته بازی می کنند.فنگ فنگ وهمکارانش به فرایند فسفاته اصلاح شده در دمای پایین بر روی سطح استیل حاوی کربن بالا دست یافتند که با یک هیدروکسیل امین سولفات (HAS) اقتصادی بجای شتاب دهنده های عمومی نیتراتی این فرایند را انجام دادند.پوشش فسفاته شامل فازهای Zn3(PO4)2.4H2Oو ZnFe(PO4)2.4H2O می باشد.این قابل استناط است که با استفاده از HASپوشش نازکتر ومتراکم تر میشود.سایز کریستالها از 100 میکرومتر به 50میکرومتر کاهش یافته و مقدارZnFe(PO4)2.4H2Oبه میزان 30 تا44درصد با استفاده از HASکاهش می یابد.
امروزه فسفاته با دمای پایین بدلیل اقتصادی بودن موردتوجه بیشتری قرار گرفته است.گر چه استفاده از فرایند فسفاته با دمای پایین شامل استفاده بیشتر مواد شیمیایی و زمان طولانی تر فرایند ،درکنار انعطاف پذیری محدود می باشد.اتانارسواری وهمکارانش اثر جفت شدن گالوانی استیل نرم رابا کاتدهای مختلفی چون تیتانیوم ،مس ،برنز،نیکل واستیل ضدزنگ در فسفاته پذیری ومقاومت در برابر خوردگی بررسی کردند.انها متوجه شدند با افزایش انحلال فلز تشکیل پوشش فسفاته درهنگام کوپل شدن گالوانی استیل نرم با فلزات نجیب تر از اهن در فسفاته با دمای پایین در اثر افزایش سرعت تشکیل پوشش سودمند بوده و محصولی یکدست باتخلخل کم و وزن پوشش بیشتر ایجاد می گردد.
3-8-1-پوشش فسفاته روی بر روی الیاژهای الومینیوم
فسفاته یکی از فرایندهای اماده سازی سطح برای فلزات اهنی وغیر اهنی می باشد.اخیرا گزارشهای کمی درمورد پوشش فسفاته روی بر روی الیاژهای الومینیوم شده است. اختر وهمکارانش اثرPH ونقش Ni2+را در پوشش فسفاته بر روی الیاژ2024 الومینیوم را بررسی کردند.سان وهمکارانش اثرات مس بر روی پوشش فسفاته روی بر سطح الومینیوم را بررسی کردند.اثر مس بر روی مورفولوژی پوشش مورد تاکید است.وان فسفاته حاوی ZnO,H3PO4,NaF برای پوشش فسفاته بر روی الومینیوم مورد استفاده قرار می گیرند و2Ni(NO3) بعنوان شتاب دهنده استفاده می گردد.همچنین نشان داده شده است که افزودن نمک های فلزی در وان حمام فسفاته بر روی پوشش میکرونی فسفاته اثر می گذارد وسبب می شودپوشش بهتر و متراکم تر گردد.بررسی اعمال فلزات خاکی نادر بر سطح فلز توسط بتنکورت وهمکارانش بررسی شد. مشاهدات انها بر اساس کاهش وزن و پلاریزاسیون نشان داد که کلرید های لانتانیوم ،سریوم و ساماریوم باز دارنده های خوردگی بر روی الیاژهای Al-Mg AA5083 در محلول NaCl 3.5%می باشد.ترن وهمکارانش رفتار خوردگی استیل را در نمک Y(III) در نمک NaCl 3% بررسی کردند.
فرایندهای فسفاته بر روی الیاژهای الومینیوم شامل واکنشهای زیر می باشند:
فسفاته سه تایی نا محلول از واکنش زیر شکل می گیرد:
در اینجا Zn(PO4)2.4H2O جز اصلی در پوشش فسفاته می باشد . واکنش 3و4بصورت پی در پی انجام می گیرند تا هسته زایی ورشد کریستالها اتفاق افتدو در نهایت تمام سطح با پوشش کریستال های فسفاته پوشیده گردد.
بدلیل اختلاف پتانسیل استاندارد روی (0.76-) ولت و الومینیوم (1.66-) ولت الومینیوم موجود در الیاژهای الومینیوم در محلول وان حل میشود و الکترون می دهد،این امر سبب می شود که Zn2+ نزدیک سطح بصورت Zn بر روی سطح در مناطق کاتدی رسوب شود رسوب پوشش فسفاته تشکیل گردد.
گزارش شده است که زمانیکه Y2O3بعنوان شتاب دهنده استفاده گرددبجای نیتریت ، یک پوشش فسفاته باکریستالهای خوب بر روی Alالیاژ6061ایجاد می گردد.در یک وان فسفاته حاوی ZnO,H3PO4,NaF,Y2O3پوشش فسفاته شامل ترکیبی از هوپتیت و روی فلزی می باشد.تشکیل پوشش فسفاته بصورت قوی تحت تاثیر حضور Y2O3 در وان فسفاته می باشد.افزودن Y2O3 نه تنها سبب کاهش سایز کریستالهای فسفاته می گردد بلکه سبب می شود تا تراکم پوشش نیز افزایش یابد.مطالعات OCP نشان داد که فرایند فسفاته در وان فسفاته حاوی 20 mg/l از Y2O3 نیاز به زمان کمتری داشته است.
3-8-2- فسفاته روی بر روی الیاژهای منگنز
گزارش هایی در مورد پوشش فسفاته بر روی الیاژهای منگنز اورده شده است.نیو لی متوجه شد که پوشش فسفاتی کاتدی مناسب تشکیل شده بر روی الیاژمنگنز AZ9ID در حمام فسفاته در 0.2-0.5A/dm2 می باشد.ترکیب درصد بهینه برای حمام بصورت زیر می باشد:15.5-17گرم برلیتر اسیدفسفریک 85%،2.5-3.9گرم بر لیتر اکسید روی،1.5-1.8گرم بر لیتر سدیم فلوراید،0.03-0.05گرم بر لیتر سدیم دو دسیل سولفات،Zn3(PO4)2.4H2O,AlPO4,MgZn2(PO4)2 وذرات روی اجزای اصلی در پوشش فسفاته کاتدی هستند.میانگین سایز ذرات روی فلزی در حدود 28.2 نانومتر است و میزان روی پوشش با افزایش ضخامت ،کاهش می یابد.اتانول امین بعنوان یک افزودنی با بهبود ساختار میکرونی کریستال های پوشش اثرات مفیدی در برابر مقاومت به خوردگی ایجاد می کند.هم نیترات وهم نیتریت بعنوان شتاب دهنده ZPO بر روی الیاژهای منگنز بکار می روند.از زمانیکه نیتریت بعنوان یک عامل سرطانزا شناخته شد،از استفاده از ان جلوگیری شده وسایر شتاب دهنده هایی چون کلرات ،سدیم متا نیترو بنزن سولفامات ومولبیدات بعنوان عامل شتاب دهنده در فرایند فسفاته بجای نیتریت مورد استفاده قرار گرفتند تا مشکل الودگی محیط زیست کاهش یابد.
چسبندگی و مقاومت در برابر خوردگی با افزودن نیکل وکلسیم در وان فسفاته افزایش می یابد.هر دویون ZN2+,Ca2+ را می توان در پوشش فسفاته گنجاند زمانیکه نیترات کلسیم به وان فسفاته روی افزوده شود.برای پوشش الیاژهای منگنز که خواص مقاومت به خوردگی بیشری از خود نشان می دهند.مکانیسم تشکیل فسفاته روی بر روی الیاژهای منگنز را می توان توسط واکنش زیر توضیح داد:زمانیکه الیاژمنگنز در حمام فسفاته غوطه ور گردد،منگنز حل شده و بعنوان میکرو اند عمل میکندوهیدروژن نقش میکرو کاتد را دارد.
حضور شتاب دهنده ای چون یون های نیتریت سبب افزایش Ph محلول فسفاته شده که واکنش انها بصورت زیر می باشد:
در pHهای 3منگنز می تواند بصورت Mg3(PO4)2 بر روی الیاژهای منگنز رسوب کند.
فاز هوپتیت بر روی الیازهای منگنز توسط واکنش زیر ایجاد می گردد:
واکنش کلی فسفاته را با مکانیسم زیر می توان توضیح داد:
تشکیل Mg3(PO4)2
وجود یون های فلوئورید در وان فسفاته می تواند بر روی خواص پوشش اثر داشته باشدکه این واکنش بصورت زیر است:
حضور روی واکسید روی را می توان توسط واکنش های زیر توضیح داد:
با وجود یون های کلسیم در محلول فسفاته واکنشهای زیر اتفاق می افتد:
3-8-3- ایجاد پوشش های نانو
اخیرا موادی با ساختار نانو بدلیل اهمیتشان در تحقیقات وکارایی فراوانشان بسیار مورد توجه قرار گرفته اند.استفاده از نانو مواد در صنایع معمول چون ابکاری ،لاستیک وپلاستیک وارد شده است.در صنایع ابکاری ،به کمک این نوع از نانوتکنولوژی ، کیفیت های نو و خاصی قابل ایجاد هستند.نانوذرات می توانند در طول اماده سازی جذب بازدارنده ها شوند وسپس به ارامی در تماس با رطوبت ازاد گردند.در این روش می توان زمان ازاد سازی نانو ذرات را از یون های بازدارنده طولانی کرده وهمچنین اثر منفی بازدارنده ها را بر روی پایداری پوشش کاهش داد.حامل های نانو مزیت های باز دارندگی در برابر خوردگی وحفاظت از خوردگی نانو ذرات را با هم درمی امیزند.با توجه به اینکه لایه های پلی الکترولیت نقش یک بازدارنده را بین مهارکننده وپوشش دارند،حفاظت از خوردگی حفاظت از خوردگی طولانی وپایداری در ساختارهای فلزی بدست می اید.
بعلاوه استفاده از SiO2 بخنوان فیلتر ،کاتالیست ،پشتیبان کاتالیست،جاذب وعامل کروماتوگرافی ،موثر بودن نانو ذراتSiO2 بعنوان شتاب دهنده های دوستدار محیط زیست جایگزین اکسیدانها شده اند.بخاطرپایداری و
خطرناک بودن ترکیبات اکسید نیتروژن. تاثیر نانو ذرات sio2 بر روی مورفولوژی سطح پوشش فسفاته بررسی شده است. وزن پوشش فسفاته با حضور SiO2 در محدوده 0-4گرم بر لیتر بصورت خطی افزایش می یابد.پوشش فسفاته حاصل از وانی با غلظت 3گرم بر لیتر نانو ذرات SiO2 نشان دهنده کمترین میزان زبری می باشد. انالیز انکساری X-ray نشان دادند که پوشش فسفاته شامل هوپتیت و فسفولیت بود.اضافه کردن نانو ذرات SiO2 می تواند در فرایند هسته زایی کریستالها مفید باشد وبا تغییر دادن جهت گیری کریستالها سایز کلاسترهای کریستال فسفاته را کنترل کند. ترسیب پوشش فسفاته الکتروشیمیایی توسط وان حاوی SiO2 مقاومت در برابر خوردگی بهتری نسبت به وانی که حاوی SiO2 نیست دارد.
پوشش فسفاته شامل روی ، اهن ، منگنز عموما برای محافظت در برابر خوردگی وپایه رنگ استفاده می گردد.تلاش های اخیر برای افزایش مقاومت در برابر خوردگی پوشش فسفاته بطور عمده ای بر روی مراحل اماده سازی قبل از فسفاته و فرایند تکنولوژیک فسفاته استوار است. حل شدن روی در طی فرایند فسفاته مشکل اصلی و اثر فراوانی بر روی مقاومت در برابر خوردگی تمامی پوشش ها دارد.
همچنین نشان داده شده است که افزودن نمک های فلزی در وان فسفاته میتواند ساختار میکرونی پوشش فسفاته را تحت تاثیر قرار دهد و ایجاد پوشش متراکم تر ومتناسب تر کند. افزودن Mn2+ به وان فسفاته سبب می گردد تا مقاومت خوردگی پوشش فسفاته روی بر روی اهن واهن پوشش داده شده با روی بهبود یابد.همچنین گزارش شده است که افزودن Ni+ به محلول فسفاته مقاومت در برابر خوردگی پوشش فسفاته روی بر روی الیاژ Al 2024 را بهبود می بخشد. عموما اکسید های فلزی چند نقش بر عهده دارند ونقش مهمی در کاتالیزورهای هتروژن ، الکتروشیمی ،سنسورهای گازی وپوشش های محافظ خوردگی دارند.TiO2 یک ماده موثر با پایداری بالا و بدون سمیت می باشد.گزارش شده است که افزود TiO2 به وان فسفاته سبب کاهش منافذ و ایجاد ضخامت پوشش می شود.همچنین قابلیت رنگ پذیری فسفاته نسبت به حالت عادی بهتر می شود.تغییرات مشخص در وزن ، مورفولوژی ومقاومت خوردگی در غلظت حدودی نانو ذرات ZnO در رنج 0-0.25 گرم بر لیتر ایجاد می گردد. نتایج نشان می دهد که حضور ZnO در محلول فسفاته ایجاد پوشش فسفاته با وزن بیشتر ،پوشش سطحی بهتر و چسبندگی و مقاومت به خوردگی بیشتری نسبت به وان های فسفاته معمول دارد.مقاومت به خوردگی بیشتر زمانی حاصل می گردد که غلظت ZnOدر حدود 1.5گرم بر لیتر باشد.اثر فعال کنندگی ZnOسبب می شود تا از شتاب دهنده هایی مانند NaNO3 کمتر استفاده شود.پوشش های فسفاته روی نانو ساختاری مقاومت خوردگی مانند پوشش های فسفاته روی گالوانی دارند.شکل 1 نشان دهنده عکس SEM از پوشش فسفاته بهبود یافته می باشد.سایز میانگین دانه های پوشش ZPO در حدود 30-40 نانومتر است. شکل 2 عکس TEM از پوشش نانو فسفاته روی را نشان می دهد. نتاایج سالت اسپری نشان دهنده نتایج بهتری از فسفاته معمولی هستند.
3-9- خصوصیات پوشش فسفاته
متد های ارزیابی پوشش فسفاته شامل تعیین خصوصیات فیزیکی مانند خوردگی محیطی می باشند.کوتیکوفسکی و همکارانش روش های سنجش پوشش فسفاته را بررسی کردند.
3-9-1- ارزیابی خصوصیات فیزیکی
3-9-1-1- مشاهدات بصری
نقایص قابل مشاهده مانند نواحی بدون پوشش وغیر یک بودن پوشش فسفاته را می توان براحتی با چشم تشخیص داد.رنگ پوشش فسفاته بر روی اهن از خاکستری روشن تا خاکستری تیره متناسب با نوع وان و دانه بندی فلز پایه متفاوت می باشد.
3-9-1-2- تعیین ضخامت و وزن پوشش
این احتمالا مهمتری پارامتر در تعیین خصوصیات پوشش فسفاته می باشد.ضخامت ناحیه ای پوشش فسفاته بر روی اهن معمولا از طریق روش های مغناطیسی ،الکترومغناطیسی و میکروسکوپی تعیین می شود.ضخامت میانگین معمولا بصورت g/m2 یا mg/ft2 بیان می شود. وزن پوشش بر حسب واحد مساحت بیان می گردد .وزن پوشش بر اثر حل شدن پوشش در یک محیط مناسب و وزن کردن نمونه قبل و بعد از حل شدن پوشش تعیین می گردد. حلال انتخاب شده باید اثر خوردگی بر فلز پایه نداشته باشد تا از خطا جلوگیری کند.اسید هیدروکلریک غلیظ حاوی 20گرم بر لیتر تری اکسید انتیموان در دمای اتاق معمولا برای این منظور مناسب است. سایر محلول های عمومی مورد استفاده عبارتند از محلول 5%اسید کرومیک در دمای اتاق و محلول 20% هیدروکسید سدیم در 90 درجه.
3-9-1-3- تعییم مقاومت اسیدی
این کمیت بصورت اختلاف در وزن بر حسب مساحت قبل از فسفاته و پس از لایه برداری محاسبه شده وبصورت g/m2بیان می شود.
3-9-1-4- محاسبه تخلخل
میزان تخلخل پوشش فسفاته توسط اندازگیری دانسیته جریان کاهش اکسیژن زمانیکه در هوای اشباع شده با هیدروکسید سدیم (Ph=11) غوطه ور باشد.میزان دانسیته جریان در ولتاژ 550- اندازه گیری می شود که اکسیژن کاهش می یابد و این نشان دهنده واکنش در مناطق بدون پوشش است ومیتوان ان را بعنوان معیاری برای سنجش تخلخل در نظر گرفت.
روش شیمیایی (شناساگر فروکسیل) روشی برای اندازه گیری میزان تخلخل بر اساس تشکیل نقطه های ابی در کاغذ صافی غوطه ور ذر فری سیانید پتاسیم – کلرید سدیم – ژلاتین است که این عمل برای یک دقیقه انجام می گردد. میزان نقطه های ابی بر حسب سانتی متر مربع معیاری از میزان تخلخل پوشش می باشد.
اگر چه هم تست الکتروشیمیایی وهم تست فروکسیل در مقیاس صنعتی برای بررسی میزان تخلخل پوشش فسفاته بکار گرفته می شوند اما روش دوم روش کیفی بوده ومیزان تخلخل در وان های مختلف را نشان نمی دهد. بر عکس روش الکتروشیمیایی در کنار ساده بودن بسیار قابل اعتماد می باشد.
3-9-1-5- تعیین پایداری حرارتی و شیمیایی
پایداری حرارتی پوشش اغلب توسط محاسبه میزان کاهش در وزن قطعه زمانی که در دمای 120تا 180 درجه قرار می گیرد محاسبه می شود.پایداری شیمیایی توسط محاسبه میزان پوشش باقیمانده زمانیکه در محلول قلیایی غوطه ور است محاسبه میشود.تعیین پایداری قلیایی بسیار مهم می باشد در حد تعیین پوشش فسفاته بعنوان پایه ای برای پرداخت های کاتدی الکتروفورتیک. غوطه وری در هیدروکسید سدیم تعیین کننده تست پایداری قلیایی می باشد.اخیرا کوتیوفسکی وهمکارانش محلول بافری را تهیه کردند که شامل 0.01مولار از EDTA می باشد که بعنوان محیط قلیلیی برای بررسی پایداری استفاده کردند.محاسبا مشابهی شامل محاسبه میزان پوشش باقیمانده زمانیکه قطعه در محلول بافر غوطه ور می گردد و PHمحلول از 2تا14تغییر می کند و میزان عملکرد پوشش فسفاته در محیط های مختلف بررسی می گردد.
3-9-1-6- ارزیابی مورفولوژی سطح
غالبا مورفولوژی پوشش و سایز کریستال توسط میکروسکوپ الکترونی اسکنی (SEM) بررسی می گردد و فازهای کریستالی توسط تکنیک X-RAY انکساری و انالیز عنصری سطح پوشش انالیز X-RAY پخش انرژی (EDX) صورت می گیرد.
3-9-1-7- اندازه گیری چسبندگی
روش ازمایشگاهی استاندارد برای بدست اوردن میزان چسبندگی تست کندن پوشش است که شامل تعیین چسبندگی در نواحی خط دار شده با استفاده از یک نوار چسبنده می باشد.غالبا چسبندگی در مناطق خشک خوب است البته به میزان چسبناکی رنگ نیز بستگی دارد. میزان چسبندگی در حالت مربوط نیز مهم می باشد ومعمولا بدین صورت بررسی می گردد که قطعات رنگ شده در اب غوطه ور شده در دمای 45درجه به مدت 240 ساعت. متناسب با گسترش مناطق لایه برداری شده مقیاسی بین 0تا5B بر حسب استاندارد بر حسب استاندارد ASTM 3359-87 ایجاد می گردد.
3-9-2- ارزیابی مقاومت به خوردگی
3-9-2-1-تست کنترل کیفی مقدماتی
بررسی های مقدماتی برای سنجش کیفیت پوشش برای بررسی انلاین معمولا شامل دو تست تجربی می شود که یکی شامل بررسی نقطه های زنگ زده پس از غوطه وری در کلرید سدیم 3% بمدت 3-5 دقیقه ودیگری نشستن مس فلزی ناشی از محلول سولفات مس – کلرید سدیم و هیدروکلریک اسید می باشد.
3-9-2-2- تست مقاومت به خوردگی ازمایشگاهی
تست متداول ازمایشگاهی برای ارزیابی مقاومت پوشش فسفاته شامل :1) تست غوطه وری 2)سالت اسپری 3) تست رطوبت 4) تست قطره کوچک نمک می باشد.
3-9-2-2-1- تست غوطه وری
این تست شامل تعیین زمان مورد نیاز برای ظهور خوردگی در فلز پایه ای که در محلول کلرید سدیم 3% غوطه ور شده است می باشد.تغییرات در وزن بر حسب g/m2 برای دوره های زمانی 24ساعته نیز میتواند متناسب لا میزان خوردگی پوشش باشد.
3-9-2-2-2 تست سالت اسپری
این تست شامل قرار دادن فسفاته و قطعه پرداخت شده در محلول نمکی کلرید سدیم 5% در محفظه سالت اسپری برای زمان مشخص می باشد.میزان گسترش خوردگی در قطعه خط دار شده با توجه به ASTMB11785 امتیاز دهی می شود که این معیاری برای سنجش میزان خوردگی پوشش فسفاته می باشد.
هدف اصلی از تست سالت اسپری محاسبه مقدار موثر بودن پوشش فسفاته در جلوگیری از پخش زنگ زدگی به سایر نقاط یا نقاط اسیب دیده در رنگ می باشد. این کاربرد مخصوصا در صنایع موتور ماشین مانند وسایل نقلیه ،بعنوان محیط دریایی عمل کرده و بهمراه نمک و رطوبت یخ نیز اعمال می گردد تا شرایط کشورهای سرد نیز بررسی می گردد.
3-9-2-2-3- تست رطوبت
تست رطوبت برای چک کردن کارایی در فرایندهای شستشو بکار می رود. این تست شامل قرار دادن قطعات فسفاته شده در معرض شرایطی با رطوبت بالا (90-95% رطوبت نسبی ) در دمای نسبتا بالا (42-48)درجه می باشد. ارزیابی خوردگی احتمالا تحت تاثیر نخلخل پوشش بررسی می شود. گسترش تاول ها در رنگ بر اثر حضور نمک های فسفاته در محلول و پنل های پرداخت شده زمانیکه به مدت 1000ساعت در محفظه مرطوب قرار می گیرند. با میزان خوردگی در ارتباط است.این تست حضور مواد مضر برای پوشش رنگ محلول در اب را مشخص می کند.
3-9-2-2-4- تست قطره نمک A.R.E
این تست شامل ارزیابی مقاومت در برابر خوردگی قطعات فسفاته شده با تعیین کاهش وزن پس از 5 روز در معرض شرایط مرطوب درون یک محفظه بسته با یک اسپری اب دریا در هر روز می باشد.
3-9-3- روش های تست الکتروشیمیایی
روش های الکتروشیمیایی تست پوشش فسفاته عموما شامل مطالعات پلاریزاسیون اندی در نیترات امونیوم 0.6مولار و اندازه گیری امپدانس AC در محلول کلرید سدیم 3%می باشد.
بر رسی های پلاریزاسیون اندی در نیترات امونیوم بر اساس انتقالات فعالسازی – غیر فعالسازی با بکار گیری پتانسیل می باشد.در طی پلاریزاسیون اندی در پتانسیل های منفی تر از 0.33- ولت اهن فسفاته شده برای انحلال فعال می گردد. بالاتر از این پتانسیل اولین ناحیه پسیو شده بر اثر جذب یون های هیدروکسید در سطح الکترود ایجاد می گردد. وقوع ناحیه دوم فعالسازی بر اثر جابجایی یون های هیدروکسید با یون های فسفاته موجود در سطح تماس الکترود/محلول می باشد. جانشینی یون های فسفاته جذب شده با یون های نیترات سبب می گردد سبب ایجاد ناحیه دوم پسیو شده می گردد. واضح است که این مناطق فعال و پسیو شده بر اثر رقابت و جذب های وابسته به پتانسیل انیون ها بر سطح الکترود می باشد.
مطالعات امپدانس AC شامل اندازگیری مقاومت انتقال بار ،ظرفیت لای مضاعف و امپدانس واربرگ، پارامتر هایی که شامل اهداف معادل مدل چرخه ای الکتریکی در ارتباط با رفتارهای سیستم های پوشیده شده در محیط های خورنده می باشند. گزارشات ثبت شده بر ارزیابی پوشش فسفاته بیان می دارند که این پوشش در ارتباط با میط خورنده(NACL 3.5% ) می تواند بیان کننده میزان تخلخل فلز پوشیده شده باشد.بر این اساس ،لایه فسفاته می تواند بصورت یک مهارکننده نسبی الکترودها باشد، زمانی که در تماس با محلول NACL3.5% باشد.زمانیکه ظرفیت ومقاومت بطور مستقیم و غیر مستقیم تغییر کنند،به ترتیب ، متناسب با مساحت بر اساس پارامتر های اندازه گیری ، سرعت خوردگی فسفاته های مختلف تعیین می گردد.
3-10- اثرات محیطی
پسماندهای زیادی عموما بر اثر فرایند های ابکاری بر جای می مانند.پسماند های جامد شامل حامل های پوشش ،لجن های پوشش ناشی از اسپری و تجهیزات پاک کننده ، فیلترهای مصرف شده و مواد خورنده و پاک کننده های کهنه می باشند.
لجن فسفاته عموما حاوی اهن20%wt ، روی 10%،منگنز 1-3% و نیکل کمتر از 1% و فسفات 50-55% است.از اینرو تلاش ها برای بازیافت روی ، اهن ،و فسفاته برای اماده سازی محلول های فسفاته ویا شارژ مجدد متمرکز میشود. در میان روش های متعدد جهت بازیافت لجن های فسفاته ، پیرومتالوجیکال فرایند،فرایندهای کاهشی ، برای بازیابی فلزات روی ، اهن، نیکل و بعلاوه فسفات سدیم ،فرایندهای شیمیایی مرطوب با سنگ شویی متناوب با اسید و استفاده مجدد در محلول فسفاته ، طراحی با اسید های معدنی و جداسازی جز اصلی و استفاده مجدد رایج می باشد.
پسماندهای مایع شامل ابهای به جا مانده ناشی از مراحل اماده سازی سطح ، اسپری ویا تجهیزات پاک کننده ، مواد مازاد در اماده سازی سطح و پوشش دهی می باشد. انجام سیکل بسته برای حلال های مصرفی برای کاهش هزینه های مصرفی رایج است. حلال های بر پایه اب معمولا در همان محل تصفیه مشوند تا در تصفیه خانه های عمومی.
روش نشر voc بوسیله تولید عمومی فرایند پوشش که پوشش های بر پایه حلال استفاده می شود ، نیازمند وسایل کنترل مانند واحد های کربن جاذب، کندانسورها یا کاتالیزورهای اکسایشی حرارتی می باشند.
Standard ISO 9717 استاندارد فسفاته ترجمه شده توسط جلاپردازان

STANDARD ISO 9717 استاندارد فسفاته ترجمه شده توسط جلاپردازان
امقدمه :
پوششهای تبادلی فسفاته روی فلزات آهنی ، آلومینیوم ، روی و آلیاژهای آن (شامل روی ، صفحات استیل آلیاژ شده با روی ، کادمیوم و آلیاژهای آن ) به عنوان پوشش پایانی یا به عنوان پوشش زیر لایه برای دیگر پوششها ، اعمال میشود .
اهمیت این پوشش ها به خاطر:
مقاومت به خوردگی جزیی
بهبود چسبندگی در رنگها و دیگر پوششهای آلی
تسهیل فرآیند فرم دهی سرد مانند : کشش سیم ، کشش لوله و اکستروژن
بهبود خواص اصطکاک سطح به منظور تسهیل سایش
پوششهای تبادلی فسفاته به وسیله ی عملیات پوشش دهی محلولی تولید میشوند ، ترکیب اصلی این محلولها دی هیدروژن اورتوفسفات میباشد . این پوششها اساسا بر روی فلزات پایه آهن ، آلومینیوم ، روی و کادمیوم با تفاوت در جرم واحد سطح و دانسیته ظاهری ، بسته به :
ساختار ماده و شرایط سطحی ترکیبات
عملیات مکانیکی و شیمیایی مرحله ی قبل از پوشش دهی ترکیبات
شرایط عملیاتی فسفاته
، اعمال میشوند.
تمامی پوششهای تبادلی فسفاته کمابیش متخلخل هستند اما میتوانند به وسیله ی فرایندهای سیل کاری آب بندی شوند.
پوششهای فلزی و غیر آلی دیگر : پوششهای تبادلی فسفاته فلزات
هشدار : این استاندارد بین المللی شاید در برخی از کشورها و نظام نامه های سلامت ، ایمنی و محیط زیست قابل استناد نباشد و استفاده از برخی مواد و روشها موجب آسیب به سلامتی میشود اگر روشهای ایمنی در آن اتخاذ نگردد. این استاندارد بین المللی نظامنامه های ایمنی ، سلامتی و محیط زیست را که بتوان با این استاندارد به کار برد مشخص نکرده است. این مورد جز مسئولیتهای تولیدکننده ، خریدار ، یا افرادی که از این استاندارد استفاده میکنند ، است که تمرینات پذیرفته شده مناسب سلامتی و ایمنی و محیط زیست را که سازگار با قوانین و نظام نامه های ملی و ناحیه ای و بین المللی است را تدوین کند.
چشم انداز :
این استاندارد بین المللی به طور ویژه برای پوشش دهی فلزات پایه آهن ، آلومینیوم ، روی ، کادمیوم و آلیاژهای آنها ، به منظور تولید پوششهای فسفاته معدنی مورد نیاز است که در آن تمایل به استفاده در فرایندهای متوالی به منظور حفاظت از خوردگی فلز پایه و فراهم آوری خواص ضد سایش برای سطوح سایشی ، چسبندگی پوششهای آلی و تسهیل فرایند شکل دهی سرد مورد استفاده قرار میگیرد.
مراجع اصلی :
مراجع زیر مستقلا برای کاربرد این سند مورد استفاده قرار گرفته است.
برای مراجع به روز فقط بخش ویرایش شده به کار رفته است .برای مراجع قدیمی آخرین ویرایش از سند مرجع (شامل همه تصحیحات) به کار رفته است.
ISO 1463, Metallic and oxide coatings — Measurement of coating thickness — Microscopical method
ISO 2064, Metallic and other inorganic coatings — Definitions and conventions concerning the measurement of thickness
ISO 2080, Metallic and other inorganic coatings — Surface treatment, metallic and other inorganic coatings — Vocabulary
ISO 2819, Metallic coatings on metallic substrates — Electrodeposited and chemically deposited coatings — Review of methods available for testing adhesion
ISO 2859 (all parts), Sampling procedures for inspection by attributes
ISO 3892, Conversion coatings on metallic materials — Determination of coating mass per unit area — Gravimetric methods
ISO 4519, Electrodeposited metallic coatings and related finishes — Sampling procedures for inspection by attributes
ISO 9587, Metallic and other inorganic coatings — Pretreatment of iron or steel to reduce the risk of hydrogen embrittlement
ISO 9588, Metallic and other inorganic coatings — Post-coating treatments of iron or steel to reduce the risk of hydrogen embrittlement
ISO 15724, Metallic and other inorganic coatings — Electrochemical measurement of diffusible hydrogen in steels — Barnacle electrode method
ISO 27831-1, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 1: Ferrous metals and alloys
ISO 27831-2, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 2: Non-ferrous metals and alloys
عبارات و تعاریف :
برای استفاده از این سند، عبارات و تعاریف در استانداردهای ایزو 1463 ، ایزو 2064 ، ایزو 2080 ، ایزو 2819 ، ایزو 9587 و ایزو 9588 و ضمیمه های این استاندارد ها مورد استفاده قرار میگیرد.
3.1) اسید آزاد محلولهای فسفاته :
تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =4 با استفاده از متیل اورانژ یا سیستم شناساگر معادل
3.2) درجه :
اندازه گیری اسید کل محلول فسفاته : تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =10 با استفاده از فنل فتالئین به عنوان شناساگر
3.3) فرآیند های همراه با شتابدهنده :
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک است و همچنین حاوی افزودنیهای اکسید کننده مانند نیترو گوانیدین، نیترات، نیتریت یا کلرات است که سرعت تشکیل پوشش را شتاب میدهند.
3.4)فرآیندهای بدون شتابدهنده:
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک بدون هر گونه عامل شتابدهنده است.
3.5) سیل کردن :
استفاده از پوشش مکمل بر روی سطح فسفاته شده بلافاصله پس از فسفاته کاری ، شستشو و خشک کردن ، برای تشکیل یک سیستم روانکاری یا لایه ی کاملا محافظ.
3.6) پوشش مکمل :
ماده پوشاننده ، معمولا از مواد آلی طبیعی مانند : روغن، گریس،لاک، جلادهنده، رنگ یا روانکار خشک
اطلاعاتی که باید توسط خریدار به کاربر داده شود
4.1) اطلاعات ضروری :
هنگامیکه قطعه مورد نظر قرار باشد طبق این استاندارد بین المللی فسفاته شود ، خریدار باید اطلاعات زیر را به صورت مکتوب به صورت قرارداد ، سفارش خرید یا نقشه مهندسی ارایه دهد.
الف)مرجعی به این استاندارد بین المللی ISO 9717:2010 و نمادگذاری (عبارت 5 را ببینید)
ب) فرمول اسمی ، جزییات ، طبیعت و شرایط متالورژیکی فلز پایه ، اگر این عوامل روی کیفیت سرویسدهی و یا روی ظاهر پوشش اثر داشته باشند.
ج)سطوح مورد نظر باید روی نقشه ی اجزا و یا روی نمونه علامت گذاری شده باشد
د)کد دسته بندی پوشش (5.4را ببینید)
ه)جرم واحد سطح پوشش یا ضخامت پوشش به همراه محدوده ی خطای قابل قبول و روش آزمایش مرتبط (6.4را ببینید)
و)استحکام کششی قطعات و همچنین ملزومات عملیات حرارتی پیش و یا پس از عملیات فسفاته (6.5 و 6.6 را ببینید)
ز)آماده سازی سطح مورد نیاز قبل از پوشش دهی تبادلی فسفاته (6.1 را ببینید)
ح) ظاهر سطح (6.1 را ببینید)
ط) نوع فرایند های مکمل و ملزومات آن مانند رنگ کردن ، روغن کاری، گریس، پوششهای آلی و غیره (6.7 را ببینید)
ی) نیازمندی های لازم برای آزمون ارزیابی کیفی به منظور کنترل کیفیت و پیوستگی پوشش ، روش آزمون باید در حداقل زمان قابل انجام باشد(6.9 را ببینید)
ک) روش نمونه برداری ، سطح مورد پذیرش و یا دیگر نیازمندیهای بازرسی (عبارت7 را ببینید)
4.2)اطلاعات اضافی:
همچنین اطلاعات اضافی زیر باید توسط خریدار در صورت نیاز فراهم شود:
الف) برای قطعات شکاف دار، فرایند فسفاته و یا طبیعت شتابدهنده مورد استفاده
ب) برای فولادهای استحکام بالا ، جزییات هر فرایند ویژه ی مورد نیاز
ج) خواص پوشش مانند نمایه سطح و اندازه کریستال
د) هر نیازمندی دیگر مانند: فرایند شستشوی آبشاری و یا حذف پوشش مکمل قبل از آزمون خوردگی نمونه ها. (6.3.1 و 6.8 و 6.9 و پیوست "و" را ببینید)
نمادگذاری :
5.1) کلیات:
نمادگذاری باید روی نقشه های مهندسی، سفارش خرید ،در قرارداد یا در مشخصات دقیق محصول نمایان باشد.
نمادگذاری به ترتیب ، فلز پایه ، آلیاژ مشخص (اختیاری) ، ملزومات تنش زدایی ، ضخامت (یا جرم) و ترکیب پوشش فسفاته ، عملیات حرارتی برای کاهش تردی هیدروژن محتمل و عملیاتها شامل نوع پوشش مکمل مشخص میشود.
5.2) جزییات نمادگذاری:
نمادگذاری پوشش به فلز پایه و نوع و ضخامت پوشش مناسب برای هر شرایطی از سرویس دهی مشخص میشود و شامل موارد زیر است:
الف) اصطلاح "پوشش تبادلی فسفاته" ، شماره استاندارد بین المللی ISO 9717 در ادامه با "-" مشخص میشود.
ب) نماد شیمیایی فلز پایه (یا برای فلز اصلی اگر یک آلیاژ باشد) به وسیله ی ممیز (/) مشخص میشود
- Fe برای آهن یا فولاد
- Zn برای روی یا آلیاژهای روی
- Al برای آلومینیوم و آلیاژهای آن
- Cd برای کادمیوم
ج) نماد SR (5.3 را ببینید) ، در صورت لزوم به همراهی ممیز می آید.
د) یک نماد برای توصیف نوع پوشش
ه) عددی که جرم پوشش واحد سطح را بر حسب گرم بر متر مربع مشخص میکند به همراه ممیز می آید.
و)یک نماد که عملیات های اضافی برای پوشش مکمل لایه ی فسفاته را مشخص میکند ، به همراه ممیز می آید.( جدول ه.1 را ببینید)
ز) نمادER (5.3 را ببینید) در صورت لزوم به همراه ممیز بیاید.
ح) یک نماد که هرعملیات اضافی برای پوشش مکمل لایه ی فسفاته را مشخص میکند.
ممیز(/) برای جدا کردن داده های هر زمینه ،در نمادگذاری که مرتبط با مراحل متوالی مختلف فرایند است، مورد استفاده قرار میگیرد. دو فاصله یا دو ممیز نشان میدهد که در فرایند یا نیازی به مرحله ای نبوده یا حذف شده است.
اگردر فرایند مکمل سیل کاری صورت گیرد نماد باید به صورت Fe/ZnMepH25/X/Y باشد که در آن ZnMepH نشاندهنده ی فسفاته فلزی، که روی به عنوان فلز اصلی ساختار پوشش فسفاته دوکاتیونی است.
برای مثال 25 گرم بر متر مربع ، جرم پوشش بر واحد سطح است و X و Y نمایشدهنده ی کد پوشش مکمل است که در جدول و.1 داده شده .
توصیه میشود که آلیاژ مشخص به نماد نماد استانداردش که به دنبال آن علامت شیمیایی فلز پایه می آید ، مشخص شود برای مثال عدد UNS (سیستم شمارگذاری یکپارچه برای آلیاژها) آن یا اکی والان ملی یا منطقه ای میتواند بین دو علامت <> قرار گیرد. برای مثال Fe<G43400> نماد UNS برای یک فولاد استحکام بالا است. (به مرجع [6] در مراجع مراجعه شود).
5.3) نمادگذاری ملزومات عملیات حرارتی:
ملزومات عملیات حرارتی باید در براکت ([]) و به صورتی که در زیر آمده بیاید:
الف) حروف SR برای عملیات حرارتی تنش زدایی قبل از آبکاری الکتریکی و حروفER برای عملیات آزادسازی تردی هیدروژنی پس ازآبکاری الکتریکی می آید.
ب) در پرانتز ها حداقل دما در واحد سانتی گراد می آید.
ج) مدت زمان عملیات حرارتی بر حسب ساعت
برای مثال [SR(210)1] بدون مربع براکت، عملیات حرارتی تنش زدایی در 210 درجه ی سانتی گراد به مدت 1 ساعت.
مثال 1 نماد یک پوشش از نوع فسفات روی (کلاس II) که روی آهن یا فولاد با نسبت جرم به واحد سطح 5گرم بر متر مربع با عملیات ثانویه سیل کردن غیر آلی (T2) و پوشش آلی یا جلا دهی (T1)
پوشش تبادلی فسفاته بر اساس ISO 9717–Fe/ZnpH5/T2/T1
مثال 2 نماد یک پوشش 5 گرم بر متر مربع فسفاته روی، روی آهن یا استیلی (Fe) که قبل از پوشش دهی فسفاته برای 3 ساعت در دمای 200 درجه ی سانتی گراد تنش زدایی شده و پس از پوشش دهی فسفاته، عملیات حرارتی برای آزادسازی هیدروژن تردی به مدت 8 ساعت در دمای 190 درجه ی سانتی گراد [ER(190)8] شده و سیل غیر آلی داده شده (T2) و یک عملیات مکمل پوشش دهی مثلا پوشش دهی آلی (T1)
پوشش تبادلی فسفاته بر اساس ISO 9717–Fe/SR(200)3/ZnpH5/T2/T1
5.4) طبقه بندی پوششها تبادلی فسفاته
طبقه بندی پوششها تبادلی فسفاته برای اجزائ فولادی توسط خریدار، برای مشخص شدن درجه ی محافظت لازم یا جایی که اجزا در حین مونتاژ بعدی تغییر شکل میدهند پس از کار عملیات مکمل، مورد استفاده قرار میگیرد.
بیشترین محافظت خوردگی (بزرگتر مساوی 7.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی منگنز یا آهن است و جرم آن بزرگتر مساوی 7.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص یا فرایند بدون شتابدهنده تولید میشو . این دسته هنگامیکه پوشش مکمل سیل کاری با روغن یا گریس شده باشد و بیشترین مقاومت به خوردگی (مقاومت به سایش) مطلوب باشد، مورد استفاده قرار میگیرد.استفاده از این پوشش در زیر پوششهای آلی، با جلا دهنده ها و لاکها روی قطعات تخت با ضخامت کمتر از 1 میلی متر توصیه نمی¬شود.
هدف حفاظت عمومی (بزرگتر مساوی 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی است و جرم آن بزرگتر مساوی 4.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص تولید میشود. این دسته از پوشش به منظور اهداف حفاظت عمومی به عنوان زیر لایه پوششهای آلی مورد استفاده قرار میگیرد که ممکن است پوششهای دسته ی I به جای پوششهای دسته II به جز قطعات صفحه ای نازک به کار گرفته شوند.
فرایند قطعات فولادی صفحه ای نازک (1.5 تا 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 1.5 تا 4.5 گرم بر متر مربع است. این پوشش معمولا با استفاده از سیستم پاشش به همراه انواع شتابدهنده تولید میشود. این دسته معمولا برای عملیات روی قطعات فولادی صفحه ای به عنوان زیر لایه برای پوشش های آلی ، جلا دهنده یا لاک به منظور میزان حفاظت بالا مورد استفاده قرار میگیرد.
برای تشکیل پوشش زیرلایه ی پوششهای آلی یا لاک (0.2 تا 1.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 0.2 تا 1.5 گرم بر متر مربع است. این دسته از پوششها برای قطعاتی که برای کاربردهای خاص پس از اعمال پوششهای آلی جلادهنده یا لاک باید تغییر شکل بیابد ، مورد استفاده قرار میگیرد.
پوششهای دیگری شامل فسفاته روی تصحیح شده با آهن یا نیکل و یا منگنز وجود دارند. فلز تصحیح کننده معمولا به صورت نمک دوتایی مانند Zn2Me(PO)4. 4H2O موجود است که Meدر آنFe(II) ، Ni یا Mn را نشان میدهد. اگر روی، فلز اصلی ساختار پوشش باشد به منظور جلوگیری از سردرگمی با نماد مجزا نمایش داده نمیشود ، فلز قطعه پایه نیز در ساختار پوشش تبادلی شرکت میکند.
ملزومات
6.1) آماده سازی سطح
تمام موارد باید طبق استاندارد ISO 27831-1 یا ISO 27831-2 برای تولید یک سطح تمیز از نظر شیمیایی آماده شده باشد. در غیر این صورت باید توسط خریدار مشخص گردد. مواردی با خمها ، درز یا شکاف به توجه ویژه برای اطمینان از حذف روغن ، گریس یا دیگر مواد خارجی نیازمندند. روش پاک کردن باید با توجه اثر آن روی خواص قطعه و تشکیل پوشش فسفاته با کیفیت مطلوب انتخاب گردد .
پس از پاکسازی قلیایی یا اسیدی ، قطعات باید توسط آب گرم یا سرد به منظور حذف باقیمانده مواد تمیزکننده که ممکن است روی کیفیت پوشش یا کارایی محلول فسفاته اثرگذار باشند ، شسته شوند. زمانی که از روش اسیدشویی استفاده میشود. استفاده از محلولهای محتوی عوامل ترکننده یا بازدارنده ها ، استفاده از محلول اسیدی غوطه وری بدون عوامل ترکننده یا بازدارنده یا به وسیله ی غوطه وری قطعات در محلول قلیایی مناسب، به منظور حذف فیلمهای جذب شده باید حتما مد نظر قرار گیرد.
فرایندهای اسیدی یا قلیایی قوی میتوانند منجر به تشکیل پوشش فسفاته با کریستالهای زبر (درشت) با کیفیت پایین شوند. ممکن است ازعملیات مکمل آماده سازی به منظور جلوگیری از ایجاد پوشش زبر استفاده شود . عملیات آماده سازی مکمل به منظور حذف تمامی ضایعات باقیمانده اسید یا محلول قلیایی مورد استفاده قرار میگیرد به طور مثال یک محلول قلیایی متوسط می تواند تمام باقیمانده اسید و یک محلول اسیدی متوسط ، تمام باقیمانده محلول های قلیایی را میتواند حذف کند(4-1.ز را ببینید)
یک شستشوی آماده سازی (فعال سازی) به طور معمول قبل از فسفاته به منظور ایجاد یک سطح مطلوب برای تشکیل پوشش با دانه های ریز بدون شستشوی بعدی مورد استفاده قرار میگیرد . مواد بر پایه ی نمکهای تیتانیوم نیز مورد استفاده قرار میگیرند و از منابع مختلف قابل دسترسند . همچنین استفاده از تمیزکننده های قلیایی متوسط ترکیبی به صورت پاشش نیز امکان پذیر است و بنابراین نیاز به محلول جداگانه فعال کننده مرتفع میگردد. به هر حال در این مورد شستشوی قبل از فسفاته ضروری است.
6.2) پوشش تبادلی فسفاته
فقط فرایندهایی که از نظر این استاندارد بین المللی دارای صلاحیت هستند باید مورد استفاده قرار گیرند .
مواد ترکیبی ساخته شده آهنی وغیر آهنی ( مانند Al , Mg , Ni ) باید قبل از سرهم کردن (Assembly) قطعات آنها، فسفاته شوند . این موارد میتوانند فسفاته روی شوند و وان باید برای این نوع کاربرد تصحیح شود . استثنائات شامل مواد ترکیبی ازجمله مواد با پایه روی یا با پایه مس (مواد با پایه مس نباید بیش از 10% سطح کلی را تشکیل دهد) است و اتصالات تحت نفوذ محلول فسفاته قرار میگیرند.
برای فولاد استحکام بالا و استحکام کششی بزرگتر مساوی 1000 مگاپاسکال فرایند همراه با شتابدهنده معمول بدون حضور مس استفاده میشود . به طور معمول از فولاد برای ساخت سیستم استفاده میشود و باید دقت شود که از مواد نا مناسب ذر ساختار سیستم استفاده نشود . مانند مبدل گرمایی ،مسی یا برنجی، که ممکن است محلول فسفاته را آلوده کنند و اثر بدی روی پوشش فسفاته نیز بگذارند.
لایه فسفاتهباید از نظر ظاهر یکنواخت و مات باشد و هرگونه روزنه، مناطق بدون پوشش ، خراشیدگی، باقیمانده های سفید و پودری وجود نداشته باشد . تفاوت بین رنگ یا سایه در مناطق مختلف یا از یک قطعه به دیگری ، دلیلی برای رد قطعه نیست . تغییرات کوچکی که در ظاهر فسفاته ایجاد شده ، به طور مثال به وسیله ی تغییر در مواد پایه یا تماس با قلاب ها در فرآیند فسفاته کاری معمول هستند و معمولا مشخص کننده تغییرات مهم در عملکرد نیستند.
روش کاربرد و تعیین مشخصه های پوشش تبادلی فسفاته در پیوست الف داده شده است.
6.3) فرایند های پس از فسفاته:
پس از فسفاته، اگر مشخص شده باشد، به صورت زیر قطعات شسته ، رنگ و خشک میشوند.
6.3.1) شستشو
پس از فسفاته، شستشوی کامل با آب به منظور حذف نمکهای محلول که تمایل به ایجاد تاول در زیر پوشش رنگ دارند انجام میگیرد. قطعات به ویژه قطعات شکاف دار، خم دار، درزدار که در عملیات فسفاته کاری همراه با شتابدهنده قرار گرفته اند، باید به صورت زیر شستشو شوند.
الف) پس از فرایند فسفاته با شتابدهنده قطعات باید کاملا شسته شوند، ابتدا در آب سرد جاری و سپس در آب داغ با دمای حداقل 75 درجه ی سانتی گراد ودر آخر با محلول رقیق کرومیک که در زیر تشریح شده است شسته شوند. رسوبات شیمیایی ایجاد شده در آب به وسیله ی یک جریان آب با بازدهی مناسب در شستشوی آب سرد و با تعویض دوره ای آب گرم حذف میشوند. اسیدیته آب گرم نباید در آزمون با محلول سدیم هیدروکسید معادل با استفاده از pHمتر کالیبره شده مناسب یا روش مناسب دیگر بیش از 0.75 میلی لیتر یا 0.4% وزنی باشد.
فرایندهای جایگزین شستشوی کرومیک اسید مانند سیستم های بر پایه سیلان اسید ممکن است به منظور کنترل مناسب و کارای فرایند مورد استفاده قرار گیرند.
ب) پس از فرایند بدون شتابدهنده قطعات در آب سرد جاری شسته و سپس در آب گرم (حداقل 65 درجه ی سانتی گراد ) یا در محلول رقیق داغ کرومیک (حداقل 65 درجه ی سانتی گراد ) شسته میشوند .
محلول شستشوی کرومیک به طور معمول شامل 15 تا 50 گرم اسید کرومیک یا کروماته فلزات قلیایی یا دی کرومات فلزات قلیایی یا مخلوطی هم ارز از اسید کرومیک و اسید فسفریک در صد لیتر آب است . غلظت بالاتر از مقداری که ذکر شده ، روی سطوح تماسی یا اجزای خطرناک مورد استفاده قرار نمیگیرد ، در دیگر موارد که نمیتوان از پوششهای آلی استفاده کرد غلظت بالاتر اسید کرومیک ، کرومات یا دی کرومات شاید بیش از 500 گرم در صد لیتر آب مورد استفاده قرار گیرد ،که این غلظت ها نتایج سودمند کلی در بر دارند .
(!) هشدار : تماسهای دستی متوالی با قطعاتی که به وسیله ی محلول کرومیک شستشو شده اند برای سلامتی زیانبار است.
ج) آبهای شستشوی گرم یا سرد که در فرایندهای با شتاب دهنده و بدون شتاب دهنده مورد استفاده قرار میگیرد نباید محتوی کلریدی که به صورت یون کلرید محاسبه میشود و روش آن در پیوست "ب" توصیف شده است ، بیش از نیم گرم بر لیتر باشد.
6.3.2) رنگ کردن
قطعاتی که باید رنگ شوند باید به وسیله ی رنگدانه های محلول در آب در این مرحله رنگ آمیزی شوند (4.1.ی را ببینید) رنگ آمیزی با رنگهای ملایم(smooth) باید پش از خشک کردن انجام گیرد .
6.3.3) خشک کردن
قطعات پس از شستشوی کامل خشک می شوند ، خشک کردن سریع نیز به ویژه برای قطعات دارای درز ، شکاف ، و غیره مورد استفاده قرار میگیرد.
6.3.4) شناسایی نوع پوشش تبادلی فسفاته
جزییات روش شناسایی پوششهای فسفاته تبادلی در پیوست "ج" توصیف شده است.
6.4) ضخامت پوشش
جرم پوشش نسبت به ضخامت بر طبق ISO-3892 اندازه گیری میشود و باید پس از فسفاته کردن شستشو و خشک کردن و قبل از عملیات حرارتی و سیل کاری تعیین گردد.( 5.4 را ببینید)
برای اهداف تضمین کیفی وسایلی که به صورت مستقیم جرم پوشش بر واحد سطح را اندازه گیری میکنند مورد استفاده قرار میگیرد . این در حالی است که این وسایل باید بر طبق پوششهای استانداردی که دارای جرم واحد سطح مشخص هستند کالیبره شوند . در مورد پوششهای ضخیم ، مقدار پوشش فسفاته بعضی وماقع به صورت ضخامت پوشش به ویژه برای اهداف کنترل کیفی بیان میشود استفاده از این جایگزین (و انتخاب روش آزمون مرتبط) باید با توافق خریدار انجام گیرد (4.1.ه را ببینید)
اگر نیاز باشد دیگر خواص پوشش مانند نمایه ی سطح و اندازه کریستال شاید ذکر شود.( 4.2.د را ببینید)
اگر فرایند های ویژه ای مورد استفاده قرار گیرد، تغییرات ابعادی برآمده از فرایند فسفاته، حداکثر افزایش 8میکرومتر بر سطح میشود، که به مشخصات فرایند انتخاب شده و به محدودیتهای ذاتی فرایند های کاربری تولید تجهیزات وابسته است.
انحراف از شرایط مشخص کاری در محلول فسفاته میتواند منجر به حملات بیش از حد به قطعه به همراه کاهش ابعادی محتمل و ایجاد پوشش نا منطبق با پوشش مورد نظر شود.
ابعاد قطعه نهایی باید ابعاد قطعه پس از عملیات فسفاته و قبل از هرگونه کاربرد و پوشش مکمل باشد. زمانیکه فسفاته به منظور ایجاد خواص ضد سایش برای سطوح سایشی استفاده میشود، پوشش در طول دوره ی عملیات کاربردی تثبیت میشود و در نتیجه هیچ ماشینکاری منحصربفردی معمولا برای فسفاته در نظر گرفته نمیشود.
6.5) عملیات حرارتی تنش زدایی قبل از تمیزکاری و فسفاته
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند و شامل تنش کششی که علت آن، ماشینکاری،آسیاب کردن(سایش) ، سخت کاری یا عملیات فرم دهی سرد است، باید قبل از مراحل تمیزکاری و فسفاته کاری، به منظور تنش زدایی عملیات حرارتی شوند.
روش ها و طبقه بندی های عملیات حرارتی تنش زدایی باید مطابق ISO-9587 باشند، مگر اینکه به طرق دیگر توسط خریدار مشخص شوند.
وقتی که یک عملیات حرارتی برای تنش زدایی قبل از فسفاته کاری مشخص میشود ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش، همانگونه که در 5.3نشان داده شده است، گنجانده شود
فولاد همراه با اکسید یا زنگ ، باید قبل از عملیات پوشش دهی تمیز شوند. برای فولادهای فوق مستحکم (مساوی یا بزرگتر از 1000 مگا پاسکال )، عملیات تمیزکاری مکانیکی نسبت به عملیات پاک کننده های غیر الکترولیتی و آندی قلیایی ، مطلوب است چون از خطر تردی هیدروژنی در مرحله ی تمیزکاری اجتناب میشود.
6.6) عملیات حرارتی آزادسازی هیدروژن تردی پس از فسفاته کاری
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند مثل قطعاتی با سختسازی سطحی ، باید طبق روشها و طبقه بندی ISO-9588عملیات حرارتی هیدروژن تردی زدایی شوند، مگر به طرق دیگر توسط خریدار مشخص شوند.
هر عملیات حرارتی برای آزاد سازی هیدروژن تردی باید قبل از عملیات پوشش دهی مکمل انجام شود.
وقتی یک عملیات حرارتی برای آزادسازی هیدروژن تردی پس از فسفاته کاری مشخص میگردد ، ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش ، همانگونه که در 5.3 نشان داده شده است، گنجانده شود
اثرگذاری عملیات حرارتی آزادسازی هیدروژن تردی توسط روشهای آزمون توضیح داده شده در ISO-10587[4] و ISO-15724 اندازه گیری میشود. مگر به طرق دیگر توسط خریدار مشخص شوند.
عملیات حرارتی تردی در دماهای بالاتر ممکن است باعث تغییرات رنگ و آب زدایی پوشش فسفاته شود که برایند آن پایین آوردن مقاومت به خوردگی است.
6.7) عملیاتهایی برای پوشش دهی مکمل
در جاییکه قطعات نیازمند به لایه های مکملی از جلادهنده ، لاک ، سیستمهای پوشش دهی آلی هستند و در نتیجه ایجاد فاصله زمانی بین فسفاته کاری و اولین مرحله ی عملیات برای پوشش دهی مکمل اجتناب ناپذیر است، قطعه فسفاته شونده باید تحت شرایطی قرار گیرد که از آلودگی یا چگالش رطوبت روی سطح اجتناب به عمل آید.
بلافاصله پس از شستشو، خشک کردن و عملیات حرارتی آزادسازی تردی هیدروژنی، پوشش فسفاته با استفاده از پوشش دهی مکمل، سیل میشود (جدول و-1را ببینید) . نوع پوشش دهی مورد نیاز (مانند روغن ، گریس ، پوششهای آلی و غیره ) و جلا دهی ، لاک یا پوششهای آلی ، جرم یا ضخامت پوشش باید مورد تایید خریدار قرار بگیرد.( 4-1.ه و 4-1.ط را ببیند)
وقتی پوشش رنگدانه های آلی به صورت ضخیم روی دسته ی 1 و دسته 2 پوششهای فسفاته اعمال شوند، ممکن است نفوذ کامل انجام نگیرد و منجر به کاهش چسبندگی به ویژه در شرایط پویا شود.
زمانیکه فیلم فسفاته با پوششهای مکمل پوشانده میشود باید در نظر داشت که از پوششهای آلی جلادهنده با ویسکوزیته پایین و نفوذپذیر سازگار با پوششهای آلی ، پس از پوشش فسفاته استفاده شود
6.8) چسبندگی پوششهای تبادلی فسفاته
هنگامیکه عملکرد پوشش تبادلی فسفاته در زمینه ی مقاومت به خوردگی باشد ، فرایند های فرعی نیز مورد نیاز است. راهنمایی لازم برای اطمینان از چسبندگی خوب پوششهای آلی ، جلادهنده ها و پوشش های مرتبط بر روی پوششهای تبادلی فسفاته، و بهبود مقاومت به خوردگی فلز پایه ، در پیوست الف داده شده است . اگر قطعات فسفاته شده تحت فرایند پوششهای آلی ، جلادهنده ها و پوششهای مشابه قرار گیرند در ابتدا باید در آب تمیز و سپس در آب دیونیزه(یون زدایی شده) شستشو شده باشند، به طوری که از عدم وجود ناخالصیهای محلول در آب از مرحله ی قبل فرایند و غیره که موجب تاول زدن پوشش نهایی اعمال شده شود، اطمینان یابد. همچنین عدم وجود آلودگیهای دیگر مانند جای دست ، به منظور دستیابی به پوشش مناسب آلی مهم است .
6.9) آزمون ارزیابی کیفی پوششهای تبادلی فسفاته
برای ارزیابی کاربری پوشش تولید شده در فرایند مرطوب پیوسته در شرایط محیطی سخت، آزمون قطره نمک، (پیوست د و منبع [1] در منابع را ببینید) به جز موارد استثناء که توسط خریدار مشخص شده است باید انجام گیرد. برای ارزیابی، و به منظور فراهم آوردن تجهیزات مناسب برای کنترل پیوستگی و کیفیت پوشش ایجاد شده به وسیله ی فرایند فیلم مرطوب از روش آزمون پاشش نمک خنثی (مه) (ضمیمه ه و منابع [2] و[7] در مراجع را ببینید)به جز موارد استثناء شده توسط خریدار، استفاده کنید .
در تمام موارد حداقل زمان آزمون، قبل از ظهور اولین نشانه های محصولات خوردگی قطعه پایه ، نوع ارزیابی و روش حذف پوشش مکمل قبل از آزمایش قطعات نمونه مورد نیاز است و باید توسط خریدار مشخص شود.( 4.1.ی را ببینید)
بسته به ترکیب مورد استفاده در پوشش مکمل قبل از ظهور اولین نشانه های خوردگی ، زمان مصرفی کنده شدن پوشش میتواند در نظر گرفته شود .
آزمونهای پاشش قطره نمک و پاشش نمک خنثی (مه) ابزارهایی جهت کنترل پیوستگی و کیفیت پوشش فراهم میکنند و جز آزمونهای خوردگی فلزات نیستند.
مدت زمان و نتیجهی این آزمونها شاید ارتباط کوچکی به عمر مفید قطعه پوشش شده در بر داشته باشد و بنابراین نتایج بدست آمده نباید به عنوان نشانهی مستقیمی از مقاومت پوشش در اتمسفر سخت، در تمام محیطهایی که ممکن است این پوشش مورد استفاده قرار گیرد در نظر گرفته شود.
به علاوه عملکرد مواد مختلف در آزمون نباید به عنوان نشانهای مستقیم از مقاومت نسبی در محیطهای شدیدا خورنده این مواد در سرویس دهی در نظر گرفته شود.
نمونه برداری
روش نمونه برداری باید از روشهای مشخص شده در ISO-2859 یا ISO-4519 به جز مواردی که به وسیله ی خریدار مشخص شده باشند انتخاب گردد (4.1.ک را ببینید)
خریدار باید درجه ی پذیرش را مشخص کند.
پیوست الف
(آموزشی)
روش¬های اجرا، مشخصات و اهمیت پوشش¬های تبادلی فسفاته
الف-1- کلیات
پوشش¬های تبادلی فسفاته به وسیله¬ی عملیات با محلول¬هایی ایجاد می¬شوند که جزء اصلی آن¬ها مقدار مناسبی از دیهیدروژن اورتوفسفات¬ها است. تمام پوشش¬های تبادلی فسفاته کم و بیش متخلخل هستند ولی می¬توان آن¬ها را با عملیات مناسب سیل کاری تکمیلی، به طور قابل توجهی آب¬بندی کرد.
الف-2- روش¬های کاربرد
فسفاته¬کاری معمولاً به وسیله¬ی غوطه¬وری قطعه در یک حمام پوشش¬دهی و هم زدن محلول در صورت نیاز ، یا از طریق خطوط پیوسته حجیم یا پاشش محلول پوشش، انجام می¬شود. عملیات نورد ممکن است برای ورق¬ فولادی گالوانیزه و یا غیر گالوانیزه انجام گردد.
در مورد برخی از فولادهای کم آلیاژ مانند فولاد کروم- مولیبدن-وانادیم و مس-سیلیسیم-مولیبدن-وانادیم بهترین پوشش¬های فسفاته به وسیله¬های محلول¬های همراه با شتاب دهنده به دست می¬آیند. در گذشته برای به دست آوردن پوشش¬های فسفاته¬ی قابل قبول بر روی برخی از انواع این فولادها مخصوصاً در حالت آهنگری شده مشکلات مهمی وجود داشت؛ و احتمالاً ضروری است که یک روش جایگزین برای محافظت آن¬ها پیدا کرد.
غلظت اسید آزاد در محلول¬های فسفاته می¬تواند به طور محسوسی بر کیفیت پوشش فسفاته¬ی فولادهای آلیاژی تاثیر بگذارد؛ مانند انواع فولادهای نیکل-کروم-مولیبدن و ماریجینگ (نیکل-کبالت-مولیبدن-تیتانیم). انتظار می¬رود که نسبت درجه اسید آزاد حداقل 6 به 1 حفظ شود تا پوشش-های قابل قبولی به دست آید و از حملات ناخواسته و یا حفره دار شدن فولاد در حین عملیات فسفاته جلوگیری شود. سطح اسید آزاد در محلول فرآیند که در دمای ثابت کاری و در حالتی که از آن استفاده نمیشود، تمایل به افزایش دارد. می¬توان این مورد را با قرار دادن خرده¬های فولاد تمیز، پشم استیل و یا پودر آهن ریزدانه کاهش داد. افزودن پودر آهن به محلول فسفاته می¬تواند منجر به یک واکنش شدید شود. بهتر است پودر آهن در مقادیر کم اضافه گردد و قبل از افزودن پودر آهن بیشتر، اجازه کاهش سرعت واکنش داده شود.
قطعات فسفاته شده سپس با آب شسته می¬شوند، خشک می¬گردند و بر اساس کاربرد مورد نظر، تحت عملیات مکمل مناسب قرار می¬گیرند.
لجن به عنوان یک محصول جانبی عادی در واکنش فسفاته کاری تشکیل می¬شود. این لجن معمولاً در فرآیند مانعی ایجاد نمی¬کند ولی هم زدن حمام نباید به گونه¬ای باشد که لجن بر روی قطعه ته نشین شود. فیلتر کردن محلول حمام از ته نشین شدن لجن بر روی قطعات جلوگیری می¬کند.
الف-3- مشخصات انواع مختلف پوشش¬های تبادلی فسفاته
ظاهر، بلورینگی، رنگ و یکنواختی معمول انواع اصلی پوشش¬های تبادلی فسفاته در بزرگنمایی 6برابر در جدول الف-1 آمده است.
جدول الف .1-مشخصات پوشش¬های تبادلی فسفاته
وزن پوشش بر واحد سطح g/m¬2 ظاهر معمول پوشش نماد پوشش نوع پوشش ایجاد شده جزء اصلی حمام فسفاته
Cd Zn Al Fe
1 تا 20 3/0 تا 10 1 تا 30 خاکستری روشن تا خاکستری تیره Znph فسفات روی Zn(H2PO4)2
- 1 تا 10 - 1 تا 30 خاکستری روشن تا خاکستری تیره ZnCaph فسفات روی-کلسیم Zn(H2PO4)2 Ca(H2PO4)2
- - - 1 تا 30 خاکستری تیره تا سیاه Mnph فسفات منگنز Mn(H2PO4)2
- 2/0 تا 2 >5/0 2/0 تا 5/1 پوشش¬های آمورف از 1/0 تا 1 g/m2: رنگین کمانی مانند مایل به زرد تا آبی خاکستری
پوشش¬های حدود 1 g/m2 :
خاکستری Feph فسفات فلز تحت عملیات (بعلاوه اکسیدهای آهن در صورت استفاده از مواد آهنی) Me(l)(H2PO4)2a
aMe(l) نشان دهنده کاتیون یک فلز قلیایی و یا (NH4)+ است.
الف-4- اهمیت و چسبندگی پوشش¬های تبادلی فسفاته
الف-4-1- شکل دهی سرد
پوشش¬های تبادلی فسفات روی برای کمک به شکل دهی سرد ترجیح داده میشوند. راهنمای جرم به ازای واحد سطح این پوشش برای انواع کاربردها در جدول الف.2 آمده است.
پوشش¬های فسفات روی باید پس از آبکشی، توسط عمل آوری با یک محلول قلیایی ضعیف خنثی شوند.
می¬توان روانکاری صابونی را به وسیله غوطه¬وری در یک محلول مناسب صابون (کشش لوله، فرم دهی سر(heading) سرد و اکستروژن سرد، کشش عمیق) و یا پودر صابون خشک (کشش سیم) انجام داد.در روش غوطه¬وری، صابون با لایه¬ی فسفات روی واکنش می¬دهد و استئارات روی بر سطح پوشش فسفات روی ظاهر می¬شود. پیش از روانکاری با صابون خشک، می¬توان سیم¬ها را در یک محلول قوی بوراکس یا آهک فرو برد تا به عنوان یک حامل برای روانساز عمل کند.
جدول الف-2- وزن پوشش تبادلی فسفات روی به ازای واحد سطح برای کمک به شکل دهی سرد
کاربرد وزن به ازای واحد سطح پوشش g/m2
کشش مفتول فولادی 5 تا 15
کشش لوله¬های فولادی جوشکاری شده 3 تا 10
کشش لوله¬های دقیق فولادی 4 تا 10
هدینگ سرد و اکستروژن سرد 5 تا 20
کشش عمیق بدون کاهش ضخامت جداره 2 تا 5
کشش عمیق با کاهش ضخامت جداره 5 تا 15
الف-4-2- عمل سایش
پوشش¬های فسفات منگنز معمولاً برای تسهیل عمل سایش ترجیح داده میشوند.در جدول الف.3 وزن پوشش پیشنهادی به ازای واحد سطح برای کاربردهای مختلف آمده است.
همچنین بهتر است که عوامل زیر در نظر گرفته شود:
آ) اگرچه پوشش¬های فسفات منگنز به طور کلی ترجیح دارند، پوشش¬های دیگر مانند فسفات روی نیز مناسب هستند؛ به خصوص در سطوح کم پوشش. نوع پوشش انتخاب شده وابسته به تنش¬های وارد بر پوشش ناشی از کاربرد نهایی مورد نظر، است.
ب) سطح پوشش مورد استفاده، به تغییرات ابعادی اجزای پوشش داده شده در قطعه¬ی سرهم شده وابسته است.
این قبیل پوشش¬ها معمولاً در محل اتصال قطعات با یکدیگر همراه با یک روانساز مناسب استفاده می¬شوند.
جدول الف-3- وزن پوشش تبادلی فسفات منگنز به ازای واحد سطح برای کمک به عمل سایش
کاربرد وزن پوشش به ازای واحد سطح g/m2 توضیح
قطعات با فواصل کوچک، مانند پیستون¬های کمپرسور یخچال 3 تا 5 پوشش تمام فسفات منگنز (حمام فاقد آهن)
قطعات با فواصل زیاد، مانند چرخ دنده¬ها، کران ویل¬ها و دنده پینیون و دیفرانسیل. 5 تا 20 پوشش فسفات منگنز آهن (حمام حاوی آهن)
الف-4-3- چسبندگی پوشش¬های تبادلی فسفاته به منظور بهبود مقاومت به خوردگی
جدول الف.4 به بررسی اهمیت وزن پوشش به ازای واحد سطح پوشش¬های تبادلی فسفاته، جهت تامین چسبندگی خوب برای سیستم¬های پوشش آلی، جلادهنده¬ها و پوشش¬های مربوط به بهبود مقاومت به خوردگی می¬پردازد.
جدول الف -4- چسبندگی پوشش¬های تبادلی فسفاته جهت بهبود مقاومت خوردگی
موارد استفاده و کاربردها پوشش¬های تکمیلی پوشش فسفاته فلز پایه
وزن پوشش به ازای واحد سطح g/m2 عملیات ترجیحی
محافظت خوردگی در حمل و نقل و انبار طولانی مدت. روغن¬های محافظ یا واکس، به مقدار لازم، پس از رنگ کردن پوشش >5 ولی بهتر است که <10 باشد ZnphMnph
Feph مواد آهنی
محافظت طولانی مدت در محیط خشک (بدون چگالش). محافظت در هوای آزاد همراه پوشش رویی. >5 ZnCaph
بدنه¬ی وسایل نقلیه، یخچال و اتاقک ماشین ظرفشویی. پوشش¬های آلی، جلادهنده¬ها و پوشش¬های وابسته 1 تا 10 ZnphZnCaph مواد آهنی، روی آلومینیوم، کادمیم
بدنه¬ی وسایل نقلیه، صفحات و ورق¬هایی که پس پوشش دهی آلی شکل داده می¬شوند، و به خصوص در جایی که بعد از یک پس عملیات آلی، خم کردن انجام می¬شود. 5/1 تا 5/4 Znph روی
محافظت موقت در یک محیط خشک (بدون چگالش). انبار کوتاه مدت داخل کارگاه برای قطعات ماشین (<24ساعت). هیچ 2/0 تا 5/1
5/1 تا 5/4 Feph
Znph مواد آهنی
پیوست ب
(آموزشی)
تعیین آلودگی آب شستشو
ب.1. آزمون¬های ضروری برای محلول¬های فرآیند
ب.1.1 محلول¬های مورد نیاز
آ) سدیم هیدروکسید: %4/0(جرمی) محلول سدیم هیدروکسید
ب) شناساگر فنل فتالئین: 5/0 گرم فنل فتالئین را در ml50 اتانول حل کرده و با آب مقطر تا ml 100 رقیق کنید.
ب.2.1. روش کار
محتویات حمام شستشو را هم زده، حدود ml 100 از محلول را برداشته و تا دمای اتاق خنک کنید. از محلول خنک شده ml 50 را برداشته و داخل یک ارلن ml 300 و یا ظرف شیشه¬ای مناسب دیگری بریزید. سپس چند قطره از شناساگر فنل فتالئین به آن افزوده و با محلول %4/0 (جرمی) سدیم هیدروکسید تیتراسیون را انجام دهید تا یک رنگ ثابت بنفش کمرنگ ظاهر شود.حجم محلول تیتراسیون مصرفی نباید از ml 75/0 تجاوز کند.
ب.2. آزمون کلرید در آب شستشو
ب.1.2. این آزمون برای تعیین زمان رسیدن غلظت کلرید به بیش از g/l 5/0 در آب شستشو طراحی شده است. می¬توان از آزمون¬های جایگزین نیز استفاده کرد؛ به شرط آن که کارآیی و تکرارپذیری آن¬ها اثبات شود.
ب.2.2. محلول¬های مورد نیاز
آ) سدیم کلرید استاندارد: محلول حاوی g/l 5/0 یون کلرید. میزان g 825/0 سدیم کلرید را در آب مقطر حل کرده و تا 1 لیتر رقیق نمایید.
ب) محلول اسیدی نیترات نقره: %1 (جرمی) نیترات نقره در اسید نیتریک %20 (حجمی). مقدار 10 گرم نیترات نقره را در حجم کمی از آب مقطر حل کرده و ml 200 اسید نیتریک (g/cm342/1ρ=) به آن افزوده و تا 1 لیتر رقیق نمایید.
ب.3.2. وسایل مورد نیاز
آ) دو عدد لوله¬ی ml 100
ب) یک عدد استوانه مدرج ml 5
ج) دو عدد میله¬ی شیشه¬ای با حدود mm 200 طول و mm 5 قطر برای هم زدن.
ب.4.2. روش کار
آ) دو لوله¬ی ml 100 را به ترتیب S و T نامگذاری کرده و علامت بزنید.
ب) به لوله¬ی S، ml 5 از محلول استاندارد سدیم کلرید افزوده و تا ml 100 با آب رقیق کنید.
ج) به لوله¬ی T، ml 5 از آب شستشو افزوده و تا ml 100 رقیق نمایید.
در صورتی که آب شستشو حاوی مواد معلق باشد، باید پیش از انجام آزمون توسط کاغذ واتمن شماره 1 (و یا مشابه) فیلتر شود.
د) به هر لوله، ml 5 از محلول نیترات نقره اضافه کنید. محتوای هر دو لوله را با میله¬¬های شیشه¬ای هم زده و به مدت 1 دقیقه آن¬ها را کنار گذارید.
ﮬ) شفافیت دو محلول را با هم مقایسه کنید. در صورتی که محلول لوله¬ی Tکدرتر از محلول لوله¬ی S است، در این صورت آب شستشو بیش از g/l 5/0 یون کلرید دارد.
پیوست ج
(آموزشی)
شناسایی پوشش تبادلی فسفاته
ج.1. کلیات
این پیوست به شرح روش¬هایی برای شناسایی پوشش¬های تبادلی فسفاته می¬پردازد. این روش¬ها برای پوشش¬های حاوی فسفر، آهن، منگنز، روی و کادمیم کاربرد دارند؛ ولی در صورتی که آهن و روی در فلز پایه حضور داشته باشند، برای تشخیص آن دو مناسب نیستند.
ج.2. روش 1
ج.1.2. قاعده¬ی کلی
حذف پوشش تبادلی فسفاته از یک¬ قطعه آزمون توسط محلول سدیم هیدروکسید انجام میگیرد. تشخیص عناصر حاضر در محلول توسط هر تکنیک مناسب آنالیز، مانند طیف سنجی جذب اتمی انجام میشود.
ج.2.2. معرف¬ها
از محلول سدیم هیدروکسید 50 گرم بر لیتراستفاده کنید.
در طول آنالیز، فقط از معرف¬های دسته آزمایشگاهی شناخته شده و آب مقطر و یا آبی با خلوص معادل استفاده نمایید.
ج.3.2. وسایل مورد نیاز
از وسایل معمول آزمایشگاهی استفاده کرده و دستگاه¬های مجهز را برای تشخیص فسفر، منگنز، روی وکلسیم به کار ببرید، مانند طیف سنج جذب اتمی برای فلزات.
ج.4.2. قطعه¬ی آزمون
از یک قطعه¬ی آزمون با سطح کل پوشش داده شده¬ معادل تقریباً cm2 100 استفاده نمایید.
ج.5.2. روش کار
قطعه¬ی آزمون (ج.4.2) را در ml 100 از محلول سدیم هیدروکسید (ج.2.2) فرو ببرید و دما را بین °C 90-80 نگه دارید تا پوشش از بین برود یا حداقل دستخوش حمله¬ی آشکاری شود. در صورت نیاز، پوشش را با سایش به وسیله¬ی یک کفگیرک لاستیکی از بین ببرید. با استفاده از دستگاه آنالیز مناسب (ج.3.2)، هر یک از عناصر فسفر، منگنز، روی و کلسیم حاضر در محلول آزمون را آشکار کنید.
ج.3. روش 2
به عنوان روشی جایگزین برای روش 1 (ج.2) می¬توان از یک میکروسکوپ الکترونی مجهز به طیف سنج متفرق کننده انرژی (EDS) برای تشخیص عناصر فلزی در پوشش بهره برد.
ج.4. تفسیر نتایج
بر اساس گزارش عناصر تشخیص داده شده، نوع پوشش را طبق جدول ج.1 تعیین کنید.
جدول ج .1- شناسایی انواع پوشش تبادلی فسفاته
عناصر تشخیص داده شده نوع پوشش
فسفر فسفاته
منگنز Mnph
روی (بدون کلسیم) Znph
روی و کلسیم ZnCaph
برای مواد پایه آهنی، غیاب منگنز یا روی در پوشش¬های تبادلی نشان می¬دهد که تقریباً تمام پوشش از آهن(II) فسفات (Feph) تشکیل شده است.
توضیح: وجود یک پوشش رضایت بخش می¬تواند از طریق نکات زیر نتیجه شود
آ) سایش سطح عملیات شده به وسیله¬ی پشم استیل نازک؛ فولاد عملیات نشده سطح براق و جلاداری از خود نشان می¬دهد.
ب) خراشیدن سطح با یک چاقوی کُند؛ سطح پوشش داده شده به صورت خط سفیدی در می¬آید.
ج) خراشیدن ناحیه¬ی کوچکی توسط یک چاقوی تیز؛ سطح پوشش داده شده پودر خاکستری روشنی را به جا می¬گذارد.
ممکن است روش¬های آزمون ب و پ وجود پوشش نوع III و یا IV را به طور مشخصی نشان ندهند (4.5را ببینید).
پیوست د
(آموزشی)
آزمون قطره نمک
د-1) روش آزمون:
د-1-1) برای کاربردهای مناسب در محیطهای شدید و فیلم بدست آمده از روش پیوسته مرطوب، باید در آزمون قطره نمک قرار گیرد ، مگر اینکه به وسیله ی خریدار استثناء شده باشد (4-1-ک را ببینید)
زمانیکه انجام آزمون روی قطعه واقعی امکان پذیر نباشد ، صفحات ویژه ی آزمون می¬تواند مورد استفاده قرار گیرد . اگر نمونه های ویژه به منظور نمایش پوشش قطعات واقعی به کار رود، نمونه باید دارای همان طبیعت، همان شرایط سطح، همان ترکیب و همان شرایط متالوژیکی باشد که قطعه واقعی داراست و باید در همان فرایند تولید قطعه واقعی قرار گیرد.
د-1-2) صفحات آزمون باید دارای اندازه¬ی 100mm x 150mm باشند (شکل د-1را ببینید) دو سوراخ با قطر 5mm و به فاصله ی 6mm از هر طرف باید در گوشه های قطعه در دو انتهای ضلع 100mm که بتوان از آن قسمتها قطعه را به صورت عمودی در طول آزمون قرار دارد . تمام لبه های برش شده و در گوشه ها باید که گرد و صاف شود.
شکل د-1 – صفحه آزمون
د-2) محلول آزمون
معرفهای مورد استفاده باید با کیفیت آزمایشگاهی باشند و از آب دیونیزه یا با خلوص هم ارز باید استفاده شود . ترکیب محلول به شرح زیر است:
سدیم کلرید NaCl : 26.5 گرم
منیزیم کلرید MgCl2 : 2.4 گرم
منیزیم سولفات MgSO4 : 3.3 گرم
پتاسیم کلرید KCl : 0.73 گرم
سدیم هیدروژن کربنات NaHCO3 : 0.20 گرم
سدیم برمید NaBr : 0.28 گرم
کلسیم کلرید CaCl2 (در آخر اضافه میشود): 1.1 گرم
آب دیونیزه یا آب هم ارز برای رساندن به حجم 1000ml
حجم محلول باید بین 1 تا 1.5 لیتر درهر 24 ساعت باشد.
د-3) رویه آزمون
د-3-1) قطعات یا صفحات (شکل د-1را ببینید) باید به صورت عمودی بوسیله ی قلاب و یا از جنسی که مورد خوردگی قرار نگیرد و با عبور آن از داخل سوراخهای موجود در دو گوشه در بالای ظروفی که با مقدار جزیی آب پر شده باشد و کل مجموعه در یک ظرف غیرفلزی قرار گرفته است ، آویزان شده باشند . فاصله ی بین لبه ی پایینی قطعه و سطح آب داخل ظرف باید بین 50 تا 75 میلیمتر باشد و قطعات یا صفحات باید به صورت پشت سر هم قرار گیرند . آنها باید در یک فاصله ی مطلوب (کمتر از 25 mm ) از یکدیگر باشند تا زمانیکه حرکت میکنند بهم برخورد نکنند و قطعه ای مصنوعی باید در انتهای هر ردیف قرار گیرد.
د-3-2) 5 روز متوالی در یک هفته و روزانه یکبار، تمام قطعات و صفحات شامل صفحات مصنوعی باید برای مدتی کوتاه از موضع خود خارج شده و به صورت منفرد در هر دو طرف به وسیله ی محلول نمک و به وسیله ی اتم ساز(atomizer) دستی پاشش شوند. هدف باید پوشاندن سطح قطعه با قطرات جداگانه به وسیله ی پاشش با نازل در فاصله ی مشخص (150-300mm ) از نمونه با پاشش در جهات مختلف باشد. پاشش کردن نباید آنقدر سنگین باشد که قطرات بهم آمیخته شوند، برای جلوگیری از این مورد قطعات باید در موقعیت خود، زمانیکه سطح از مرحله ی قبلی پاشش هنوز خیس است تا از تجمع تمام پاشش در یک محل خودداری شود، ثابت شوند.
ضروری است که صفحات یا قطعات به وسیله ی قطرات پوشیده شده باشند. بلافاصله پس از پاشش کردن قطعات یا صفحات باید به محل قبل خود در مخزن منتقل شوند و کل مجموعه باید به وسیله ی پوشش غیرفلزی یا مواد مناسب دیگر پوشانده شود که از خشک شدن قطرات جلوگیری شود. هر پوششی باید از داخل به منظور جلوگیری از آلودگی قطعات محافظت شود .پاشش ممکن است به وسیله ی رنگ ناصاف جذب شود اگر چنین باشد بررسی اینکه توزیع قطرات خوب بدست آمده است، غیر ممکن میشود . ضروریات پاشش کردن در ISO-4536 نشان داده شده است . برای غلبه بر این مشکل ابتدا قطعات مصنوعی (که روی آن قطرات قابل مشاهده است) به صورتیکه قطرات استاندارد تولید شود، مورد پاشش قرار میگیرند و سپس قطعات آزمون همان روش، مورد پاشش قرار میگیرند. فولاد شیشه پوش شده با متیل کاری خوب برای این کار مناسب است.
د-3-3- شدت پاشش باید به وسیله ی وزن کردن میزان نشست محلول در دو طرف صفحه ی فولادی چربیگیری شده با ابعاد 150mm x 100mm بررسی شود. جرم آن باید بین 0.5 تا 1 کیلوگرم باشد . دمای آزمون باید بین 5 تا 20 درجه سانتی گراد باشد . و کل مجموعه باید از منابع خارجی گرمایی محافظت شود تا تغییرات دمایی مقطعی به وجود نیاید . محلول پاشش باید آب دریا به صورت مصنوعی باشد که طبق بند د-2 آماده شده است.
د-3-4- هر نازل اتم ساز که قادر به تولید قطرات ظریف باشد (مه نباشد) ممکن است در این آزمون مورد استفاده قرار گیرد.
د-3-5- باید دو خراش به طول 50mm به صورت موازی و به فاصله ی 50mm از همدیگر (شکل د-1را ببینید) بدون در نظر گرفتن اندازه و شکل قطعه ایجاد شود، که در هر مورد ترتیب موازی آن مجاز است. در تمام موارد خراش باید در فیلم رنگ نفوذ کرده و به سطح قطعه برسد. قطعه باید به صورتی مورد آزمون قرار گیرد که خطها عمودی قرار بگیرند.
بنابراین تمایل به تجمع رسوب در لبه های خراش به وسیله ی جاذبه از بین میرود. هیچ آزمونی قبل از گذشت 24 ساعت از کامل شدن پوشش شروع نمیشود و اگر قطعات قبل از انجام آزمون خراش داده شده باشند باید 24 ساعت از زمان خراش تا شروع آزمون پاشش گذشته باشد.
د-4-کاهش جرم نمونه کتنرل شده
د-4-1- پس از پایان مدت زمان آزمون ، کاهش جرم قطعات کنترل شده پس از رسوب زدایی بدست می آید. متوسط وزن از دست رفته نباید از مقداری که در جدول داده شده است کمتر باشد.
جدول د-1- کاهش جرم نمونه کنترل شده
مدت آزمون
روز میانگین کاهش جرم به ازای
صفحه 100mm x 150mm
گرم
5 1.0
7 1.4
14 2.4
21 3.3
28 4.1
د-4-2) قطعات یا صفحات باید به وسیله ی محلول کلارک که محتوی 20 گرم اکسید آنتیموان و 50 گرم کلرید قلع محلول در یک لیتر اسید کلریدریک (چگالی = 1.16گرم بر سانتی متر مکعب) ، جرم زدایی شوند. محلول باید سرد باشد و قطعات باید تا جرم زدایی کامل در آن در حال حرکت باشند. قطعات یا صفحات پس از آن در آب جاری شسته شده ، خشک و وزن میشوند. اختلاف بین جرم قطعه چربیگیری شده تمیز و جرم پس از جرم زدایی، داده ای است که باید ثبت شود.
باید از احیاء سریع کلرید آهن ایجاد شده بوسیله ی محلول جرمزدایی و مورد حمله قرار نگرفتن فولاد اطمینان حاصل کرد، لذا ضروری است که قطعات یا صفحات در محلول متحرک باشند.
د-5- ارزیابی
د-5-1- پس از پایان مدت زمان آزمون، قطعات یا صفحات باید در آب سرد شسته شده و با چشم بازرسی شوند و اجازه داده شود تا در دمای اتاق خشک شوند. بلافاصله پس از خشک شدن بازرسی نهایی باید انجام گیرد.
د-5-2- در صورتی که در مراحل آغازی به بروز خطایی شک وجود داشته باشد، باید به همان روش تکرار شود و اگر بازرسی دارای خطا بود، صفحات یا قطعات ممکن است از آزمون حذف شوند.
پیوست ﮬ
( آموزشی)
محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی
با آزمون پاشش نمک (مه)
ﮬ.1 ) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی با آزمون پاشش نمک (مه) بدون عملیات مکمل یا پوشش آلی
در روشهای آزمون برای فراهم آوردن ابزارهای کنترل پیوستگی و کیفیت پوشش تبادلی فسفاته با یک فیلم مرطوب بدست آمده از فرایند پیوسته ، روش آزمون پاشش نمک (مه ) استفاده میشود. مگر توسط مشتری به طریق دیگری مشخص شود.( 4.1.ک را ببینید)
اجزاء فسفاته شده و یا ورقه های نمونه در محفظه ی آزمون قرار میگیرند ، تحت محیط مشخص که در بازه هایی در جدول ﮬ.1 معین شده است و خارج میشوند برای ارزیابی
جدول ﮬ.1 حداقل زمان داده شده برای باقیماندن بر حسب ساعت ، برای اجزاء پایه آهن فسفانه شده بدون هیچ عملیات مکمل قبل ازاینکه اولین آثار خوردگی هویدا شوند را میدهد.
جدول ﮬ.1 – حداقل زمان مصرفی بر حسب ساعت ، قبل از اینکه رسوبات قرمز رنگ روی اجزائ پایه آهن فسفاته شده بدون عملیات جانبی هویدا شوند.
نوع پوشش فسفاته پوشش فسفاته روی پوشش فسفاته منگنز پوشش فسفاته آهن(II)
کد طبقه بندی ZnpH MnpH FepH
جرم پوشش تقسیم بر واحد سطح بر حسب گرم بر متر مربع <10 <15 <15
کمترین زمان مصرفی 3 1.5 1.5
ﮬ.2) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی که تحت عملیات جانبی با روغنهای جلوگیری کننده از خوردگی ، باآزمون پاشش نمک خنثی (مه)
ﮬ.2.1) اصول
قطعات آزمون فسفاته با یک پوشش مناسب ضد خوردگی در یک شرایط مشخص پوشیده میشوند و این قطعات در آژمون پاشش نمک خنثی (مه) مورد استفاده قرار میگیرند(6.9 را ببینید)
آزمون ممکن است برای ارزیابی سیستم ضد خوردگی مشخص یا برای مقایسه ی یک محدوده از پوششهای تبادلی فسفاته ی در تماس با روغنهای محافظ خوردگی، مورد استفاده قرار گیرد.
ﮬ.2.2) عملیات مکمل
ﮬ.2.2.1) عملیات مشخص
قطعه یا صفحه آزمون را در محلول محافظ خوردگی تحت شرایط آزمایش با دقت فرو برده و از اینکه فیلم مایع نیمه جامد یا واکسی که روی سطح فسفاته شده از هرگونه حباب هوا و ناپیوستگی عاری باشد، اطمینان حاصل کنید.
قبل از آزمون قطعات آزمون را برای حداقل 24 ساعت در دمای23±5 درجه ی سانتی گراد ، و رطوبت نسبی کمتر از 65% در اتمسفر بدون گرد و غبار قرار دهید و به آن اجازه دهید تا روغن اضافی به صورت قطره و حلالها به صورت بخار از آن جدا شوند.
ﮬ.2.2.2) آرمون مقایسه ای
قطعات آزمون فسفاته شده را (قبلا در دمای بین 100-120 درجه سانتی گراد خشک شده و تا دمای اتاق سرد شده است) با استفاده از قلابهای پلاستیکی مناسب یا قلاب فولادی با روکش پلاستیک به صورت عمودی در روغن انتخاب شده به مدت یک دقیقه در دمای 25±2 درجه ی سانتی گراد فرو برید ، در طول این مدت صفحات آزمون را به آرامی جلو و عقب ببرید و سپس آنها را بیرون بیاورد و به مدت 30 ثانیه در بالای آن نگاه دارید . فیلم روغن تشکیل شده روی سطح فسفاته باید از هرگونه حباب هوا و ناپیوستگی عاری باشد.
قبل از تست قطعات آزمون را برا ی حداقل 24 ساعت در دمای 23±5 ، و رطوبت نسبی کمتر از 65% در اتمسفر بدون گرد و غبار قرار دهید.
ﮬ.2.3) روشها
قطعات روغن پوشیده شده یا صفحات آزمون را (ﮬ.2.2 را ببینید) در آزمون پاشش نمک خنثی (مه) قرار دهید (6.9 را ببینید) این آزمون مدت زمان مورد نیاز برای ظهور اولین شواهد خوردگی فلز را تحت شرایط سیستم محافظ خوردگی ویژه مشخص میکند.
برای این هدف، قطعات آزمون را از محفظه ی آزمون بیرون آورده و آنها را برای بررسی شواهد خوردگی چشمی مورد بازرسی قرار دهید (در صورت نیاز از ابزارهای چشمی استفاده کنید).
در صورتیکه پس از عملیات فیلم (یا لایه)روغن روی سطح باشد قبل از بررسی چشمی اجزا یا صفحات آزمون برای مطابقت کامل باید پاک شود .( 4.2.د را ببینید)
برای یک پوشش ویژه فسفاته لایه برداری های مشخص در زمان قبل از اولین نشانه های خوردگی بسته به ترکیب پوشش مکمل ، و درجه پوشش دهی اتفاق میافتد، بنابراین در حداقل زمان مصرفی برای پوشش تبادلی فسفاته با پوشش مکمل باید همیشه به محصولات ویژه ای از خانواده روغنهای محافظ خوردگی، گیریسها و واکسها و دانستن درجه پوشش بر حسب گرم بر متر مربع بدست آمده از اختلاف جرم تعیین شده اشاره شود.
پیوست و
(آموزشی)
عملیات برای پوشش دهی مکمل
جدول و.1 عملیاتهایی که وقتی یک پوشش دهی مکمل استفاده می¬شود را نشان میدهد.
جدول و.1 – انواع پوشش دهی مکمل
علامت نوع عملیات
T1 عملیات جلادهی یا پوشش دهی آلی
عملیات غیرآلی یا سیل کردن آلی، فرم دهی غیر فیلم
T2 عملیات سیل کردن غیرآلی یا آلی
T3 رنگ کردن
T4 عملیات روغن ، گریس یا باقی روانکارها
T5 عملیات واکس زدن
T6 عملیات صابون زدن
استاندارد MIL-DTL 16232 مشخصات جزئیات پوشش فسفاته، سنگین، منگنز و یا پایه ی روی

فهرست استاندارد
و بعضی بخش های استاندارد برای اطلاع علاقمندان ترجمه شده است
1- دامنه و زمینه استاندارد
type M : Managanese
Type Z : Zinc phosphate base
تقسیم بندی مراحل استاندارد فسفاته منگنز یا روی
2- مراجع استاندارد
مراجع مورد قبول
3- الزامات مرحلی که برای پوشش فسفاته باید انجام گیرد.
مرحله فسفاته کردن
مرحله شستشو با آب
مرحله شستشو با اسید کرومیک
حذف هیدروژن تردی از طریق عملیات حرارتی
TABLE I . Hydrogen embrittlement heat treatment.
| Stage of operation | Heat treatment | Hardness Rockwell C (minimum) | Material | Coating type |
| Heat reatment for both types of coatings and material is conducted after coating but before any stressing operation |
98 to 107 C For 8 hours or 120 hours |
39 39 |
Alloy steel carbon steel |
Z |
|
98 to 107 C For 8 hours or room temperature for 120hours |
39 39 |
Alloy steel carbon steel |
M |
مقاومت به خوردگی
Table II. Accelerated corrosion resistance . requirement
(free of supplementary )
| Exposure time , minimum (حداقل زمان ) | Coating system (سیستم پوشش ) | |
| Salt spray, hours (حمام نمک ) | Class (کلاس) | Type (نوع) |
|
1.5 1.5 1.5 24 2 2 2 24 |
1 2 3 4 1 2 3 4 |
M M M M Z Z Z Z |
ابعاد موارد پوشش داده شده.
4- میزان استاندارد تائید یا رد شدن پوشش
نمونه ارائه شده
بازرسی پوشش
بازرسی پیش از تولید.
آزمون هایی که باید انجام گیرد.
محلول آب برداری برای پوشش نوع Z
Table IV. Stripping solution for type Z coatings.
| Nominal Quantity | Material |
| 125 g | Sodium hydroxide |
| 125 g | Tetrasodium ethylenediaminetetraacetic acid (4NaEDTA) |
| 1000 m | Water to make |
5- بسته بندی قطعه مورد نظر جهت پوشش فسفاته
6- یادداشت ها
Table VI . Expected thickness of phosphate coatings.
| Thickness (um) | Type |
| 5 to 10 | M |
| 5 to 15 | Z |
استاندارد 16232با موضوع مشخصات جزئیات پوشش فسفاته، سنگین، منگنز
.جهت اگاهی و استفاده علاقمندان موجود میباشد
برای دریافت متن کامل استاندارد با ما تماس بگیرید. 65734701 الی 3

روش فسفاته کردن و چربیگیری سطح فلز به صورت همزمان

در بسیاری از صنایع فلزی حذف چربی ها و ترکیبات قیر مانند، مواد مورد نیاز، اکسید های فلزی و مانند آن برای به کاربردن یک پوشش محافظ برای جلوگیری از
خوردگی و رنگ کردن سطح بخش هایی از فلزات مورد نیاز است. تا کنون چربیگیری و فسفاته کردن به صورت دو مرحله ی مجزا به کار گرفته می شدند که ابتدا مرحله ی چربیگیری و شستشو انجام می شود سپس عمل فسفاته کردن انجام می شود. بزرگترین خواسته ی صنعت تبدیل این دو مرحله ی مجزا به یک مرحله است و
بسیاری از تحقیقات در این زمینه صورت می گیرد. تمام تلاش هایی که در این زمینه صورت گرفته است در جهت ترکیب کردن یک حلال هیدروکربنی و محلول فسفاته کردن و ایجاد یک محلول پایدار با یک فرمولاسیون بوده است. مشکلی که برای این موضوع وجود داشته است این است که محلول حاوی حلال هیدروکربنی و محلول آبی فسفاته ممکن است غیر قابل امتزاج باشند و تشکیل دو فاز جداگانه را دهند که در اینجا استفاده از یک ماده ی امولسیون کننده پیشنهاد می شود.
تعداد محلول های در دسترس وجود دارد که ترکیب مواد برای عمل فسفاته کردن و چربیگیری است. برخی از این محلول های رایج دارای درصد به نسبت کمی از حلال پاک کننده یا حلال غیر قابل امتزاج با آب هستند مانند الکل یا گلیسول. این محلول ها می توانند به طور رضایت بخشی به کار برده شوند برای فسفاته کردن بخش هایی از فلزات که آلودگی زیاد ندارند و باید همراه باشد با به کاربردن در حرارت بالا یا سایش و برس کشی برای برداشتن لایه هایی از چربی ها. این محلول ها برای چربیگیری آماده نشده اند و بیشتر و برای اطمینان حاصل کردن از نفوذ مواد فسفاته به سطح فلز و مرطوب کردن سطح برای عمل فسفاته کردن است.
تلاش های دیگری در جهت به دست آوردن یک محلول هموژن برای چربیگیری و فسفاته کردن به صورت همزمان و با یک فرمولاسیون صورت گرفت. در یکی از این موارد از یک محلول حاوی درصد بالایی از الکل که اغلب شامل مقدار کمی حلال هیدروکربن بود و درصد کمی از اجزای عمل فسفاته استفاده شد. اما مخلوط حاصل نتیجه ی رضایت بخشی به همراه نداشت چرا که مقدار زیاد الکل در مقابل آب نه تنها یک محلول آتش گیر را حاصل می کرد بلکه به علت کم بودن مقدار آب غلظت اسید فسفریک بسیار بالا می رفت و یک اسید بسیار قوی تشکیل می شد که باعث تخریب سطح فلز می شد. و مشکل دیگر هم تبخیر بالای الکل بود و یک محلول ناپایدار ارائه می دهد. راه دیگری که به کار برده شد در جهت کاهش استفاده از مقادیر زیاد الکل، استفاده از یک حلال غیر قابل امتزاج با اجزای عمل فسفاته بود که مستلزم به کار بردن حرارت زیاد بود.
برای مشاهده کامل متن در سایت نویسنده لطفا کلیک کنید
2استاندارد فسفاته ها ایزو

مقدمه :
پوششهای تبادلی فسفاته روی فلزات آهنی ، آلومینیوم ، روی و آلیاژهای آن (شامل روی ، صفحات استیل آلیاژ شده با روی ، کادمیوم و آلیاژهای آن ) به عنوان پوشش پایانی یا به عنوان پوشش زیر لایه برای دیگر پوششها ، اعمال میشود .
اهمیت این پوشش ها به خاطر:
1- مقاومت به خوردگی جزیی
2- بهبود چسبندگی در رنگها و دیگر پوششهای آلی
3- تسهیل فرآیند فرم دهی سرد مانند : کشش سیم ، کشش لوله و اکستروژن
4- بهبود خواص اصطکاک سطح به منظور تسهیل سایش
پوششهای تبادلی فسفاته به وسیله ی عملیات پوشش دهی محلولی تولید میشوند ، ترکیب اصلی این محلولها دی هیدروژن اورتوفسفات میباشد . این پوششها اساسا بر روی فلزات پایه آهن ، آلومینیوم ، روی و کادمیوم با تفاوت در جرم واحد سطح و دانسیته ظاهری ، بسته به :
1- ساختار ماده و شرایط سطحی ترکیبات
2- عملیات مکانیکی و شیمیایی مرحله ی قبل از پوشش دهی ترکیبات
3- شرایط عملیاتی فسفاته
، اعمال میشوند.
تمامی پوششهای تبادلی فسفاته کمابیش متخلخل هستند اما میتوانند به وسیله ی فرایندهای سیل کاری آب بندی شوند.
پوششهای فلزی و غیر آلی دیگر : پوششهای تبادلی فسفاته فلزات
هشدار : این استاندارد بین المللی شاید در برخی از کشورها و نظام نامه های سلامت ، ایمنی و محیط زیست قابل استناد نباشد و استفاده از برخی مواد و روشها موجب آسیب به سلامتی میشود اگر روشهای ایمنی در آن اتخاذ نگردد. این استاندارد بین المللی نظامنامه های ایمنی ، سلامتی و محیط زیست را که بتوان با این استاندارد به کار برد مشخص نکرده است. این مورد جز مسئولیتهای تولیدکننده ، خریدار ، یا افرادی که از این استاندارد استفاده میکنند ، است که تمرینات پذیرفته شده مناسب سلامتی و ایمنی و محیط زیست را که سازگار با قوانین و نظام نامه های ملی و ناحیه ای و بین المللی است را تدوین کند.
1) چشم انداز :
این استاندارد بین المللی به طور ویژه برای پوشش دهی فلزات پایه آهن ، آلومینیوم ، روی ، کادمیوم و آلیاژهای آنها ، به منظور تولید پوششهای فسفاته معدنی مورد نیاز است که در آن تمایل به استفاده در فرایندهای متوالی به منظور حفاظت از خوردگی فلز پایه و فراهم آوری خواص ضد سایش برای سطوح سایشی ، چسبندگی پوششهای آلی و تسهیل فرایند شکل دهی سرد مورد استفاده قرار میگیرد.
2) مراجع اصلی :
مراجع زیر مستقلا برای کاربرد این سند مورد استفاده قرار گرفته است.
برای مراجع به روز فقط بخش ویرایش شده به کار رفته است .برای مراجع قدیمی آخرین ویرایش از سند مرجع (شامل همه تصحیحات) به کار رفته است.
ISO 1463, Metallic and oxide coatings — Measurement of coating thickness — Microscopical method
ISO 2064, Metallic and other inorganic coatings — Definitions and conventions concerning the measurement of thickness
ISO 2080, Metallic and other inorganic coatings — Surface treatment, metallic and other inorganic coatings — Vocabulary
ISO 2819, Metallic coatings on metallic substrates — Electrodeposited and chemically deposited coatings — Review of methods available for testing adhesion
ISO 2859 (all parts), Sampling procedures for inspection by attributes
ISO 3892, Conversion coatings on metallic materials — Determination of coating mass per unit area — Gravimetric methods
ISO 4519, Electrodeposited metallic coatings and related finishes — Sampling procedures for inspection by attributes
ISO 9587, Metallic and other inorganic coatings — Pretreatment of iron or steel to reduce the risk of hydrogen embrittlement
ISO 9588, Metallic and other inorganic coatings — Post-coating treatments of iron or steel to reduce the risk of hydrogen embrittlement
ISO 15724, Metallic and other inorganic coatings — Electrochemical measurement of diffusible hydrogen in steels — Barnacle electrode method
ISO 27831-1, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 1: Ferrous metals and alloys
ISO 27831-2, Metallic and other inorganic coatings — Cleaning and preparation of metal surfaces — Part 2: Non-ferrous metals and alloys
3) عبارات و تعاریف :
برای استفاده از این سند، عبارات و تعاریف در استانداردهای ایزو 1463 ، ایزو 2064 ، ایزو 2080 ، ایزو 2819 ، ایزو 9587 و ایزو 9588 و ضمیمه های این استاندارد ها مورد استفاده قرار میگیرد.
3.1) اسید آزاد محلولهای فسفاته :
تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =4 با استفاده از متیل اورانژ یا سیستم شناساگر معادل
3.2) درجه :
اندازه گیری اسید کل محلول فسفاته : تعداد میلی لیتر های محلول سدیم هیدروکسید 0.4% جرمی مورد نیاز برای خنثی سازی 10 میلی لیتر از محلول فسفاته در pH =10 با استفاده از فنل فتالئین به عنوان شناساگر
3.3) فرآیند های همراه با شتابدهنده :
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک است و همچنین حاوی افزودنیهای اکسید کننده مانند نیترو گوانیدین، نیترات، نیتریت یا کلرات است که سرعت تشکیل پوشش را شتاب میدهند.
3.4)فرآیندهای بدون شتابدهنده:
فرآیندی که در آن محلول فرایند از نوع فسفاته فلز / اسید فسفریک بدون هر گونه عامل شتابدهنده است.
3.5) سیل کردن :
استفاده کردن از پوشش تکمیلی بر روی سطح فسفاته شده بلافاصله پس از فسفاته کاری ، شستشو و خشک کردن ، برای تشکیل یک سیستم روانکاری یا لایه ی کاملا محافظ.
3.6) پوشش تکمیلی :
ماده پوشاننده ، معمولا از نوع مواد آلی طبیعی مانند : روغن، گریس،لاک، جلادهنده، رنگ یا روانکار جامد ؟ خشک
4) اطلاعاتی که باید توسط مشتری به آبکار ارائه شود
4.1) اطلاعات ضروری :
((هنگامیکه قطعه مورد نظر قرار باشد طبق این استاندارد ملی فسفاته شود ، خریدار باید اطلاعات زیر را به صورت مکتوب به صورت قرارداد ، سفارش خرید یا نقشه مهندسی ارایه دهد.)) مطابق استاندارد های قبلی
الف) اشاره به شماره این استاندارد ملی ----- و شناسه گذاری قطعه ( به بند 5 مراجعه شود )
ب) به ترکیب اسمی ، ویژگیها ، ماهیت و شرایط متالورژیکی فلز پایه ، در صورتیکه بر شرایط کاری و ظاهر پوشش تاثیر داشته باشد .
ج) مشخص کردن سطوح مهم از طریق علامتگذاری بر روی نقشه یا علامتگذاری مناسب بر روی نمونه ها
د) کد طبقه بندی پوشش (5.4را ببینید)
ه)جرم واحد سطح پوشش یا ضخامت پوشش ،محدوده ی تغییرات قابل قبول آنها و روش آزمون مربوطه (6.4را ببینید)
و)استحکام کششی قطعات و همچنین الزمات عملیات حرارتی قبل یا بعد از از عملیات فسفاته (6.5 و 6.6 را ببینید)
ز)آماده سازی سطح مورد نیاز قبل از پوشش تبدیلی فسفاته (6.1 را ببینید)
ح) ظاهر سطح (6.1 را ببینید)
ط) الزامات و نوع عملیات تکمیلی آن مانند رنگ کردن ، روغن کاری، گریس، پوششهای آلی و غیره (6.7 را ببینید)
ی) الزامات آزمون ارزیابی کیفی به منظور کنترل کیفیت و پیوستگی پوشش ، روش آزمون و حداقل زمان قرار گرفتن نمونه در شرایط آزمون(6.9 را ببینید)
ک) روشهای نمونه برداری ، حدود پذیرش و یا سایرالزمات بازرسی (عبارت7 را ببینید)
4.2)اطلاعات اضافی:
همچنین اطلاعات اضافی زیر باید توسط خریدار در صورت نیاز فراهم شود:
الف) برای قطعات شکاف دار، فرایند فسفاته و یا ماهیت شتابدهنده مورد استفاده
ب) برای فولادهای استحکام بالا، الزامات فرایندهای ویژه با جزییات
ج) خواص پوشش مانند مشخصات سطح و اندازه کریستال
د) هر الزام دیگری مانند: فرایند شستشوی مرحله ای سرریز دار و یا حذف پوشش تکمیلی قبل از آزمون خوردگی نمونه ها. (6.3.1 و 6.8 و 6.9 و پیوست "و" را ببینید)
5) نمادگذاری :
5.1) کلیات:
نمادگذاری باید روی نقشه های مهندسی، سفارش خرید ،در قرارداد یا در مشخصات دقیق محصول نمایان باشد.
نمادگذاری به ترتیب ، فلز پایه ،نوع آلیاژ (اختیاری)، الزامات تنش زدایی، ضخامت (یا جرم) و ترکیب پوشش فسفاته، عملیات حرارتی برای کاهش تردی هیدروژن و عملیات تکمیلی دیگر.
5.2) ویژگیهای شناسه گذاری :
شناسه گذاری پوشش فلز پایه و انواع و ضخامت پوشش مناسب برای هر شرایطی از کاری مشخص میشود و شامل موارد زیر است:
الف) عبارت "پوشش تبدیلی فسفاته" ، شماره استاندارد ملی INSO000 به دنبال ان با "-" مشخص میشود.
ب) نماد شیمیایی فلز پایه (یا فلز اصلی در آلیاژ ) به دنبال آن خط مورب (/) مشخص میشود
- Fe برای آهن یا فولاد
- Zn برای روی یا آلیاژهای روی
- Al برای آلومینیوم و آلیاژهای آن
- Cd برای کادمیوم
ج) در صورت لزوم شناسه SR (به بند 5.3 مراجعه کنید) به همراه خط مورب (/) می آید.
د) نمادی که نوع پوشش را مشخص میکند
ه) عددی که جرم پوشش واحد سطح را بر حسب گرم بر متر مربع مشخص میکند و به دنبال خط مورب می آید.
و) نمادی که نوع پوشش تکمیلی لایه ی فسفاته را مشخص میکند، به همراه یک خط مورب می آید.( به جدول و .1 مراجعه کنید)
ز) شناسه ER (به بند 5.3 مراجعه کنید) در صورت لزوم به همراه خط مورب بیاید.
ح) نمادی که هرعملیات اضافی برای پوشش مکمل لایه ی فسفاته را مشخص میکند.
خط مورب(/) برای جدا کردن داده های هر زمینه ،در نمادگذاری که مرتبط با مراحل متوالی مختلف فرایند است، مورد استفاده قرار میگیرد. دو فاصله یا دو خط مورب نشان میدهد که در فرایند یا نیازی به مرحله ای نبوده یا حذف شده است. قبلا داشته ایم اصلاح شود
اگر علاوه بر سیل کاری عملیات تکمیلی دیگری انجام شود شناسه باید به صورت Fe/ZnMeph25/X/Y باشد که در آن ZnMeph نشاندهنده ی فسفاته فلزی، روی به عنوان فلز اصلی فسفاته دوکاتیونی،Me فلز دوم و phنماد فسفاته، جرم پوشش بر واحد سطح 25 گرم بر متر مربع و X و Y شناسه پوشش تکمیلی میباشد که در جدول و.1 ارائه شده است .
توصیه میشود که آلیاژ مشخص به نماد نماد استانداردش که به دنبال آن علامت شیمیایی فلز پایه می آید ، مشخص شود برای مثال عدد UNS (سیستم شمارگذاری یکپارچه برای آلیاژها) آن یا اکی والان ملی یا منطقه ای میتواند بین دو علامت <> قرار گیرد. برای مثال Fe<G43400> نماد UNS برای یک فولاد استحکام بالا است. (به مرجع [6] در مراجع مراجعه شود). قبلا داشته ایم کپی میشود
5.3) الزامات شناسه گذاری عملیات حرارتی:
الزامات عملیات حرارتی باید در کروشه و به صورت زیر آورده شود:
الف) حروف SR برای عملیات حرارتی تنش زدایی قبل از آبکاری و حروفER برای عملیات رفع تردی هیدروژنی پس ازآبکاری.
ب) در پرانتز حداقل دما برحسب سانتی گراد .
ج) مدت زمان عملیات حرارتی بر حسب ساعت
برای مثال شناسه؟؟؟؟ [SR(210)1] عملیات حرارتی تنش زدایی در 210 درجه ی سانتی گراد به مدت 1 ساعت.
مثال 1 شناسه پوششی از نوع فسفات روی (کلاس II) که بر روی آهن یا فولاد با جرم واحد سطح 5گرم بر متر مربع و عملیات ثانویه آب بندی با ترکیبات معدنی (T2) و پوشش آلی یا مواد جلادهنده (T1)
پوشش تبدیلی فسفاته (شماره استاندارد ملی مربوطه)
مثال 2 شناسه پوشش 5 گرم بر متر مربع فسفاته روی، بر روی آهن یا فولاد (Fe) که قبل از فسفاته به مدت 3 ساعت در دمای 200 درجه ی سانتی گراد تنش زدایی شده و برای کاهش تردی هیدروژنی بعد از فسفاته به مدت 8 ساعت در دمای 190 درجه ی سانتی گراد [ER(190)8] عملیات حرارتی و عملیات تکمیلی آب بندی با ترکیبات معدنی (T2) و پوشش با ترکیبات آلی (T1) شده است.
پوشش تبدیلی فسفاته بر اساس ISO 9717–Fe/SR(200)3/ZnpH5/T2/T1
5.4) طبقه بندی پوششها تبادلی فسفاته
طبقه بندی پوششها تبادلی فسفاته برای اجزائ فولادی توسط خریدار، برای مشخص شدن درجه ی محافظت لازم یا جایی که اجزا در حین مونتاژ بعدی تغییر شکل میدهند پس از کار عملیات مکمل، مورد استفاده قرار میگیرد.
$1I) بیشترین محافظت خوردگی (بزرگتر مساوی 7.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی منگنز یا آهن است و جرم آن بزرگتر مساوی 7.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص یا فرایند بدون شتابدهنده تولید میشو . این دسته هنگامیکه پوشش مکمل سیل کاری با روغن یا گریس شده باشد و بیشترین مقاومت به خوردگی (مقاومت به سایش) مطلوب باشد، مورد استفاده قرار میگیرد.استفاده از این پوشش در زیر پوششهای آلی، با جلا دهنده ها و لاکها روی قطعات تخت با ضخامت کمتر از 1 میلی متر توصیه نمیشود.
$1II) هدف حفاظت عمومی (بزرگتر مساوی 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی است و جرم آن بزرگتر مساوی 4.5 گرم بر متر مربع است و با استفاده از شتابدهنده نوع غوطه وری خاص تولید میشود. این دسته از پوشش به منظور اهداف حفاظت عمومی به عنوان زیر لایه پوششهای آلی مورد استفاده قرار میگیرد که ممکن است پوششهای دسته ی I به جای پوششهای دسته II به جز قطعات صفحه ای نازک به کار گرفته شوند.
$1III) فرایند قطعات فولادی صفحه ای نازک (1.5 تا 4.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 1.5 تا 4.5 گرم بر متر مربع است. این پوشش معمولا با استفاده از سیستم پاشش به همراه انواع شتابدهنده تولید میشود. این دسته معمولا برای عملیات روی قطعات فولادی صفحه ای به عنوان زیر لایه برای پوشش های آلی ، جلا دهنده یا لاک به منظور میزان حفاظت بالا مورد استفاده قرار میگیرد.
$1IV) برای تشکیل پوشش زیرلایه ی پوششهای آلی یا لاک (0.2 تا 1.5 گرم بر متر مربع)
پوششی که اساسا شامل فسفاته غیر آلی روی یا آهن است و جرم آن در محدوده 0.2 تا 1.5 گرم بر متر مربع است. این دسته از پوششها برای قطعاتی که برای کاربردهای خاص پس از اعمال پوششهای آلی جلادهنده یا لاک باید تغییر شکل بیابد ، مورد استفاده قرار میگیرد.
پوششهای دیگری شامل فسفاته روی تصحیح شده با آهن یا نیکل و یا منگنز وجود دارند. فلز تصحیح کننده معمولا به صورت نمک دوتایی مانند Zn2Me(PO)4. 4H2O موجود است که Meدر آنFe(II) ، Ni یا Mn را نشان میدهد. اگر روی، فلز اصلی ساختار پوشش باشد به منظور جلوگیری از سردرگمی با نماد مجزا نمایش داده نمیشود ، فلز قطعه پایه نیز در ساختار پوشش تبادلی شرکت میکند.
6) الزامات
6.1) آماده سازی سطح
تمام موارد باید طبق استاندارد ISO 27831-1 یا ISO 27831-2 برای تولید یک سطح تمیز از نظر شیمیایی آماده شده باشد. در غیر این صورت باید توسط خریدار مشخص گردد. مواردی با خمها ، درز یا شکاف به توجه ویژه برای اطمینان از حذف روغن ، گریس یا دیگر مواد خارجی نیازمندند. روش زدودن چربی از قطعه باید با توجه اثر آن روی خواص قطعه و تشکیل پوشش فسفاته با کیفیت مطلوب، انتخاب گردد .
پس از تمیزکاری قلیایی یا اسیدی ، قطعات باید توسط آب گرم یا سرد به منظور حذف باقیمانده مواد تمیزکننده که ممکن است روی کیفیت پوشش یا کارایی محلول فسفاته اثرگذار باشند ، شسته شوند. زمانی که از محلولهای اسیدشویی حاوی عوامل ترکننده یا بازدارنده جهت اسیدشویی استفاده میشود، بهتراست به منظور زدودن فیلمهای جذب شده قطعات در محلولهای اسیدی بدون عوامل ترکننده و بازدارنده، یا محلول قلیایی غوطه ورگردد.
روشهای آماده سازی اسیدی یا قلیایی قوی هر دو میتوانند منجر به تشکیل پوشش فسفاته با کریستالهای زبر (درشت) با کیفیت پایین شوند. ممکن است ازعملیات تکمیلی آماده سازی[1] به منظور جلوگیری از ایجاد پوشش زبر استفاده شود. عملیات تکمیلی آماده سازی به منظور حذف تمامی مقادیر جزیی ضایعات باقیمانده محلول اسید یا قلیایی مورد استفاده قرار میگیرد به طور مثال یک محلول قلیایی متوسط می تواند مقادیرجزیی باقیمانده اسید و یک محلول اسیدی متوسط ، تمام باقیمانده محلول های قلیایی را میتواند حذف کند(4-1.ز را ببینید)
به منظور ایجاد یک سطح مطلوب برای تشکیلپوشش با دانه های زیر معمولا یک مرحله (فعال سازی) قبل از فسفاته بدون شستشوی بعدی استفاده میشود. مواد بر پایه ی نمکهای تیتانیوم نیز مورد استفاده قرار میگیرند و از منابع مختلف قابل دسترسند . همچنین میتوان از این ترکیبات در تمیزکنندهای قلیایی ملایم بصورت پاششی استفاده کرد که درا ین صورت نیاز به محلول جداگانه فعال کننده نمیباشد اما در این حالت شستشوی قبل از فسفاته ضروری است.
6.2) پوشش تبادلی فسفاته
فقط فرایندهایی که از نظر این استاندارد بین المللی دارای صلاحیت هستند باید مورد استفاده قرار گیرند .
مواد ترکیبی ساخته شده آهنی وغیر آهنی ( مانند Al , Mg , Ni ) باید قبل از سرهم کردن (Assembly) قطعات آنها، فسفاته شوند . این موارد میتوانند فسفاته روی شوند و وان باید برای این نوع کاربرد تصحیح شود . استثنائات شامل مواد ترکیبی ازجمله مواد با پایه روی یا با پایه مس (مواد با پایه مس نباید بیش از 10% سطح کلی را تشکیل دهد) است و اتصالات تحت نفوذ محلول فسفاته قرار میگیرند.
برای فولاد استحکام بالا و استحکام کششی بزرگتر مساوی 1000 مگاپاسکال فرایند همراه با شتابدهنده معمول بدون حضور مس استفاده میشود . به طور معمول از فولاد برای ساخت سیستم استفاده میشود و باید دقت شود که از مواد نا مناسب ذر ساختار سیستم استفاده نشود . مانند مبدل گرمایی ،مسی یا برنجی، که ممکن است محلول فسفاته را آلوده کنند و اثر بدی روی پوشش فسفاته نیز بگذارند.
لایه فسفاتهباید از نظر ظاهر یکنواخت و مات باشد و هرگونه روزنه، مناطق بدون پوشش ، خراشیدگی، باقیمانده های سفید و پودری وجود نداشته باشد . تفاوت بین رنگ یا سایه در مناطق مختلف یا از یک قطعه به دیگری ، دلیلی برای رد قطعه نیست . تغییرات کوچکی که در ظاهر فسفاته ایجاد شده ، به طور مثال به وسیله ی تغییر در مواد پایه یا تماس با قلاب ها در فرآیند فسفاته کاری معمول هستند و معمولا مشخص کننده تغییرات مهم در عملکرد نیستند.
روش کاربرد و تعیین مشخصه های پوشش تبادلی فسفاته در پیوست الف داده شده است.
6.3) فرایند های پس از فسفاته:
پس از فسفاته، اگر مشخص شده باشد، به صورت زیر قطعات شسته ، رنگ و خشک میشوند.
6.3.1) شستشو
پس از فسفاته، شستشوی کامل با آب به منظور حذف نمکهای محلول که تمایل به ایجاد تاول در زیر پوشش رنگ دارند انجام میگیرد. قطعات به ویژه قطعات شکاف دار، خم دار، درزدار که در عملیات فسفاته کاری همراه با شتابدهنده قرار گرفته اند، باید به صورت زیر شستشو شوند.
الف) پس از فرایند فسفاته با شتابدهنده قطعات باید کاملا شسته شوند، ابتدا در آب سرد جاری و سپس در آب داغ با دمای حداقل 75 درجه ی سانتی گراد ودر آخر با محلول رقیق کرومیک که در زیر تشریح شده است شسته شوند. رسوبات شیمیایی ایجاد شده در آب به وسیله ی یک جریان آب با بازدهی مناسب در شستشوی آب سرد و با تعویض دوره ای آب گرم حذف میشوند. اسیدیته آب گرم نباید در آزمون با محلول سدیم هیدروکسید معادل با استفاده از pHمتر کالیبره شده مناسب یا روش مناسب دیگر بیش از 0.75 میلی لیتر یا 0.4% وزنی باشد.
فرایندهای جایگزین شستشوی کرومیک اسید مانند سیستم های بر پایه سیلان اسید ممکن است به منظور کنترل مناسب و کارای فرایند مورد استفاده قرار گیرند.
ب) پس از فرایند بدون شتابدهنده قطعات در آب سرد جاری شسته و سپس در آب گرم (حداقل 65 درجه ی سانتی گراد ) یا در محلول رقیق داغ کرومیک (حداقل 65 درجه ی سانتی گراد ) شسته میشوند .
محلول شستشوی کرومیک به طور معمول شامل 15 تا 50 گرم اسید کرومیک یا کروماته فلزات قلیایی یا دی کرومات فلزات قلیایی یا مخلوطی هم ارز از اسید کرومیک و اسید فسفریک در صد لیتر آب است . غلظت بالاتر از مقداری که ذکر شده ، روی سطوح تماسی یا اجزای خطرناک مورد استفاده قرار نمیگیرد ، در دیگر موارد که نمیتوان از پوششهای آلی استفاده کرد غلظت بالاتر اسید کرومیک ، کرومات یا دی کرومات شاید بیش از 500 گرم در صد لیتر آب مورد استفاده قرار گیرد ،که این غلظت ها نتایج سودمند کلی در بر دارند .
(!) هشدار : تماسهای دستی متوالی با قطعاتی که به وسیله ی محلول کرومیک شستشو شده اند برای سلامتی زیانبار است.
ج) آبهای شستشوی گرم یا سرد که در فرایندهای با شتاب دهنده و بدون شتاب دهنده مورد استفاده قرار میگیرد نباید محتوی کلریدی که به صورت یون کلرید محاسبه میشود و روش آن در پیوست "ب" توصیف شده است ، بیش از نیم گرم بر لیتر باشد.
6.3.2) رنگ کردن
قطعاتی که باید رنگ شوند باید به وسیله ی رنگدانه های محلول در آب در این مرحله رنگ آمیزی شوند (4.1.ی را ببینید) رنگ آمیزی با رنگهای ملایم(smooth) باید پش از خشک کردن انجام گیرد .
6.3.3) خشک کردن
قطعات پس از شستشوی کامل خشک می شوند ، خشک کردن سریع نیز به ویژه برای قطعات دارای درز ، شکاف ، و غیره مورد استفاده قرار میگیرد.
6.3.4) شناسایی نوع پوشش تبادلی فسفاته
جزییات روش شناسایی پوششهای فسفاته تبادلی در پیوست "ج" توصیف شده است.
6.4) ضخامت پوشش
جرم پوشش نسبت به ضخامت بر طبق ISO-3892 اندازه گیری میشود و باید پس از فسفاته کردن شستشو و خشک کردن و قبل از عملیات حرارتی و سیل کاری تعیین گردد.( 5.4 را ببینید)
برای اهداف تضمین کیفی وسایلی که به صورت مستقیم جرم پوشش بر واحد سطح را اندازه گیری میکنند مورد استفاده قرار میگیرد . این در حالی است که این وسایل باید بر طبق پوششهای استانداردی که دارای جرم واحد سطح مشخص هستند کالیبره شوند . در مورد پوششهای ضخیم ، مقدار پوشش فسفاته بعضی وماقع به صورت ضخامت پوشش به ویژه برای اهداف کنترل کیفی بیان میشود استفاده از این جایگزین (و انتخاب روش آزمون مرتبط) باید با توافق خریدار انجام گیرد (4.1.ه را ببینید)
اگر نیاز باشد دیگر خواص پوشش مانند نمایه ی سطح و اندازه کریستال شاید ذکر شود.( 4.2.د را ببینید)
اگر فرایند های ویژه ای مورد استفاده قرار گیرد، تغییرات ابعادی برآمده از فرایند فسفاته، حداکثر افزایش 8میکرومتر بر سطح میشود، که به مشخصات فرایند انتخاب شده و به محدودیتهای ذاتی فرایند های کاربری تولید تجهیزات وابسته است.
انحراف از شرایط مشخص کاری در محلول فسفاته میتواند منجر به حملات بیش از حد به قطعه به همراه کاهش ابعادی محتمل و ایجاد پوشش نا منطبق با پوشش مورد نظر شود.
ابعاد قطعه نهایی باید ابعاد قطعه پس از عملیات فسفاته و قبل از هرگونه کاربرد و پوشش مکمل باشد. زمانیکه فسفاته به منظور ایجاد خواص ضد سایش برای سطوح سایشی استفاده میشود، پوشش در طول دوره ی عملیات کاربردی تثبیت میشود و در نتیجه هیچ ماشینکاری منحصربفردی معمولا برای فسفاته در نظر گرفته نمیشود.
6.5) عملیات حرارتی تنش زدایی قبل از تمیزکاری و فسفاته
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند و شامل تنش کششی که علت آن، ماشینکاری،آسیاب کردن(سایش) ، سخت کاری یا عملیات فرم دهی سرد است، باید قبل از مراحل تمیزکاری و فسفاته کاری، به منظور تنش زدایی عملیات حرارتی شوند.
روش ها و طبقه بندی های عملیات حرارتی تنش زدایی باید مطابق ISO-9587 باشند، مگر اینکه به طرق دیگر توسط خریدار مشخص شوند.
وقتی که یک عملیات حرارتی برای تنش زدایی قبل از فسفاته کاری مشخص میشود ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش، همانگونه که در 5.3نشان داده شده است، گنجانده شود
فولاد همراه با اکسید یا زنگ ، باید قبل از عملیات پوشش دهی تمیز شوند. برای فولادهای فوق مستحکم (مساوی یا بزرگتر از 1000 مگا پاسکال )، عملیات تمیزکاری مکانیکی نسبت به عملیات پاک کننده های غیر الکترولیتی و آندی قلیایی ، مطلوب است چون از خطر تردی هیدروژنی در مرحله ی تمیزکاری اجتناب میشود.
6.6) عملیات حرارتی آزادسازی هیدروژن تردی پس از فسفاته کاری
قطعات فولادی که تنش حد کششی برابر یا بزرگتر از 1000 مگا پاسکال دارند مثل قطعاتی با سختسازی سطحی ، باید طبق روشها و طبقه بندی ISO-9588عملیات حرارتی هیدروژن تردی زدایی شوند، مگر به طرق دیگر توسط خریدار مشخص شوند.
هر عملیات حرارتی برای آزاد سازی هیدروژن تردی باید قبل از عملیات پوشش دهی مکمل انجام شود.
وقتی یک عملیات حرارتی برای آزادسازی هیدروژن تردی پس از فسفاته کاری مشخص میگردد ، ،باید زمان و دمای فرایند عملیات حرارتی در نماد پوشش ، همانگونه که در 5.3 نشان داده شده است، گنجانده شود
اثرگذاری عملیات حرارتی آزادسازی هیدروژن تردی توسط روشهای آزمون توضیح داده شده در ISO-10587[4] و ISO-15724 اندازه گیری میشود. مگر به طرق دیگر توسط خریدار مشخص شوند.
عملیات حرارتی تردی در دماهای بالاتر ممکن است باعث تغییرات رنگ و آب زدایی پوشش فسفاته شود که برایند آن پایین آوردن مقاومت به خوردگی است.
6.7) عملیاتهایی برای پوشش دهی مکمل
در جاییکه قطعات نیازمند به لایه های مکملی از جلادهنده ، لاک ، سیستمهای پوشش دهی آلی هستند و در نتیجه ایجاد فاصله زمانی بین فسفاته کاری و اولین مرحله ی عملیات برای پوشش دهی مکمل اجتناب ناپذیر است، قطعه فسفاته شونده باید تحت شرایطی قرار گیرد که از آلودگی یا چگالش رطوبت روی سطح اجتناب به عمل آید.
بلافاصله پس از شستشو، خشک کردن و عملیات حرارتی آزادسازی تردی هیدروژنی، پوشش فسفاته با استفاده از پوشش دهی مکمل، سیل میشود (جدول و-1را ببینید) . نوع پوشش دهی مورد نیاز (مانند روغن ، گریس ، پوششهای آلی و غیره ) و جلا دهی ، لاک یا پوششهای آلی ، جرم یا ضخامت پوشش باید مورد تایید خریدار قرار بگیرد.( 4-1.ه و 4-1.ط را ببیند)
وقتی پوشش رنگدانه های آلی به صورت ضخیم روی دسته ی 1 و دسته 2 پوششهای فسفاته اعمال شوند، ممکن است نفوذ کامل انجام نگیرد و منجر به کاهش چسبندگی به ویژه در شرایط پویا شود.
زمانیکه فیلم فسفاته با پوششهای مکمل پوشانده میشود باید در نظر داشت که از پوششهای آلی جلادهنده با ویسکوزیته پایین و نفوذپذیر سازگار با پوششهای آلی ، پس از پوشش فسفاته استفاده شود
6.8) چسبندگی پوششهای تبادلی فسفاته
هنگامیکه عملکرد پوشش تبادلی فسفاته در زمینه ی مقاومت به خوردگی باشد ، فرایند های فرعی نیز مورد نیاز است. راهنمایی لازم برای اطمینان از چسبندگی خوب پوششهای آلی ، جلادهنده ها و پوشش های مرتبط بر روی پوششهای تبادلی فسفاته، و بهبود مقاومت به خوردگی فلز پایه ، در پیوست الف داده شده است . اگر قطعات فسفاته شده تحت فرایند پوششهای آلی ، جلادهنده ها و پوششهای مشابه قرار گیرند در ابتدا باید در آب تمیز و سپس در آب دیونیزه(یون زدایی شده) شستشو شده باشند، به طوری که از عدم وجود ناخالصیهای محلول در آب از مرحله ی قبل فرایند و غیره که موجب تاول زدن پوشش نهایی اعمال شده شود، اطمینان یابد. همچنین عدم وجود آلودگیهای دیگر مانند جای دست ، به منظور دستیابی به پوشش مناسب آلی مهم است .
6.9) آزمون ارزیابی کیفی پوششهای تبادلی فسفاته
برای ارزیابی کاربری پوشش تولید شده در فرایند مرطوب پیوسته در شرایط محیطی سخت، آزمون قطره نمک، (پیوست د و منبع [1] در منابع را ببینید) به جز موارد استثناء که توسط خریدار مشخص شده است باید انجام گیرد. برای ارزیابی، و به منظور فراهم آوردن تجهیزات مناسب برای کنترل پیوستگی و کیفیت پوشش ایجاد شده به وسیله ی فرایند فیلم مرطوب از روش آزمون پاشش نمک خنثی (مه) (ضمیمه ه و منابع [2] و[7] در مراجع را ببینید)به جز موارد استثناء شده توسط خریدار، استفاده کنید .
در تمام موارد حداقل زمان آزمون، قبل از ظهور اولین نشانه های محصولات خوردگی قطعه پایه ، نوع ارزیابی و روش حذف پوشش مکمل قبل از آزمایش قطعات نمونه مورد نیاز است و باید توسط خریدار مشخص شود.( 4.1.ی را ببینید)
بسته به ترکیب مورد استفاده در پوشش مکمل قبل از ظهور اولین نشانه های خوردگی ، زمان مصرفی کنده شدن پوشش میتواند در نظر گرفته شود .
آزمونهای پاشش قطره نمک و پاشش نمک خنثی (مه) ابزارهایی جهت کنترل پیوستگی و کیفیت پوشش فراهم میکنند و جز آزمونهای خوردگی فلزات نیستند.
مدت زمان و نتیجهی این آزمونها شاید ارتباط کوچکی به عمر مفید قطعه پوشش شده در بر داشته باشد و بنابراین نتایج بدست آمده نباید به عنوان نشانهی مستقیمی از مقاومت پوشش در اتمسفر سخت، در تمام محیطهایی که ممکن است این پوشش مورد استفاده قرار گیرد در نظر گرفته شود.
به علاوه عملکرد مواد مختلف در آزمون نباید به عنوان نشانهای مستقیم از مقاومت نسبی در محیطهای شدیدا خورنده این مواد در سرویس دهی در نظر گرفته شود.
7) نمونه برداری
روش نمونه برداری باید از روشهای مشخص شده در ISO-2859 یا ISO-4519 به جز مواردی که به وسیله ی خریدار مشخص شده باشند انتخاب گردد (4.1.ک را ببینید)
خریدار باید درجه ی پذیرش را مشخص کند.
پیوست الف
(آموزشی)
روشهای اجرا، مشخصات و اهمیت پوششهای تبادلی فسفاته
الف-1- کلیات
پوششهای تبادلی فسفاته به وسیلهی عملیات با محلولهایی ایجاد میشوند که جزء اصلی آنها مقدار مناسبی از دیهیدروژن اورتوفسفاتها[2] است. تمام پوششهای تبادلی فسفاته کم و بیش متخلخل هستند ولی میتوان آنها را با عملیات مناسب سیل کاری تکمیلی، به طور قابل توجهی آببندی کرد.
الف-2- روشهای کاربرد
فسفاتهکاری معمولاً به وسیلهی غوطهوری قطعه در یک حمام پوششدهی و هم زدن محلول در صورت نیاز ، یا از طریق خطوط پیوسته حجیم یا پاشش محلول پوشش، انجام میشود. عملیات نورد ممکن است برای ورق فولادی گالوانیزه و یا غیر گالوانیزه انجام گردد.
در مورد برخی از فولادهای کم آلیاژ مانند فولاد کروم- مولیبدن-وانادیم و مس-سیلیسیم-مولیبدن-وانادیم بهترین پوششهای فسفاته به وسیلههای محلولهای همراه با شتاب دهنده[3] به دست میآیند. در گذشته برای به دست آوردن پوششهای فسفاتهی قابل قبول بر روی برخی از انواع این فولادها مخصوصاً در حالت آهنگری شده مشکلات مهمی وجود داشت؛ و احتمالاً ضروری است که یک روش جایگزین برای محافظت آنها پیدا کرد.
غلظت اسید آزاد در محلولهای فسفاته میتواند به طور محسوسی بر کیفیت پوشش فسفاتهی فولادهای آلیاژی تاثیر بگذارد؛ مانند انواع فولادهای نیکل-کروم-مولیبدن و ماریجینگ[4] (نیکل-کبالت-مولیبدن-تیتانیم). انتظار میرود که نسبت درجه اسید آزاد حداقل 6 به 1 حفظ شود تا پوششهای قابل قبولی به دست آید و از حملات ناخواسته و یا حفره دار شدن فولاد در حین عملیات فسفاته جلوگیری شود. سطح اسید آزاد در محلول فرآیند که در دمای ثابت کاری و در حالتی که از آن استفاده نمیشود، تمایل به افزایش دارد. میتوان این مورد را با قرار دادن خردههای فولاد تمیز، پشم استیل و یا پودر آهن ریزدانه کاهش داد. افزودن پودر آهن به محلول فسفاته میتواند منجر به یک واکنش شدید شود. بهتر است پودر آهن در مقادیر کم اضافه گردد و قبل از افزودن پودر آهن بیشتر، اجازه کاهش سرعت واکنش داده شود.
قطعات فسفاته شده سپس با آب شسته میشوند، خشک میگردند و بر اساس کاربرد مورد نظر، تحت عملیات مکمل مناسب قرار میگیرند.
لجن به عنوان یک محصول جانبی عادی در واکنش فسفاته کاری تشکیل میشود. این لجن معمولاً در فرآیند مانعی ایجاد نمیکند ولی هم زدن حمام نباید به گونهای باشد که لجن بر روی قطعه ته نشین شود. فیلتر کردن محلول حمام از ته نشین شدن لجن بر روی قطعات جلوگیری میکند.
الف-3- مشخصات انواع مختلف پوششهای تبادلی فسفاته
ظاهر، بلورینگی، رنگ و یکنواختی معمول انواع اصلی پوششهای تبادلی فسفاته در بزرگنمایی 6برابر در جدول الف-1 آمده است.
جدول الف .1-مشخصات پوششهای تبادلی فسفاته
|
وزن پوشش بر واحد سطح g/m2 |
ظاهر معمول پوشش |
نماد پوشش |
نوع پوشش ایجاد شده |
جزء اصلی حمام فسفاته |
|||
|
Cd |
Zn |
Al |
Fe |
||||
|
1 تا 20 |
3/0 تا 10 |
1 تا 30 |
خاکستری روشن تا خاکستری تیره |
Znph |
فسفات روی |
Zn(H2PO4)2 |
|
|
- |
1 تا 10 |
- |
1 تا 30 |
خاکستری روشن تا خاکستری تیره |
ZnCaph |
فسفات روی-کلسیم |
Zn(H2PO4)2 Ca(H2PO4)2 |
|
- |
- |
- |
1 تا 30 |
خاکستری تیره تا سیاه |
Mnph |
فسفات منگنز |
Mn(H2PO4)2 |
|
- |
2/0 تا 2 |
>5/0 |
2/0 تا 5/1 |
پوششهای آمورف از 1/0 تا 1 g/m2: رنگین کمانی مانند مایل به زرد تا آبی خاکستری پوششهای حدود 1 g/m2 : خاکستری |
Feph |
فسفات فلز تحت عملیات (بعلاوه اکسیدهای آهن در صورت استفاده از مواد آهنی) |
Me(l)(H2PO4)2a |
|
aMe(l) نشان دهنده کاتیون یک فلز قلیایی و یا (NH4)+ است. |
|||||||
الف-4- اهمیت و چسبندگی پوششهای تبادلی فسفاته
الف-4-1- شکل دهی سرد
پوششهای تبادلی فسفات روی برای کمک به شکل دهی سرد ترجیح داده میشوند. راهنمای جرم به ازای واحد سطح این پوشش برای انواع کاربردها در جدول الف.2 آمده است.
پوششهای فسفات روی باید پس از آبکشی، توسط عمل آوری با یک محلول قلیایی ضعیف خنثی شوند.
میتوان روانکاری صابونی را به وسیله غوطهوری در یک محلول مناسب صابون (کشش لوله، فرم دهی سر(heading) سرد و اکستروژن سرد، کشش عمیق) و یا پودر صابون خشک (کشش سیم) انجام داد.در روش غوطهوری، صابون با لایهی فسفات روی واکنش میدهد و استئارات روی بر سطح پوشش فسفات روی ظاهر میشود. پیش از روانکاری با صابون خشک، میتوان سیمها را در یک محلول قوی بوراکس یا آهک فرو برد تا به عنوان یک حامل برای روانساز عمل کند.
جدول الف-2- وزن پوشش تبادلی فسفات روی به ازای واحد سطح برای کمک به شکل دهی سرد
|
کاربرد |
وزن به ازای واحد سطح پوششg/m2 |
|
کشش مفتول فولادی |
5 تا 15 |
|
کشش لولههای فولادی جوشکاری شده |
3 تا 10 |
|
کشش لولههای دقیق فولادی |
4 تا 10 |
|
هدینگ سرد و اکستروژن سرد |
5 تا 20 |
|
کشش عمیق بدون کاهش ضخامت جداره |
2 تا 5 |
|
کشش عمیق با کاهش ضخامت جداره |
5 تا 15 |
الف-4-2- عمل سایش
پوششهای فسفات منگنز معمولاً برای تسهیل عمل سایش ترجیح داده میشوند.در جدول الف.3 وزن پوشش پیشنهادی به ازای واحد سطح برای کاربردهای مختلف آمده است.
همچنین بهتر است که عوامل زیر در نظر گرفته شود:
آ) اگرچه پوششهای فسفات منگنز به طور کلی ترجیح دارند، پوششهای دیگر مانند فسفات روی نیز مناسب هستند؛ به خصوص در سطوح کم پوشش. نوع پوشش انتخاب شده وابسته به تنشهای وارد بر پوشش ناشی از کاربرد نهایی مورد نظر، است.
ب) سطح پوشش مورد استفاده، به تغییرات ابعادی اجزای پوشش داده شده در قطعهی سرهم شده وابسته است.
این قبیل پوششها معمولاً در محل اتصال قطعات با یکدیگر همراه با یک روانساز مناسب استفاده میشوند.
جدول الف-3- وزن پوشش تبادلی فسفات منگنز به ازای واحد سطح برای کمک به عمل سایش
|
کاربرد |
وزن پوشش به ازای واحد سطح g/m2 |
توضیح |
|
قطعات با فواصل کوچک، مانند پیستونهای کمپرسور یخچال |
3 تا 5 |
پوشش تمام فسفات منگنز (حمام فاقد آهن) |
|
قطعات با فواصل زیاد، مانند چرخ دندهها، کران ویلها و دنده پینیون و دیفرانسیل. |
5 تا 20 |
پوشش فسفات منگنز آهن (حمام حاوی آهن) |
الف-4-3- چسبندگی پوششهای تبادلی فسفاته به منظور بهبود مقاومت به خوردگی
جدول الف.4 به بررسی اهمیت وزن پوشش به ازای واحد سطح پوششهای تبادلی فسفاته، جهت تامین چسبندگی خوب برای سیستمهای پوشش آلی، جلادهندهها و پوششهای مربوط به بهبود مقاومت به خوردگی میپردازد.
جدول الف -4- چسبندگی پوششهای تبادلی فسفاته جهت بهبود مقاومت خوردگی
|
موارد استفاده و کاربردها |
پوششهای تکمیلی |
پوشش فسفاته |
فلز پایه |
|
|
وزن پوشش به ازای واحد سطح g/m2 |
عملیات ترجیحی |
|||
|
محافظت خوردگی در حمل و نقل و انبار طولانی مدت. |
روغنهای محافظ یا واکس، به مقدار لازم، پس از رنگ کردن پوشش |
>5 ولی بهتر است که <10 باشد |
ZnphMnph Feph |
مواد آهنی |
|
محافظت طولانی مدت در محیط خشک (بدون چگالش). محافظت در هوای آزاد همراه پوشش رویی. |
>5 |
ZnCaph |
||
|
بدنهی وسایل نقلیه، یخچال و اتاقک ماشین ظرفشویی. |
پوششهای آلی، جلادهندهها و پوششهای وابسته |
1 تا 10 |
ZnphZnCaph |
مواد آهنی، روی آلومینیوم، کادمیم |
|
بدنهی وسایل نقلیه، صفحات و ورقهایی که پس پوشش دهی آلی شکل داده میشوند، و به خصوص در جایی که بعد از یک پس عملیات آلی، خم کردن انجام میشود. |
5/1 تا 5/4 |
Znph |
روی |
|
|
محافظت موقت در یک محیط خشک (بدون چگالش). انبار کوتاه مدت داخل کارگاه برای قطعات ماشین (<24ساعت). |
هیچ |
2/0 تا 5/1 5/1 تا 5/4 |
Feph Znph |
مواد آهنی |
پیوست ب
(آموزشی)
تعیین آلودگی آب شستشو
ب.1. آزمونهای ضروری برای محلولهای فرآیند
ب.1.1 محلولهای مورد نیاز
آ) سدیم هیدروکسید: %4/0(جرمی) محلول سدیم هیدروکسید
ب) شناساگر فنل فتالئین: 5/0 گرم فنل فتالئین را در ml50 اتانول حل کرده و با آب مقطر تا ml 100 رقیق کنید.
ب.2.1. روش کار
محتویات حمام شستشو را هم زده، حدود ml 100 از محلول را برداشته و تا دمای اتاق خنک کنید. از محلول خنک شده ml 50 را برداشته و داخل یک ارلن ml 300 و یا ظرف شیشهای مناسب دیگری بریزید. سپس چند قطره از شناساگر فنل فتالئین به آن افزوده و با محلول %4/0 (جرمی) سدیم هیدروکسید تیتراسیون را انجام دهید تا یک رنگ ثابت بنفش کمرنگ ظاهر شود.حجم محلول تیتراسیون مصرفی نباید از ml 75/0 تجاوز کند.
ب.2. آزمون کلرید در آب شستشو
ب.1.2. این آزمون برای تعیین زمان رسیدن غلظت کلرید به بیش از g/l 5/0 در آب شستشو طراحی شده است. میتوان از آزمونهای جایگزین نیز استفاده کرد؛ به شرط آن که کارآیی و تکرارپذیری آنها اثبات شود.
ب.2.2. محلولهای مورد نیاز
آ) سدیم کلرید استاندارد: محلول حاوی g/l 5/0 یون کلرید. میزان g 825/0 سدیم کلرید را در آب مقطر حل کرده و تا 1 لیتر رقیق نمایید.
ب) محلول اسیدی نیترات نقره: %1 (جرمی) نیترات نقره در اسید نیتریک %20 (حجمی). مقدار 10 گرم نیترات نقره را در حجم کمی از آب مقطر حل کرده و ml 200 اسید نیتریک (g/cm342/1) به آن افزوده و تا 1 لیتر رقیق نمایید.
ب.3.2. وسایل مورد نیاز
آ) دو عدد لولهی ml 100
ب) یک عدد استوانه مدرج ml 5
ج) دو عدد میلهی شیشهای با حدود mm 200 طول و mm 5 قطر برای هم زدن.
ب.4.2. روش کار
آ) دو لولهی ml 100 را به ترتیب S و T نامگذاری کرده و علامت بزنید.
ب) به لولهی S، ml 5 از محلول استاندارد سدیم کلرید افزوده و تا ml 100 با آب رقیق کنید.
ج) به لولهی T، ml 5 از آب شستشو افزوده و تا ml 100 رقیق نمایید.
در صورتی که آب شستشو حاوی مواد معلق باشد، باید پیش از انجام آزمون توسط کاغذ واتمن شماره 1[5](و یا مشابه) فیلتر شود.
د) به هر لوله، ml 5 از محلول نیترات نقره اضافه کنید. محتوای هر دو لوله را با میلههای شیشهای هم زده و به مدت 1 دقیقه آنها را کنار گذارید.
ﮬ) شفافیت دو محلول را با هم مقایسه کنید. در صورتی که محلول لولهی Tکدرتر از محلول لولهی S است، در این صورت آب شستشو بیش از g/l 5/0 یون کلرید دارد.
پیوست ج
(آموزشی)
شناسایی پوشش تبادلی فسفاته
ج.1. کلیات
این پیوست به شرح روشهایی برای شناسایی پوششهای تبادلی فسفاته میپردازد. این روشها برای پوششهای حاوی فسفر، آهن، منگنز، روی و کادمیم کاربرد دارند؛ ولی در صورتی که آهن و روی در فلز پایه حضور داشته باشند، برای تشخیص آن دو مناسب نیستند.
ج.2. روش 1
ج.1.2. قاعدهی کلی
حذف پوشش تبادلی فسفاته از یک قطعه آزمون توسط محلول سدیم هیدروکسید انجام میگیرد. تشخیص عناصر حاضر در محلول توسط هر تکنیک مناسب آنالیز، مانند طیف سنجی جذب اتمی انجام میشود.
ج.2.2. معرفها
از محلول سدیم هیدروکسید 50 گرم بر لیتراستفاده کنید.
در طول آنالیز، فقط از معرفهای دسته آزمایشگاهی شناخته شده و آب مقطر و یا آبی با خلوص معادل استفاده نمایید.
ج.3.2. وسایل مورد نیاز
از وسایل معمول آزمایشگاهی استفاده کرده و دستگاههای مجهز را برای تشخیص فسفر، منگنز، روی وکلسیم به کار ببرید، مانند طیف سنج جذب اتمی برای فلزات.
ج.4.2. قطعهی آزمون
از یک قطعهی آزمون با سطح کل پوشش داده شده معادل تقریباً cm2 100 استفاده نمایید.
ج.5.2. روش کار
قطعهی آزمون (ج.4.2) را در ml 100 از محلول سدیم هیدروکسید (ج.2.2) فرو ببرید و دما را بین °C 90-80 نگه دارید تا پوشش از بین برود یا حداقل دستخوش حملهی آشکاری شود. در صورت نیاز، پوشش را با سایش به وسیلهی یک کفگیرک لاستیکی از بین ببرید. با استفاده از دستگاه آنالیز مناسب (ج.3.2)، هر یک از عناصر فسفر، منگنز، روی و کلسیم حاضر در محلول آزمون را آشکار کنید.
ج.3. روش 2
به عنوان روشی جایگزین برای روش 1 (ج.2) میتوان از یک میکروسکوپ الکترونی مجهز به طیف سنج متفرق کننده انرژی (EDS) برای تشخیص عناصر فلزی در پوشش بهره برد.
ج.4. تفسیر نتایج
بر اساس گزارش عناصر تشخیص داده شده، نوع پوشش را طبق جدول ج.1 تعیین کنید.
جدول ج .1- شناسایی انواع پوشش تبادلی فسفاته
|
عناصر تشخیص داده شده |
نوع پوشش |
|
فسفر |
فسفاته |
|
منگنز |
Mnph |
|
روی (بدون کلسیم) |
Znph |
|
روی و کلسیم |
ZnCaph |
برای مواد پایه آهنی، غیاب منگنز یا روی در پوششهای تبادلی نشان میدهد که تقریباً تمام پوشش از آهن(II) فسفات (Feph) تشکیل شده است.
توضیح: وجود یک پوشش رضایت بخش میتواند از طریق نکات زیر نتیجه شود
آ) سایش سطح عملیات شده به وسیلهی پشم استیل نازک؛ فولاد عملیات نشده سطح براق و جلاداری از خود نشان میدهد.
ب) خراشیدن سطح با یک چاقوی کُند؛ سطح پوشش داده شده به صورت خط سفیدی در میآید.
ج) خراشیدن ناحیهی کوچکی توسط یک چاقوی تیز؛ سطح پوشش داده شده پودر خاکستری روشنی را به جا میگذارد.
ممکن است روشهای آزمون ب و پ وجود پوشش نوع III و یا IV را به طور مشخصی نشان ندهند (4.5را ببینید).
پیوست د
(آموزشی)
آزمون قطره نمک
د-1) روش آزمون:
د-1-1) برای کاربردهای مناسب در محیطهای شدید و فیلم بدست آمده از روش پیوسته مرطوب، باید در آزمون قطره نمک قرار گیرد ، مگر اینکه به وسیله ی خریدار استثناء شده باشد (4-1-ک را ببینید)
زمانیکه انجام آزمون روی قطعه واقعی امکان پذیر نباشد ، صفحات ویژه ی آزمون میتواند مورد استفاده قرار گیرد . اگر نمونه های ویژه به منظور نمایش پوشش قطعات واقعی به کار رود، نمونه باید دارای همان طبیعت، همان شرایط سطح، همان ترکیب و همان شرایط متالوژیکی باشد که قطعه واقعی داراست و باید در همان فرایند تولید قطعه واقعی قرار گیرد.
د-1-2) صفحات آزمون باید دارای اندازهی 100mm x 150mm باشند (شکل د-1را ببینید) دو سوراخ با قطر 5mm و به فاصله ی 6mm از هر طرف باید در گوشه های قطعه در دو انتهای ضلع 100mm که بتوان از آن قسمتها قطعه را به صورت عمودی در طول آزمون قرار دارد . تمام لبه های برش شده و در گوشه ها باید که گرد و صاف شود.
شکل د-1 – صفحه آزمون
د-2) محلول آزمون
معرفهای مورد استفاده باید با کیفیت آزمایشگاهی باشند و از آب دیونیزه یا با خلوص هم ارز باید استفاده شود . ترکیب محلول به شرح زیر است:
سدیم کلرید NaCl : 26.5 گرم
منیزیم کلرید MgCl2 : 2.4 گرم
منیزیم سولفات MgSO4 : 3.3 گرم
پتاسیم کلرید KCl : 0.73 گرم
سدیم هیدروژن کربنات NaHCO3 : 0.20 گرم
سدیم برمید NaBr : 0.28 گرم
کلسیم کلرید CaCl2 (در آخر اضافه میشود): 1.1 گرم
آب دیونیزه یا آب هم ارز برای رساندن به حجم 1000ml
حجم محلول باید بین 1 تا 1.5 لیتر درهر 24 ساعت باشد.
د-3) رویه آزمون
د-3-1) قطعات یا صفحات (شکل د-1را ببینید) باید به صورت عمودی بوسیله ی قلاب و یا از جنسی که مورد خوردگی قرار نگیرد و با عبور آن از داخل سوراخهای موجود در دو گوشه در بالای ظروفی که با مقدار جزیی آب پر شده باشد و کل مجموعه در یک ظرف غیرفلزی قرار گرفته است ، آویزان شده باشند . فاصله ی بین لبه ی پایینی قطعه و سطح آب داخل ظرف باید بین 50 تا 75 میلیمتر باشد و قطعات یا صفحات باید به صورت پشت سر هم قرار گیرند . آنها باید در یک فاصله ی مطلوب (کمتر از 25 mm ) از یکدیگر باشند تا زمانیکه حرکت میکنند بهم برخورد نکنند و قطعه ای مصنوعی باید در انتهای هر ردیف قرار گیرد.
د-3-2) 5 روز متوالی در یک هفته و روزانه یکبار، تمام قطعات و صفحات شامل صفحات مصنوعی باید برای مدتی کوتاه از موضع خود خارج شده و به صورت منفرد در هر دو طرف به وسیله ی محلول نمک و به وسیله ی اتم ساز(atomizer) دستی پاشش شوند. هدف باید پوشاندن سطح قطعه با قطرات جداگانه به وسیله ی پاشش با نازل در فاصله ی مشخص (150-300mm ) از نمونه با پاشش در جهات مختلف باشد. پاشش کردن نباید آنقدر سنگین باشد که قطرات بهم آمیخته شوند، برای جلوگیری از این مورد قطعات باید در موقعیت خود، زمانیکه سطح از مرحله ی قبلی پاشش هنوز خیس است تا از تجمع تمام پاشش در یک محل خودداری شود، ثابت شوند.
ضروری است که صفحات یا قطعات به وسیله ی قطرات پوشیده شده باشند. بلافاصله پس از پاشش کردن قطعات یا صفحات باید به محل قبل خود در مخزن منتقل شوند و کل مجموعه باید به وسیله ی پوشش غیرفلزی یا مواد مناسب دیگر پوشانده شود که از خشک شدن قطرات جلوگیری شود. هر پوششی باید از داخل به منظور جلوگیری از آلودگی قطعات محافظت شود .پاشش ممکن است به وسیله ی رنگ ناصاف جذب شود اگر چنین باشد بررسی اینکه توزیع قطرات خوب بدست آمده است، غیر ممکن میشود . ضروریات پاشش کردن در ISO-4536 نشان داده شده است . برای غلبه بر این مشکل ابتدا قطعات مصنوعی (که روی آن قطرات قابل مشاهده است) به صورتیکه قطرات استاندارد تولید شود، مورد پاشش قرار میگیرند و سپس قطعات آزمون همان روش، مورد پاشش قرار میگیرند. فولاد شیشه پوش شده با متیل کاری خوب برای این کار مناسب است.
د-3-3- شدت پاشش باید به وسیله ی وزن کردن میزان نشست محلول در دو طرف صفحه ی فولادی چربیگیری شده با ابعاد 150mm x 100mm بررسی شود. جرم آن باید بین 0.5 تا 1 کیلوگرم باشد . دمای آزمون باید بین 5 تا 20 درجه سانتی گراد باشد . و کل مجموعه باید از منابع خارجی گرمایی محافظت شود تا تغییرات دمایی مقطعی به وجود نیاید . محلول پاشش باید آب دریا به صورت مصنوعی باشد که طبق بند د-2 آماده شده است.
د-3-4- هر نازل اتم ساز که قادر به تولید قطرات ظریف باشد (مه نباشد) ممکن است در این آزمون مورد استفاده قرار گیرد.
د-3-5- باید دو خراش به طول 50mm به صورت موازی و به فاصله ی 50mm از همدیگر (شکل د-1را ببینید) بدون در نظر گرفتن اندازه و شکل قطعه ایجاد شود، که در هر مورد ترتیب موازی آن مجاز است. در تمام موارد خراش باید در فیلم رنگ نفوذ کرده و به سطح قطعه برسد. قطعه باید به صورتی مورد آزمون قرار گیرد که خطها عمودی قرار بگیرند.
بنابراین تمایل به تجمع رسوب در لبه های خراش به وسیله ی جاذبه از بین میرود. هیچ آزمونی قبل از گذشت 24 ساعت از کامل شدن پوشش شروع نمیشود و اگر قطعات قبل از انجام آزمون خراش داده شده باشند باید 24 ساعت از زمان خراش تا شروع آزمون پاشش گذشته باشد.
د-4-کاهش جرم نمونه کتنرل شده
د-4-1- پس از پایان مدت زمان آزمون ، کاهش جرم قطعات کنترل شده پس از رسوب زدایی بدست می آید. متوسط وزن از دست رفته نباید از مقداری که در جدول داده شده است کمتر باشد.
جدول د-1- کاهش جرم نمونه کنترل شده
|
مدت آزمون روز |
میانگین کاهش جرم به ازای صفحه 100mm x 150mm گرم |
|
5 |
1.0 |
|
7 |
1.4 |
|
14 |
2.4 |
|
21 |
3.3 |
|
28 |
4.1 |
د-4-2) قطعات یا صفحات باید به وسیله ی محلول کلارک که محتوی 20 گرم اکسید آنتیموان و 50 گرم کلرید قلع محلول در یک لیتر اسید کلریدریک (چگالی = 1.16گرم بر سانتی متر مکعب) ، جرم زدایی شوند. محلول باید سرد باشد و قطعات باید تا جرم زدایی کامل در آن در حال حرکت باشند. قطعات یا صفحات پس از آن در آب جاری شسته شده ، خشک و وزن میشوند. اختلاف بین جرم قطعه چربیگیری شده تمیز و جرم پس از جرم زدایی، داده ای است که باید ثبت شود.
باید از احیاء سریع کلرید آهن ایجاد شده بوسیله ی محلول جرمزدایی و مورد حمله قرار نگرفتن فولاد اطمینان حاصل کرد، لذا ضروری است که قطعات یا صفحات در محلول متحرک باشند.
د-5- ارزیابی
د-5-1- پس از پایان مدت زمان آزمون، قطعات یا صفحات باید در آب سرد شسته شده و با چشم بازرسی شوند و اجازه داده شود تا در دمای اتاق خشک شوند. بلافاصله پس از خشک شدن بازرسی نهایی باید انجام گیرد.
د-5-2- در صورتی که در مراحل آغازی به بروز خطایی شک وجود داشته باشد، باید به همان روش تکرار شود و اگر بازرسی دارای خطا بود، صفحات یا قطعات ممکن است از آزمون حذف شوند.
پیوست ﮬ
( آموزشی)
محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی
با آزمون پاشش نمک (مه)
ﮬ.1 ) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی با آزمون پاشش نمک (مه) بدون عملیات مکمل یا پوشش آلی
در روشهای آزمون برای فراهم آوردن ابزارهای کنترل پیوستگی و کیفیت پوشش تبادلی فسفاته با یک فیلم مرطوب بدست آمده از فرایند پیوسته ، روش آزمون پاشش نمک (مه ) استفاده میشود. مگر توسط مشتری به طریق دیگری مشخص شود.( 4.1.ک را ببینید)
اجزاء فسفاته شده و یا ورقه های نمونه در محفظه ی آزمون قرار میگیرند ، تحت محیط مشخص که در بازه هایی در جدول ﮬ.1 معین شده است و خارج میشوند برای ارزیابی
جدول ﮬ.1 حداقل زمان داده شده برای باقیماندن بر حسب ساعت ، برای اجزاء پایه آهن فسفانه شده بدون هیچ عملیات مکمل قبل ازاینکه اولین آثار خوردگی هویدا شوند را میدهد.
جدول ﮬ.1 – حداقل زمان مصرفی بر حسب ساعت ، قبل از اینکه رسوبات قرمز رنگ روی اجزائ پایه آهن فسفاته شده بدون عملیات جانبی هویدا شوند.
|
نوع پوشش فسفاته |
پوشش فسفاته روی |
پوشش فسفاته منگنز |
پوشش فسفاته آهن(II) |
|
کد طبقه بندی |
ZnpH |
MnpH |
FepH |
|
جرم پوشش تقسیم بر واحد سطح بر حسب گرم بر متر مربع |
<10 |
<15 |
<15 |
|
کمترین زمان مصرفی |
3 |
1.5 |
1.5 |
ﮬ.2) محاسبه ی مقاومت به خوردگی پوشش فسفاته تبادلی که تحت عملیات جانبی با روغنهای جلوگیری کننده از خوردگی ، باآزمون پاشش نمک خنثی (مه)
ﮬ.2.1) اصول
قطعات آزمون فسفاته با یک پوشش مناسب ضد خوردگی در یک شرایط مشخص پوشیده میشوند و این قطعات در آژمون پاشش نمک خنثی (مه) مورد استفاده قرار میگیرند(6.9 را ببینید)
آزمون ممکن است برای ارزیابی سیستم ضد خوردگی مشخص یا برای مقایسه ی یک محدوده از پوششهای تبادلی فسفاته ی در تماس با روغنهای محافظ خوردگی، مورد استفاده قرار گیرد.
ﮬ.2.2) عملیات مکمل
ﮬ.2.2.1) عملیات مشخص
قطعه یا صفحه آزمون را در محلول محافظ خوردگی تحت شرایط آزمایش با دقت فرو برده و از اینکه فیلم مایع نیمه جامد یا واکسی که روی سطح فسفاته شده از هرگونه حباب هوا و ناپیوستگی عاری باشد، اطمینان حاصل کنید.
قبل از آزمون قطعات آزمون را برای حداقل 24 ساعت در دمای23±5 درجه ی سانتی گراد ، و رطوبت نسبی کمتر از 65% در اتمسفر بدون گرد و غبار قرار دهید و به آن اجازه دهید تا روغن اضافی به صورت قطره و حلالها به صورت بخار از آن جدا شوند.
ﮬ.2.2.2) آرمون مقایسه ای
قطعات آزمون فسفاته شده را (قبلا در دمای بین 100-120 درجه سانتی گراد خشک شده و تا دمای اتاق سرد شده است) با استفاده از قلابهای پلاستیکی مناسب یا قلاب فولادی با روکش پلاستیک به صورت عمودی در روغن انتخاب شده به مدت یک دقیقه در دمای 25±2 درجه ی سانتی گراد فرو برید ، در طول این مدت صفحات آزمون را به آرامی جلو و عقب ببرید و سپس آنها را بیرون بیاورد و به مدت 30 ثانیه در بالای آن نگاه دارید . فیلم روغن تشکیل شده روی سطح فسفاته باید از هرگونه حباب هوا و ناپیوستگی عاری باشد.
قبل از تست قطعات آزمون را برا ی حداقل 24 ساعت در دمای 23±5 ، و رطوبت نسبی کمتر از 65% در اتمسفر بدون گرد و غبار قرار دهید.
ﮬ.2.3) روشها
قطعات روغن پوشیده شده یا صفحات آزمون را (ﮬ.2.2 را ببینید) در آزمون پاشش نمک خنثی (مه) قرار دهید (6.9 را ببینید) این آزمون مدت زمان مورد نیاز برای ظهور اولین شواهد خوردگی فلز را تحت شرایط سیستم محافظ خوردگی ویژه مشخص میکند.
برای این هدف، قطعات آزمون را از محفظه ی آزمون بیرون آورده و آنها را برای بررسی شواهد خوردگی چشمی مورد بازرسی قرار دهید (در صورت نیاز از ابزارهای چشمی استفاده کنید).
در صورتیکه پس از عملیات فیلم (یا لایه)روغن روی سطح باشد قبل از بررسی چشمی اجزا یا صفحات آزمون برای مطابقت کامل باید پاک شود .( 4.2.د را ببینید)
برای یک پوشش ویژه فسفاته لایه برداری های مشخص در زمان قبل از اولین نشانه های خوردگی بسته به ترکیب پوشش مکمل ، و درجه پوشش دهی اتفاق میافتد، بنابراین در حداقل زمان مصرفی برای پوشش تبادلی فسفاته با پوشش مکمل باید همیشه به محصولات ویژه ای از خانواده روغنهای محافظ خوردگی، گیریسها و واکسها و دانستن درجه پوشش بر حسب گرم بر متر مربع بدست آمده از اختلاف جرم تعیین شده اشاره شود.
پیوست و
(آموزشی)
عملیات برای پوشش دهی مکمل
جدول و.1 عملیاتهایی که وقتی یک پوشش دهی مکمل استفاده میشود را نشان میدهد.
جدول و.1 – انواع پوشش دهی مکمل
|
علامت |
نوع عملیات |
|
T1 |
عملیات جلادهی یا پوشش دهی آلی عملیات غیرآلی یا سیل کردن آلی، فرم دهی غیر فیلم |
|
T2 |
عملیات سیل کردن غیرآلی یا آلی |
|
T3 |
رنگ کردن |
|
T4 |
عملیات روغن ، گریس یا باقی روانکارها |
|
T5 |
عملیات واکس زدن |
|
T6 |
عملیات صابون زدن |
[1]Conditioning treatment
[2]Dihydrogen orthophosphates
[3]Accelerated
[4]Maraging
[5]کاغذ واتمن شماره 1 مثالی از یک محصول تجاری مناسب در دسترس است. این اطلاعات برای راحتی استفاده کنندگاناین متن آورده شده است و تاییدی از سوی ISO را در بر نمیگیرد
.
تسریع کننده های فسفاته

هدف از بکار بردن تسریع کننده ها یکی افزایش سرعت فرآیند پوشش دهی می باشد، اکسید کردن آهن فرو و کاهش اندازه کریستالها می باشد.
به دلیل اکسید شدن هیدروژن به این وسیله می توانند باعث انجام خواسته های فوق می گردند. در اثر انجام واکنش های فسفاته گاز هیدروژن متصاعد می شود و تولید هیدروژن یکی از راههای کنترل انجام واکنش است و زمانی که کنترل هیدروژن متوقف شود واکنش فسفاته کاری به پایان رسیده حباب هیدروژن از روی سطح خارج نمی شود وروی سطح می نشیند اگر مقدار زیادی حباب هیدروژن آزاد می شود از انجام واکنش جلوگیری می کند پس تلاش می کند هیدروژن را به نحوی خارج کند یعنی دپلاریزه کردن هیدروژن می باشد. بدون شتاب دهنده ها عمل فسفاته کاری ساعتها طول می کشد ( 6 تا 10 دقیقه ) با بکار بردن آنها زمان تا چند دقیقه کاهش می یابد.
همچنین استفاده از شتابدهنده میزان لجن را نیز کاهش می دهد و مقدار مواد مصرفی بر واحد حجم نیز کاهش می یابد.
ارتباط بین مقاومت به خوردگی و انتخاب نوع شتابدهنده به نحوی به تأثیر آن در مکانیزم تشکیل فسفاته بستگی داردایجاد پوششهای فسفاته را میتوان به روشهای شیمیایی، مکانیکی یا الکتروشیمیایی تسریع کرد. ولی اغلب از عوامل شیمیایی که به نام تسریع کننده خوانده میشوند، استفاده میشود زیرا نه تنها باعث صرفه جویی در وقت میشوند بلکه میتوان فرایند را در دمای کمتر انجام داد.
تسریع کننده های شیمیایی
1- اکسید کننده
این نوع شتابدهنده ها بیشترین کاربرد را دارند مهمتربن آنها نیتراتها ، کلرات ها ، پر اکسیدها می باشند.
نیتراتها به تنهایی یک شتابدهنده پر مصرف می باشد و در محلول فسفات روی و منگنز موثر می باشد. نیترات را می توان بصورت نمک فلز قلیایی نمکهای منگنز یا روی مخلوطی از آنها استفاده کرد.
مکانیزم شتابدهندگی نیترات ساده نمی باشد اما ممکن است از روی ترکیب گاز خارج شده از قطعه ای که مورد عمل فرآیند در محلولهای محتوی نیترات قرار می گیرد و مکانیزم را استنتاج کرده در طول عملیات فسفاته کاری حضور آهن، غلظت بالای نیترات و دمای بالای تبدیل نیترات به نیتریت با یک ترکیب نیتریدی که سپس با هیدروژن آزاد شده از انحلال آهن توسط فسفریک واکنش می دهد، احیا می شود.
|
Fe + 2H- Fe2-+H2 |
(22) |
|
3H2+2HNO3 N2+4H2O |
(23) |
و ممکن است یونهای فرو را به یونهای فریک اکسید کند .
|
3Fe2++NO2-+4H 3Fe3-+ 0.5 N2 +2H2O |
(24) |
بطور خلاصه واکنش اکسیداسیون تقریبا به معادله کلی زیر وابسته است .
|
10 Fe + 6NO3-+36H 10Fe3++3N2 +68 H2O |
(25) |
گاز خنثی تولید شده از احیای نیترات اثر معکوس روی فرآیند فسفاته کاری ندارد، فسفات آهن نامحلول نتیجه شده به شکل لجن رسوب می کند.
دامنه غلظت برای شتابدهندگی نیترات کاملأ به نسبت مشخص در محلول کاری محلول است . هرچه این نسبت بیشتر باشد زمان لازم برای تشکیل حداکثر وزن پوشش کوتاهتر می باشد. ولی مقدار وزن پوشش کمتر خواهد بود. محلولهایی که نسبت نیترات به فسفات بالاتری دارند ممکن است لجن کمتری بوجود آورند و کاراتر می باشند ولی محلولهایی با نسبت کمتر دارای وزن پوشش بیشتر و کارایی کمتر می باشند.
آزمایشات چمبرلین و آیزلن نشان داد که حلالیت فسفات فریک در حضور نیتریت بیشتر است. فسفات فریک ممکن است بوسیله هیدروژن نوزاد در سطح تماس احیا شده و بیشتر در پوشش شرکت کند تا اینکه لجن برود.
فرمول شیمیایی که برای نیتراتها رخ می دهد به فرم زیر است:
|
2NO3+8H++6e 2NO+4H2 |
(26) |
محدودیت نیتریتها و نیتراتها این است که در دمای بالا ناپایدار هستند با توجه به ارزیابیهایی که توسط محققان انجام شده، تجزیه نیتریت در دمای بالای فسفاته کاری C°95 - 98 بیشتر آن هدر می رود. نسبت انحلال اسید نیترو به طور کلی به دما وابسته است. لذا نیتریتها کاربرد وسیعی در حمامهای یافته اند که در دماهای پایین کار می کنند. وقتی قرار است از نیتریت بعنوان شتاب دهنده در حمامهای دما بالا استفاده شود به منظور اجتناب از هدر رفتن بالای مواد شیمیایی و همچنین برای اطمینان از شرایط بهداشتی کوره مقدار نیتریت اضافه شده به این حمامها باید دقیقا متناسب باشد.
فرمول شیمیایی که برای نیتراتها رخ می دهد به فرم زیراست :
|
2NO2+2H+ H2o+NO2+NO |
(27) |
کلرات ها یکی از شتابدهنده های قویی باشند که باعث می شوند تا ضخامت پوشش نازکتر می شوند.
برای کلراتها معمولأ از نمک Zn(ClO3) بعنوان شتابدهنده استفاده می شود.کلراتها هم هیدروژن متصاعد می کند، هم آهن را اکسید می کند.
|
2Fe+Clo3-+6H+ 2Fe3++ Cl-+3H2O |
(28) |
مشکل کلرات در این است که حمام را گل آلود و ژلاتینی می کند که برای رفع این مشکل باید غلظت حمام را بالا ببریم.البته استفاده از کلرات و نمکهای آن در پوشش دهی منگنز خیلی مرسوم نمی باشد زیرا که باعث اکسید شدن پوشش می باشد.
پراکسیدهیدروژن از قوی ترین شتابدهنده ها می باشد ولی پایداری آن خیلی محدود است غلظت مورد استفاده از پراکسید معمولا05/0 می باشد. مکانیزم به این صورت است که اکسید شدن فسفات فرو توسط پر اکسید هیدروژن منجر به آزاد شدن اسید فسفریک می شود.
البته این شتابدهنده فقط برای پوشش روی آن هم به روش پاشش در دمای C°50 تا 60 که لجن زیادی تولید می شود کاربرد دارد.
دسته دیگر از شتابدهنده ها ترکیبات نیترو آلی است که این شتابدهنده ها گرانترین شتاب دهنده ها می باشد. از انواع آنها سدیم متا نیترو بنزنات سولفونات می باشد این شتاب دهنده ها بسیار خوب عمل می کنند. یکی از مشخصات برجسته آن این است که نه خود شتاب دهنده و نه محصولات ناشی از احیا آن خورنده نمی باشند، بنابراین هنگامی که آبکشی ناقص باشد تجمع محلول در شکافها و شیارهای زبر خطری را به دنبال نخواهد داشت در هر جا محدودیت هایی نیز در استفاده از این شتابدهنده وجود دارد که عبارتند از :
11- حلالیت آن در آب کم است.لذا نمی توان بصورت محلول های غلیظ ساخته شود .
12- قادر به کنترل آهن فرو تولیدی در طول عملیات نمی باشد و ممکن است گاهی افزودن اکسید کننده قوی نیاز باشد.
13- این ماده جزو دسته مواد منفجره قرار دارد و لذا بسته بندی آن به فرم جامد غلیظ خطرناک است.
14- حلالیت خوبی دارد اما مدت شتابدهندگی آن کم است و اغلب به همراه سایر شتابدهنده ها مصرف می شود.
2. احیا کننده ها
سولفیت فلزات قلیایی، سولفیت سدیم، هیپو فسفیت سدیم، فرمآلدهیدو نیز آلدهید ها جزو این دسته از احیا کننده ها محسوب می شوند.مکانیزم آنها به صورت زیر است :
|
SO3-+6H++6e- S2-+3H2O |
(29) |
یعنی هیدروژن را به آب تبدیل می کند البته استفاده از آنها در صنعت به اندازه عوامل اکسنده موفقیت آمیز نبوده است.
3. نمک فلزات نجیب تر از آهن
اغلب از نمک مس در موارد نادر از نمک نیکل استفاده می شود که نیکل همراه نیتریت و نیترات بکار می رود.
مس نه تنها بعنوان کاتالیست عمل می کند بلکه رسوب پوشش در زمان کمتری رخ می دهد و مناطق کاتدی در سطح فولاد افزایش می دهد. اثر شتابدهندگی مس نیز بهمین علت می باشد. از مقدار اضافی مس نیز به دلیل جایگزین شدن پوشش فلزی مس بجای پوشش فسفاته مورد نظر بایستی خودداری کرد. واکنشهای مربوط به تسریع کننده های نمکی به صورت مقابل است :
|
Fe Fe2++2e- |
(30) |
|
Cu2++2e- Cu |
(31) |
مس رسوب شده در اسید نیتریک احیا می شود.
|
3Cu+2HNO3 3CuO+H2O+2NO |
(32) |
|
3CuO+6HNO3 3Cu(NO3)2+3H2O |
(33) |
|
3Cu+8HNO3 3 Cu(NO3)2+4H2O +2NO |
(34) |
نهایتأ هیدروژن به صورت واکنش زیر احیا می شود :
|
8H++6e- + 2NO3- 2NO+4H2O |
(35) |
مقدار تسریع کننده اثر مستقیمی در اندازه کریستالهای پوششی دارد. بیشترین شتاب و ریزترین دانه بندی در پوشش با غلظت 5/1 مس بدست می آید. اگر از این مقدار بیشتر شود اکسید کوپریک بوجود می آید.
در مورد نیکل نیز بهمین شکل است ولی در مکانیزمشان اختلاف وجود دارد عقیده گروهی بر این است نیکل روی فسفاتهای نامحلول نشسته و در شکل کلویبدال نوزادشان اثر می گذارد.
در مورد نیکل نیز بهمین شکل است ولی در مکانیزم اختلاف وجود دارد. از طرفی مقدار اضافی نیکل تأثیر زیان آوری ندارد گفته می شود که مقاومت به خوردگی پوشش را بالا می برد.چون این نوع یون ها از واکنش کاتدی مناطق بدون پوشش سطح فولاد جلوگیری می کنند. یک نمونه از کاربردهای نیکل را می توان شرکت یون نیکل و یاکبالت در اسید مربوطه نام برد که اصلاح کننده محلول فسفاته می باشد. تشکیل نمکهای کمپلکس نقش مهمی در تسریع تشکیل پوششی دارند با به تأخیر انداختن رشد کریستالها باعث می شوند پوشش یکنواخت با مورفولوژی کریستالی ریز به وجود آید.
4. تسریع کننده های الکتروشیمیایی
گاهی برای تسریع فرآیند فسفاته کاری از جریان الکتریکی استفاده میشود که تأثیرات آن به اختصار در زیر آمده است:
1. عملیات کاتدی فرایند فسفاته کردن را شدیداً تسریع میکند.
2. عملیات آندی از تشکیل پوشش جلوگیری میکند و به احتمال زیاد فسفات روی یا فسفات منگنز اولیه به شکل غیر محلول تبدیل نمیشود، ولی فسفات فروی اولیه از محلول فسفاتهی فوق اشباع رسوب میکند و همزمان سطح فلز با پوششی با ترکیب Fe(H2PO4)2.2H2Oرویین میشود.
3. استفاده از جریان متناوب نتایجی مشابه با عملیات کاتدی را دارد. میتوان نتیجه گرفت که عمل کاتدی جریان متناوب، بسیار شدیدتر از عمل آندی آن است.
4 . استفاده از جریان متناوب و تسریع کنندهی شیمیایی نتایج را بهبود میبخشد. در این حالت فرایند خیلی سریعتر به پایان میرسد. در صورتی که در حالت غوطهوری معمولی در این مدت اندک نتیجه حاصل نمیشود. چنین سرعتی، در غیاب جریان، تنها با استفاده از عملیات پاششی قابل دسترسی است.
5. پوششهای حاصل از الکتروفسفاته معمولاً نسبت به پوششهای حاصل از همان شرایط اما بدون اعمال جریان، تخلخل بیشتری دارند. احتمالأ علت این امر، ضخامت کم این پوششهاست (mµ5 -1).این پوششها نازک اند و بلورهای ریزی دارند که در هنگام استفاده از پوشش رنگ خاصیت چسبندگی الاستیکی آن را کاهش نمیدهند.
5-تسریع کننده های مکانیکی
این روش شامل پاشش محلول شیمیایی مناسب (حاوی تسریع کنندهی شیمیایی) با سرعت زیاد برروی تجهیزات است. در نتیجه عمل همزدن محلول و تشکیل پوشش هم زمان انجام می شود با استفاده از روش پاشش، زمان تأخیر حاصل از نفوذ سازندههای خاص، در محلول حذف میشود و همزمان سطح آهن در محلول اتمیزه شده، اکسید میشود. مدت پاشش 5/0 تا 2 دقیقه است. پوشش حاصل نازک و دارای بلورهای ریز بوده و در نتیجه برای زیر لایه رنگ بسیار مناسب است.
مرجع : پایان نامه دانشگاهی اقایان خیر خواه و پور فتحی دانشگاه شریف
ویژگی ها و روش های آزمون پوشش های فسفاته

ویژگی ها و روش های آزمون پوشش های فسفاته
عمل فسفاته کردن قطعات از طریق غوطه وری در وان با محلول ساکن و یا وان با محلول متحرک و یا اسپری کردن صورت می گیرد.
- روش پوشش دادن غلطکی می تواند برای فسفاته کردن تسمه های گالوانیزه فولادی استفاده گردد. جزئیات شرایط کار را می توان در دستورالعمل های عملیات مربوطه پیدا کرد. پس از فسفاته کردن قطعات باید با آب شسته شده و خشک شوند . عملیات اضافی شستشو و عملیات جانبی دیگر بستگی به کاربرد لایه فسفاته دارد.
- در روند های متداول فسفاته کاری از بروز تردی هیدروژنی قطعات فولادی تحت یک استحکام کششی حدود 1200 نیوتون بر میلیمتر مربع نمی توان به طور مطمئنی جلوگیری کرد.
با این وجود می توان به وسیله استفاده از موادی با چکش خواری مناسب ویا انجام عملیات حرارتی بخصوصی قبل و یا بعد از فسفاته کاری احتمال بروز تردی هیدروژنی را از بین برد این عملیات عبارتند از:
- بازپخت تنش زدایی پس از کار سرد به منظور رفع کردن تنش های کششی بحرانی باقیمانده.
- باز گشت پس از سخت کردن به منظور افزایش چقرمگی ماده.
-حرارت دادن تا دمای حدود 150-130 درجه سلسیوس برا ی حداقل دو ساعت پس از فسفاته کاری به منظور حذف هیدروژن جذب شده در طی عملیات فسفاته کاری .
انواع پوشش بسته به نوع مواد و وضعیت سطحی قطعات همچنین بسته به عملیات مکانیکی و شیمیایی قبل از فسفاته کاری ترکیبات حمام فسفاته و همچنین شرایط کار فسفاته ، لایه هایی با وزن سطح مختلف و یا چگالی های ظاهری متفاوت حاصل می شود. تمامی پوشش های فسفاته شامل تخلخل هستند که در طی عملیات تکمیلی ترمیم می شوند.
کاربرد پوشش فسفاته برای حفاظت از خوردگی
تمامی انواع پوشش های اشاره شده می تواند بدین منظور استفاده گردد. در این رابطه نوع پوشش و مقدار جرم بر واحد سطح آن بستگی به طبیعت فلز پایه ، کاربرد قطعه و میزان حفاظت مورد نیاز دارد.
پوشش های فسفاتی که برای حفاظت از خوردگی استفاده می شوند ممکن است یک شستشوی نهایی توسط محلول های شامل ترکیبات کرم داشته باشند. بدون عملیات تکمیلی فوق این پوشش ها دارای دوام و عمر کوتاهی خواهند بود. برای به دست آوردن لایه های فسفاته موثر و با دوام بر حسب تکمیلی بر روی سطح فسفاته ضروری است. این عمل می تواند به طور مثال با استفاده از روغن غیر خورنده ، گریس، واکس، رنگ یا پوشش های مشابه انجام گیرد.
اگر در نظر است که سطح فلزات فسفاته شده توسط پوشش هایی نظیر رنگ یا مشابه آن پوشش داده شود این سطوح عملاً باید پس از شستشو و تمیز کردن عاری از مواد محلول در آب باشند در غیر اینصورت سبب تاول زدن فیلم رنگ خواهد شد. بدین منظور پوشش های فسفاته باید با آبی که فاقد نمک و یا مواد حل شونده باشد شستشو گردند. قبل از پوشش بعدی الزامی است که از آلودگی پوشش فسفاته با گرد و خاک یا اثر انگشت اجتناب شود.
کاربرد پوشش های فسفاته جهت سهولت عملیات شکل دادن سرد
به طور ترجیحی از پوشش های فسفات روی جهت سهولت عملیات شکل دادن سرد غیر برشی استفاده می گردد. مقدار جرم بر واحد سطح پوشش بستگی به شرایط کاربردی خاص آن دارد. دراین حالت توصیه می شود پوشش های فسفاته پس از شستشو با یک محلول قلیایی ضعیف خنثی گردد. برای سهولت عملیات شکل دادن سرد باید از یک روان کننده مناسب استفاده گردد.
کاربرد پوشش های فسفاته برای کاهش اصطکاک
پوشش های فسفاته همراه با روان کننده مناسب می توانند به منظور کاهش اصطکاک و همینطور محدود کردن دامنه ضرایب اصطکاک مورد استفاده قرار گیرند. نوع پوشش فسفاته ، ضخامت پوشش ساختمان آن و روان کننده مورد استفاده بر روی شرایط اصطکاک تاثیر دارند. انتخاب میزان جرم بر واحد سطح تابعی از دقت ابعادی قطعات مورد عمل می باشد.
کاربرد پوشش های فسفاته برای عایق سازی الکتریکی
در این موارد ترجیحاً از پوشش فسفات روی استفاده می شود. مقدار جرم بر واحد سطح مورد نیاز تابعی از مقاومت الکتریکی سطحی لازم می باشد. در الکترودی با فشار تماس 100 نیوتن بر سانتیمتر مربع این مقدار می تواند بین 104 اهم بر سانتیمتر باشد.
آزمون پوشش های فسفاته
آزمون ظاهر پوشش
در این آزمون ساختار ، رنگ و یکنواختی ظاهر پوشش مورد بررسی قرار می گیرد. هنگامیکه پوشش توسط چشم غیر مسلح و یا توسط عدسی یا بزرگنمایی 6x مشاهده شود در اکثر پوشش های فسفات روی و منگنز یک ساختمان کریستالی دیده می شود.
در صورتیکه ساختمان کریستالی بسیار ریز باشد این روش قابل استفاده نیست. در پوشش های فسفات آهن ساختمان کریستالی مشاهده نمی شود و این پوشش ها فقط با توجه به تغییرات رنگ سطح آن قابل تشخیص است.
رنگ پوشش های فسفات روی و روی کلسیم خاکستری روشن تا تیره و همچنین فسفات منگنز خاکستری تیره می باشد.
فسفات های روی ، روی کلسیم و منگنز باید به طور یکنواخت بر روی سطح فلز قرار گرفته و نباید نقایصی مانند نقاط سفید رنگ ، اثرات خوردگی و اثر انگشت مشاهده شوند .
عدم یکنواختی در ظاهر پوشش فسفاته که ممکن است به وسیله تفاوت ساختاری فلز زمینه در اثر تماس با نگهدارنده ها یا تماس با قطعات دیگر در حین عمل فسفاته کاری رخ دهد نمی تواند به عنوان اشکال مطرح گردد.
آزمون کیفی ترکیبات پوشش های فسفاته
علاوه بر روش های ارائه شده در این استاندارد، سایر روش های تجزیه ای که حداقل همین حساسیت را داشته باشند مجاز می باشند. برای تشخیص پوشش فسفاته اثبات وجود فسفات در پوشش کافی است برای شناخت و تشخیص پوشش های فسفات منگنز ، روی و یا روی کلسیم روش های معینی وجود دارد.
چنانچه در یکی از این آزمون ها به طور مثال آزمون وجود منگنز حضور این عنصر اثبات شود باید در نظر گرفت که پوشش فسفات منگنز وجود دارد. در مورد روی نیز همین گونه عمل خواهد شد اما در مورد پوشش های روی کلسیم علاوه بر آزمون حضور روی آزمون دیگری به منظور وجود عنصر کلسیم باید انجام گیرد. در مواردیکه فلز زمینه آهنی است اگر هیچکدام از عناصر روی و منگنز در طی آزمون های اشاره شده مشاهده نگردید، پوشش مسلماً فسفات آهن خواهد بود .
معرف ها
در آزمون های کیفی باید از معرف های آزمایشگاهی زیر استفاده شود :
- محلول هیدروکسید سدیم 5% که توسط حل کردن سود در آب مقطر به دست آید.
- اسید نیتریک 40% ، برای تهیه یک قسمت حجمی از اسید نیتریک با چگالی 4/1 گرم بر سانتیمتر مکعب با یک قسمت حجمی آب مقطر مخلوط می گردد.
- معرف مولیبدات آمونیوم، برای تهیه 3/88 گرم هپتا مولبیدات آمونیوم، 4H2O، (NH4)6 MO7 O24 و 30 میلی لیتر محلول آبی آمونیاک شامل 25% آمونیاک و 240 گرم نیترات آمونیوم را در آب مقطر حل کرده و حجم را به یک لیتر می رسانیم.
- اسید کلریدریک ، محلول 25% در آب مقطر.
- هگزاسیانوفرات پتاسیم II از طریق حل کردن این ماده در آب مقطر و تهیه محلول 5% .
- اسیدنیتریک 17% با مخلوط کردن یک قسمت حجمی از اسید با چگالی 4/1 گرم بر سانتیمتر مکعب با 4 قسمت حجمی آب مقطر.
- محلول پراکسید هیدروژن 3% .
- بپسموتات سدیم NaBiO3 .
- نیترات آمونیوم.
- اسید سولفوریک 45% ، طرز تهیه با مخلوط کردن یک قسمت حجمی از اسید سولفوریک با چگالی 84/1 گرم بر سانتیمتر مکعب با دو قسمت حجمی آب مقطر.
- محلول پرمنگنات پتاسیم، با حل کردن این ماده در آب مقطر و به دست آوردن محلول 5% .
آزمون وجود فسفات در پوشش
نمونه ای به سطح مقطعه 100 سانتیمتر مربع را آماده نموده و در معرض 100 میلی لیتر محلول هیدروکسید سدیم 5% در دمای 90-80 درجه سلسیوس قرار می دهیم تا هنگامیکه پوشش فسفات حل شده و یا اثر قابل توجهی در سطح پوشش به وجود آید.
در صورت لزوم پوشش باید توسط کاردک لاستیکی کنده شود. در ادامه محلول به دست آمده را از صافی عبور داده و 25 میلی لیتر آن را برای آزمون انتخاب می کنیم به محلول حاضر آنقدر اسید نیتریک می افزاییم تا محلول اسیدی گردد ، سپس به آن 10 میلی لیتر معرف مولیبدات آمونیوم و حدود 5 گرم نیترات آمونیوم اضافه می کنیم .
محلول را حداقل 15 دقیقه به همین حال قرار می دهیم . تشکیل رسوب زرد نشان دهنده وجود فسفات می باشد.
آزمون وجود منگنز در پوشش
برای آزمون وجود منگنز از باقیمانده محلولی که از صافی عبورداده شده استفاده می گردد به این ترتیب که به محلول باقیمانده ، محلول گرم اسید نیتریک 17% به اضافه چند قطره پراکسید هیدروژن 3% می افزاییم.6+
به منظور تجزیه پراکسید هیدروژن اضافی محلول آماده شده باید برای چند دقیقه در نقطه جوش نگهداری شده و سپس تا دمای محیط سرد گردد در ادامه محلول نیم گرم بیسموتات سدیم اضافه می کنیم. منگنز موجود در اثر افزایش این ماده به پرمنگنات اکسید می شود و ظهور رنگ بنفش متمایل به قرمز نشانگر وجود منگنز می باشد. نیمه دیگر محلول برای آزمون وجود کلسیم استفاده می گردد.
آزمون وجود روی در پوشش
25 میلی لیتر از محلولی را که از صافی عبورداده شده به وسیله اسید کلریدریک 25 % به طور ضعیف اسیدی می کنیم سپس 5 میلی لیتر محلول هگزاسیانو فرات پتاسیم II ، 5% را به آن می افزاییم تشکیل رسوب سفید نشانگر وجود روی است. ممکن است به علت وجود مقدار کمی آهن رنگ سبز کم رنگی نیز مشاهده گردد.
آزمون وجود کلسیم در پوشش
در حدود 5 میلی لیتر دیگر از محلول قلیایی که از صافی عبورداده شده را باید با آن قسمت از محلول اسید نیتریک که برای انجام این آزمون در نظر گرفته شده بود مخلوط نماییم. با افزودن قطره قطره اسید نیتریک 17% به مقدار مناسب باید یک محلول شفاف آماده گردد نهایتاً با اضافه کردن محلول آمونیاک10% pH را به حدود 3-2 می رسانیم پس از حرارت دادن محلول تا 80 درجه سلسیوس ، یک گرم اگزالات آمونیوم جامد را در آن حل می کنیم که در این صورت pH حدود 6-5 تغییر خواهد کرد.
اگر پایین تر از مقدار فوق باشد تشکیل یک رسوب کریستالی ریز و سفیدرنگ از محلول داغ در دمای 80 درجه سلسیوس نشانگر وجود کلسیم است، در این صورت پس از گذشت 10 دقیقه محلول باید از صافی عبورداده شده و رسوب حاصله با آب مقطر داغ که شامل مقدار کمی اگزالات آمونیوم می باشد شستشو میگردد.
جهت تخلیص باید رسوب گیر مجدد انجام گیرد. بدین منظور باید رسوب داخل صافی توسط اسید کلریدریک 10% داغ حل گردد. در ادامه محلول به دست آمده را تا 80 درجه سلسیوس حرارت داده و با افزودن محلول آمونیاک 10% pH را به حدود 6-5 می رسانیم.
در نتیجه کلسیم مجدداً بصورت کریستال های ریز اگزالات کلسیم را سبب خواهد شد. پس از گذشت 10 دقیقه محلول باید از صافی عبورداده شده و رسوب حاصله کاملاً با آب مقطر داغ شستشو گردد.
آخرین آب حاصل از شستشو را توسط اسید سولفوریک 45% اسیدی کرده و به آن محلول پرمنگنات پتاسیم 5% می افزاییم در این حالت نباید هیچگونه واکنشی رخ دهد . در غیر اینصورت عمل شستشو را آنقدر تکرار می کنیم تا هیچگونه واکنشی صورت نگیرد.
جهت تشخیص رسوب سفید رنگ به عنوان اگزالات کلسیم آنرا به وسیله پاشیدن آب مقطر داغ از روی صافی به ظرف دیگری منتقل می کنیم سپس 50 میلی لیتر آب مقطر به آن اضافه می کنیم .
با افزایش 5 میلی لیتر اسید سولفوریک 45% رسوب را حل می کنیم. محلول حاصل را تا 80 درجه سلسیوس حرارت داده و با افزایش قطره قطره محلول پرمنگنات پتاسیم 5% آن را مورد آزمایش قرار می دهیم . بی رنگ شدن محلول پرمنگنات مشخص کننده این است که رسوب ، اگزالات کلسیم بوده و اینکه کلسیم در پوشش وجود دارد.
اندازه گیری جرم بر واحد سطح پوشش های فسفاته باید به روش انحلال انجام گیرد. جهت انحلال پوشش فسفاته بایستی از یک سطح مشخص فسفاته شده استفاده گردد. مقدار پوشش را می توان با استفاده از دو روش اشاره شده در ارتباط با سطح نمونه اندازه گیری کرد .
معرف ها
برای اندازه گیری جرم بر واحد سطح، معرف های آزمایشگاهی زیر باید مورد استفاده قرار گیرند:
- محلول هیدروکسید سدیم 25% ، از طریق حل کردن سود در آب مقطر.
- اسید نیتریک 40% ، از طریق مخلوط کردن یک قسمت حجمی اسید با چگالی 4/1 گرم بر سانتیمتر مکعب با یک قسمت حجمی آب مقطر.
- اسید نیتریک 5/4 درصد، از طریق مخلوط کردن یک قسمت حجمی اسید با چگالی 40/1 گرم بر سانتیمتر مکعب با 19 قسمت حجمی آب مقطر.
- محلول آمونیاک 10% ، بوسیله حل کردن آمونیاک در آب مقطر.
- معرف مولیبیدات آمونیوم جهت تعیین مقدار کمی فسفات 80 گرم هپتامولبیدات آمونیوم، را در 40 میلی لیتر آب مقطر حل می کنیم. در ظرف دیگری 415 میلی لیتر اسید نیتریک غلیظ را با 400 میلی لیتر آب مقطر رقیق کرده و با 140 میلی لیتر محلول آمونیاک غلیظ مخلوط می کنیم. پس از سرد شدن هردو محلول تا دمای محیط، محلول هپتامولیبدات آمونیوم را به محلول اسید افزوده و حجم محلول نهایی را به وسیله آب مقطر به دو لیتر می رسانیم.
- نیترات آمونیوم NH4NO3
- محلول نیترات پتاسیم ، از طریق حل کردن KNO3 در آب مقطر و به دست آوردن محلول 1% .
- محلول نرمال هیدروکسید سدیم
- محلول نرمال اسید سولفوریک
- محلول فنل فتالئین از طریق حل کردن فنل فتالئین در اتانول و به دست آوردن محلول 1/0 % .
تعیین ضخامت پوشش
در عمل اکثراً دانستن ضخامت پوشش برای شناخت مشخصات پوشش فسفاته الزامی است. به لحاظ اینکه اندازه گیری ضخامت پوشش فسفاته با عدم اطمینان همراه است باید ضخامت ارائه شده مورد نیاز و روش اندازه گیری آن مورد توافق خاصی قرار گیرد .
بسته به نوع فلز زمینه، عموماً روش های الکتریکی و مغناطیسی در تعیین ضخامت پوشش فسفاته مورد استفاده قرارمی گیرند. به طور کلی استفاده از ابزار دقیق مکانیکی برای انواع فلز زمینه مناسب می باشد.
هنگامیکه هدف اندازه گیری ضخامت پوشش فسفاته می باشد به علت وجود فشار در نقطه تماس نوک حساس دستگاه ضخامت سنج ، طراحی آن و ساختار پوشش های فسفاته وجود خطا در محاسبه اجتناب ناپذیر است. از این رو مقدار به دست آمده برای ضخامت کمتر از مقدار واقعی است .
به طور مثال زمانیکه ضخامت پوشش با استفاده از روش مغناطیسی اندازه گیری می شود با توجه به فشار اعمال شده توسط نوک حساس دستگاه ضخامت سنج، طراحی آن و ساختار پوشش های فسفاته مورد آزمون ممکن است نتیجه اندازه گیری بیش از 50% کمتر از مقدار مورد نظر باشد .
این خطای سیستماتیک را نمی توان با معدل گرفتن از اندازه گیری های جداگانه به طور آماری رفع کرد . بدین ترتیب استفاده از روش های شناخته شده برای اندازه گیری ضخامت پوشش های فسفاته که در آن ها از نوک حساس استفاده می شود نا مناسب بوده و نتایج به دست آمده دقیق نخواهند بود.
آزمون کاربردی
آزمون اثر محافظ خوردگی
اثر ضدخوردگی پوشش های فسفاته در اکثر حالات باید به وسیله آزمون مقایسه ای ارزیابی گردد. برای انجام آزمون نمونه فسفاته شده به همراه نمونه غیر فسفاته به طور مقایسه ای آزمایش می گردد.
توجه به این نکته لازم است که در انجام آزمون انتخاب قطعه مورد آزمایش اعم از خود قطعه، بخشی از قطعه با اندازه مشخص و یا ورق های فسفاته شده که هم جنس با قطعات اصلی می باشند باید مورد توافق قرار گیرد.
اگر هدف از آزمون ، مقایسه اثر خوردگی روش های مختلف فسفاته کاری باشد به منظور اطمینان از نتایج به دست آمده باید ترکیب نمونه ها مشابه بوده و همچنین عملیات پرداخت سطحی قبل از فسفاته کاری برای آن ها یکسان باشد. با استفاده از استاندارد ملی ایران در این زمینه میتوان ورق های فولادی ، فولاد گالوانیزه و آلومینیوم را با تهیه نمونه هایی به ابعاد 200×100 میلیمتر مورد آزمون مقایسه ای قرار داد .
آزمون اثر محافظ خوردگی پوشش های فسفاته بدون عملیات تکمیلی
این آزمون باید به روش مه نمکی مطابق با استاندارد ملی ایران به شماره 2400 انجام گیرد. جهت انجام این آزمون قطعات یا ورق های فسفاته شده در درون محفظه دستگاه مربوطه قرار گرفته و پس از اتمام زمان مورد توافق جهت بررسی خارج می گردد.
کاربرد مواد مصرفی در عملیات تکمیلی
در اکثر حالات قطعات فسفاته شده باید به وسیله غوطه وری در یک روغن، گریس یا واکس محافظ خوردگی پوشش داده شود. این پوشش با توجه به نوع و کاربرد آن با رعایت استانداردها یا بر اساس توافق خاصی انجام می پذیرد. برای انجام این عملیات مقررات و شرایط ارائه شده از طرف تهیه کننده باید رعایت گردد.
فیلم مایع، نیمه جامدو یا واکس تشکیل شده بر روی سطح فسفاته در عملیات تکمیلی باید عاری از تاول باشد. قبل از شروع این آزمون ها قطعاتی که بر روی آن ها عملیات تکمیلی انجام گرفته باید به مدت حداقل 24 ساعت در دمای محیط در درون یک اتاق خشک بدون گرد و خاک و جریان هوا به طور معلق قرار گیرند، به طوریکه روغن اضافی چکیده و هرگونه حلال دیگر بتواند تبخیر گردد.
جهت آزمون مقایسه ای اثر ضد خوردگی سطوح مختلف فسفاته پوشیده شده با روغن محافظ خوردگی مورد مصرف در عملیات تکمیلی باید از روغن استاندارد مرجع استفاده کرد. جهت انجام عملیات تکمیلی با رجوع به استاندارد مرجع ، ورق های فسفاته شده آزمون باید در دمای 120-100 درجه سلسیوس خشک گردیده و تادمای محیط سرد شوند.
سپس توسط قلاب های فولادی عایق شده یا پلاستیکی به طور عمودی به مدت یک دقیقه داخل روغن با دمای 25 درجه سلسیوس غوطه ور شوند.
در طی این مدت نمونه ها باید به طور آهسته در روغن به جلو و عقب حرکت داده شوند و به آرامی ظرف نیم دقیقه از روغن خارج شوند. پس از انجام این مراحل باید یک لایه پیوسته روغن که فاقد حباب های هوا می باشد بر روی سطح فسفاته شده فلز تشکیل گردد.
نهایتاً تا قبل از انجام آزمون ها نمونه ها باید به طور معلق به مدت 24 ساعت در دمای 28-18 درجه سلسیوس در یک اتاق خشک فاقد گردو خاک و جریان هوا قرار گیرند .
روش آزمون و ارزیابی
اثر محافظتی سطوح فسفاته پوشیده شده با مواد عملیات تکمیلی از قبیل روغن، گریس و یا واکس محافظ خوردگی باید مطابق با ویژگی های آزمون مه نمکی مورد آزمایش قرار گیرد این آزمون مشخص کننده زمانی است که اولین علائم خوردگی در قطعات یا ورق های فسفاته شده شامل مواد تکمیلی ظاهر خواهد شد .
بدین منظور نمونه باید در فواصل از پیش تعیین شده از محفظه آزمون خارج شده و جهت بررسی آثار خوردگی مورد مشاهده عینی قرار گیرد. در صورت توافق خاصی می توان قبل از مشاهدات عینی اثرات خوردگی، ماده عملیات تکمیلی را از روی سطح نمونه مورد آزمون پاک کرد.
بسته به ترکیب ماده مورد مصرف در عملیات تکمیلی و همینطور مقدار جرم بر واحد سطح آن ، زمان ظهور اولین علائم خوردگی برای پوشش فسفاته یکسان به طور وسیعی متغیر است .
در نتیجه حداقل زمان ظهور اولین علائم خوردگی بستگی به نوع روغن ، گریس یا واکس محافظ خوردگی و همچنین مقدار جرم بر واحد سطح آن دارد .
مجله پوشش های سطحی-شماره 15
+ نوشته شده توسط مسعود واعظیان
آنالیز کیفی پوششهای فسفاته

برای آنالیز پوشش فسفاته به ترتیب زیر عمل میکنیم:
1- ابتدا سطحی به ابعاد یک دسیمتر مربع را فسفاته کنید
2- با استفاده از 100 میلیلیتر محلول حاوی 5 درصد وزنی سدیم هیدروکسید و 0.5 درصد وزنی کربنات سدیم در دمای 80 تا 90 درجه سانتیگراد پوشش فسفاته ای را که در مرحله قبل روی پلیت نشانده شده است را به طور کامل حل کنید(میتوان با یک تیغه نیز پوشش را از روی سطح تراشید و در محلول بالا حل کرد)
3- محلول بالا را فیلتر کنید
4- 25 میلیلیتر از محلول بالا را برداشته و با استفاده از اسید نیتریک 40 % آن را اسیدی کنید
5- به محلول بالا 10 میلیلیتر معرف مولیبیدات آمونیوم اضافه کنید.(این محلول شامل 88.3 گرم مولیبیدات آمونیوم، 30 میلیلیتر محلول آمونیاک 25% و 240 گرم نیترات آمونیوم، در حجم یک لیتر است)
6- به محلول بالا 5 گرم نیترات آمونیوم اضافه کنید و خوب به هم بزنید
7- این محلول را به مدت 15 دقیقه در حالت سکون قرار دهید
8- رسوبات زرد رنگ نشاندهنده وجود فسفات در پوشش هستند
تعیین منگنز:
1- رسوبات زرد رنگ حاصل از مرحله قبل را فیلتر کنید
2- این رسوبات را در اسید نیتریک 20% گرم حل کنید (میزان اسید مورد استفاده نباید خیلی زیاد باشد. فقط تا اندازه ای که عمل انحلال به طور کامل انجام شود.)
3- به محلول بالا چند قطره محلول 3% آّب اکسیژنه اضافه کنید و برای از بین رفتن آب اکسیژنه اضافی محلول را چند دقیقه بجوشانید و سپس محلول را تا دمای محیط سرد کنید
4- محلول سرد را به دو بخش تقسیم کرده و با یک قسمت از آن 0.5 گرم بیسموتات سدیم اضافه کنید. این عمل باعث تبدیل تمام منگنز به پرمنگنات شده که باعث ایجاد یک رنگ بنفش- قرمز است که نشانه وجود منگنز در پوشش است.
تعیین کلسیم:
1- قسمت دوم محلول بالا را با افزودن چند قطره محلول آمونیاک 20% به pHحدود 2 تا 3 برسانید و محلول را تا دمای 80 درجه سانتیگراد گرم کنید
2- به محلول بالا 1 گرم اگزالات آمونیوم جامد اضافه کنید تا pHبه حوالی 5 تا 6 برسد. در صورتی که pHبه این بازه نرسید میتوان با استفاده از محلول آمونیاک یا اسید نیتریک آن را تنظیم کرد.
3- در دمای 80 درجه در حضور کلسیم رسوب سفید کلسیم اگزالات تشکیل میشود. پس از 10 دقیقه رسوب را فیلتر کنید و آن را با محلول آبی 2 گرم بر لیتر آمونیوم اگزالات شستشو دهید
4- رسوب بدست آمده را در اسید کلریدریک 10% گرم حل کنید
5- دمای محلول بدست آمده را تا 80 درجه سانتیگراد بالا برده و با محلول آمونیاک دوباره pHآن را در بازه 5 تا 6 تنظیم کنید
6- پس از 10 دقیقه دوباره رسوب کلسیم اگزالات با بلورهای درشتتر بدست میآید.
تعیین روی:
1- 25 میلیلیتر از محلول بدست آمده در قسمت اول را با استفاده از محلول اسید کلریدریک 10% اسیدی کنید
2- به محلول بالا 5 میلیلیتر از محلول آبی 5% پتاسیم هگزا سیانو فریت (2) اضافه کنید
3- تشکیل رسوب سبز- سفید نشانه وجود روی در پوشش میباشد.
ویژگی ها و روش های آزمون پوشش های فسفاته

ویژگی ها و روش های آزمون پوشش های فسفاته
عمل فسفاته کردن قطعات از طریق غوطه وری در وان با محلول ساکن و یا وان با محلول متحرک و یا اسپری کردن صورت می گیرد.
- روش پوشش دادن غلطکی می تواند برای فسفاته کردن تسمه های گالوانیزه فولادی استفاده گردد. جزئیات شرایط کار را می توان در دستورالعمل های عملیات مربوطه پیدا کرد. پس از فسفاته کردن قطعات باید با آب شسته شده و خشک شوند . عملیات اضافی شستشو و عملیات جانبی دیگر بستگی به کاربرد لایه فسفاته دارد.
- در روند های متداول فسفاته کاری از بروز تردی هیدروژنی قطعات فولادی تحت یک استحکام کششی حدود 1200 نیوتون بر میلیمتر مربع نمی توان به طور مطمئنی جلوگیری کرد.
با این وجود می توان به وسیله استفاده از موادی با چکش خواری مناسب ویا انجام عملیات حرارتی بخصوصی قبل و یا بعد از فسفاته کاری احتمال بروز تردی هیدروژنی را از بین برد این عملیات عبارتند از:
- بازپخت تنش زدایی پس از کار سرد به منظور رفع کردن تنش های کششی بحرانی باقیمانده.
- باز گشت پس از سخت کردن به منظور افزایش چقرمگی ماده.
-حرارت دادن تا دمای حدود 150-130 درجه سلسیوس برا ی حداقل دو ساعت پس از فسفاته کاری به منظور حذف هیدروژن جذب شده در طی عملیات فسفاته کاری .
انواع پوششبسته به نوع مواد و وضعیت سطحی قطعات همچنین بسته به عملیات مکانیکی و شیمیایی قبل از فسفاته کاری ترکیبات حمام فسفاته و همچنین شرایط کار فسفاته ، لایه هایی با وزن سطح مختلف و یا چگالی های ظاهری متفاوت حاصل می شود. تمامی پوشش های فسفاته شامل تخلخل هستند که در طی عملیات تکمیلی ترمیم می شوند.
کاربرد پوشش فسفاته برای حفاظت از خوردگی
تمامی انواع پوشش های اشاره شده می تواند بدین منظور استفاده گردد. در این رابطه نوع پوشش و مقدار جرم بر واحد سطح آن بستگی به طبیعت فلز پایه ، کاربرد قطعه و میزان حفاظت مورد نیاز دارد.
پوشش های فسفاتی که برای حفاظت از خوردگی استفاده می شوند ممکن است یک شستشوی نهایی توسط محلول های شامل ترکیبات کرم داشته باشند. بدون عملیات تکمیلی فوق این پوشش ها دارای دوام و عمر کوتاهی خواهند بود. برای به دست آوردن لایه های فسفاته موثر و با دوام بر حسب تکمیلی بر روی سطح فسفاته ضروری است. این عمل می تواند به طور مثال با استفاده از روغن غیر خورنده ، گریس، واکس، رنگ یا پوشش های مشابه انجام گیرد.
اگر در نظر است که سطح فلزات فسفاته شده توسط پوشش هایی نظیر رنگ یا مشابه آن پوشش داده شود این سطوح عملاً باید پس از شستشو و تمیز کردن عاری از مواد محلول در آب باشند در غیر اینصورت سبب تاول زدن فیلم رنگ خواهد شد. بدین منظور پوشش های فسفاته باید با آبی که فاقد نمک و یا مواد حل شونده باشد شستشو گردند. قبل از پوشش بعدی الزامی است که از آلودگی پوشش فسفاته با گرد و خاک یا اثر انگشت اجتناب شود.
برای مشاهده کامل متن در سایت نویسنده لطفا کلیک کنید
تئوری پوشش فسفاته از نگاه جلاپردازان پرشیا

پوشش (آبکاری) فسفات روی یکی از اولین آبکاریهای انجام شده در صنایع است.این آبکاری به صورت پاششی و غوطه وری استفاده میشود.
هدف از فسفاته كاري، بهبود چسبندگي رنگ، افزايش مقاومت به خوردگي، كمك به تغيير شكل سرد و افزايش مقاومت به سايش سطح مي باشد. مواد تشكيل دهنده حمام فسفاته كاري روي، شامل اكسيد روي، اسيد فسفوريك، نيتريت ها يا نيترات ها (به عنوان تسريع كننده) و آب مقطر مي باشد.
پوشش فسفاته بعنوان يك پوشش تبديلي، از واكنش قطعات آهني با محلول فسفاته حاصل مي شود . اين واكنش فقط در سطح قطعات اتفاق مي افتد.اين فرايند بهمراه عمليات چربيگيري و بعضاً اسيد شوئي تحت عنوان آماده سازي قطعات شناخته شده است. اين پوشش در فسفاته هاي گروه آهن بصورت قوس وقزح تيره و در فسفاته هاي گروه روي و يا منگنز بصورت كريستالهاي خاكستري تيره تا مشكي ميباشد.با استفاده از اكتيواتور و شتاب دهنده ميتوان تغييرات ظاهري در يكنواختي و اندازه كريستالهاي فسفاته ايجاد كرد.
پوشش هاي فسفاته به سه منظور كلي زير كاربرد دارد:
1-افزايش چسبندگي رنگ : كريستالهاي فسفاته با ايجاد زبري روي سطح قطعات باعث افزايش چسبندگي رنگ مي شود.
2-افزايش مقاومت به خوردگي : كريستالهاي فسفاته با ايجاد زبري روي سطح قطعات محمل بسيار مناسبي براي نگهداري هر چه بيشتر و طولاني تر براي روغنهاي ضد خوردگي مي باشد. همچنين از جوش خوردن قطعات آهني به يكديگربعلت زنگ زدگي مانند پيچ ومهره جلوگيري ميكند.اين كاربرد را anti galling گويند.
3-كشش مفتول يا ورق یا لوله : كريستالهاي فسفاته با ايجاد زبري محمل بسيار مناسبي براي نگهداري روغن يا پودر هاي كشش است كه ضمن روانكاري بهتر با خرد شدن كريستالها در فرايند كشش يا پرسكاري باعث افزايش كيفيت سطح قطعات و جلوگيري از خط و خش مي شود.
برای مشاهده کامل متن در سایت نویسنده مقاله لطفا کلیک کنید.
تاریخچه و گسترش فرایند فسفاته کاری

تاریخچه و گسترش فرایند فسفاته کاری
استفاده از پوششهای فسفاته برای محافظت از سطح فولادها از اواخر قرن نوزدهم شناخته شده است و در طول این مدت در بسیاری از تولیدات جهانی مثل اتومبیل، یخچال مبلمان و... مورد استفاده قرار گرفته است. نخستین ثبت موثق از پوششهای فسفاته که به منظور جلوگیری از زنگ زدن آهن وفولاد اعمال شد اختراع آقای Rossدر سال 1869 میباشد. در روش او آهن گداخته در اسید فسفریک غوطه ور شد[7]. از آن پس این فرایند پیشرفتهای متعددی داشته است که مهمترین آنها در جدول 1-1 آورده شده است.
جدول 1-1 گسترش فرایند فسفاته کاری در طول تاریخ
|
ردیف |
سال/دوره |
نوع توسعه و پیشرفت فرایند |
شماره مرجع |
|
1 |
1906 |
فسفاته کاری آهن و فولاد بااستفاده از اسید فسفریک |
8 |
|
2 |
1908 |
اعمال پوشش فسفاته با عوامل اکسنده به منظور کاهش زمان فرایند |
9 |
|
3 |
1909 |
بازیابی حمام و فرموله کردن حمام فسفات روی با دمای بالا –زمان فرایند: یک ساعت |
10و11 |
|
4 |
1911 |
فرموله کردن حمام فسفات دمنگنز با دمای بالا –زمان فرایند: 5/2-2 ساعت |
12 |
|
5 |
1914 |
انجام فرایند با حفظ نسبت اسید کل به اسید آزاد |
13و14 |
|
6 |
1928 |
شناسایی پوشش فسفاته به عنوان زیرلایهای برای رنگ |
15و16 |
|
7 |
1929 |
انجام فرایند با افزودن مس به عنوان شتاب دهنده –زمان فرایند: 10 دقیقه تا یک ساعت |
17 |
|
8 |
1933 |
استفاده از عوامل اکسنده مانند نیترات برای تسریع فرایند –زمان فرایند: 5 دقیقه |
18 |
|
9 |
1934 |
استفاده از پوشش فسفاته در کارسرد فلزات |
19 |
|
10 |
1937 |
فسفاته کاری پاششی –زمان فرایند: 90-60 ثانیه |
20 |
|
11 |
1940 |
توسعه فرایند فسقاته غیر پوششی بر پایه فسفاتهای سدیم یا آمونیوم |
21 |
|
12 |
1940 |
توسعه روشهای فسفاتهکاری سرد |
22 |
|
13 |
1941 |
فسفاته کاری سطوح آلومینیوم با استفاده از فسفات روی و فلوریدها |
23 |
|
14 |
1943 |
استفاده از محلول دی سدیم فسفات حاوی یون تیتانیوم پیش از فسفاته کاری به عنوان آماده سازی سطح |
24 |
|
15 |
دهه 1950 |
استفاده از پوششهای فسفاته منگنز در مقیاس زیاد به منظور نگدارنده روغن - برای سطوح سایشی، لغزشی و... |
25 |
|
16 |
دهه 1960 |
استفاده از افزودنیهای خاص برای کنترل وزن پوشش |
26 |
|
17 |
دهه 1960 |
فرایند پاشش در دمای 30-25 درجه سانتیگراد |
15و16 |
|
18 |
دهه 1970 |
بهینه سازی کیفیت پوشش و استفاده از تمیزکنندههای پاششی بر پایه تکنولوژی سورفکتانت |
15و16 |
برای مطالعه کامل متن در سایت نویسنده کلیک کنید
ساختار وترکیب شیمیایی فسفاته

ساختار وترکیب شیمیایی فسفاته
پوشش فسفاتهای که بر روی فولاد با پوشش روی، آلومینیوم و مواد مشابه ایجاد میشود، دارای ساختار بلوری است که اندازه بلورهای آن از چند میکرون تا 100 میکرومتر متغیر است. معمولاً بلورهای درشتتر سبب ضخیمتر شدن پوشش میگردند. عموماً مشاهده شده که رشد پوشش فسفاته در ابتدا با تشکیل زیر لایه بلوری شروع میشود، که بر روی آن لایه بلوری فسفاتهای فلزی که در محلول حضور دارند، به طور شعاعی تشکیل میگردد. از این رو در مرحله اول فسفاته کردن فقط واکنش تبدیلی انجام میشود. به عبارت دیگر فلز پایه در تشکیل پوشش نقش عمده دارد. پوشش شبه تبدیلی لازم در مرحله بعدی عملیات تشکیل میشود. این فرایند به طور مطلوب سرعت رشد لایه را بالا میبرد؛ به علت اینکه خیلی زود بین فلز و محلول حالت عایق ایجاد میشود، فرایند فسفاته قبل از اینکه بلورها بتوانند رشد کنند و بزرگ شوند، تمام میشود.
برای مشاهده مقالات بیشتر از نویسنده متن لطفا کلیک کنید
تئوری فسفاته اسپری زیر رنگ

مقدمه
یکی از اولین ابکاریهای انجام شده در صنایع آبکاری فسفات روی است. این ابکاری به صورت پاششی و غوطه وری استفاده میشود.
بهبود چسبندگي رنگ، افزايش مقاومت به خوردگي، از اهداف استفاده از فسفاته اسپری است. مواد تشكيل دهنده حمام فسفاته كاري روي، شامل اكسيد روي، اسيد فسفوريك، نيتريت ها يا نيترات ها (به عنوان تسريع كننده) و آب مقطر مي باشد.
پوشش فسفاته بعنوان يك پوشش تبديلي، از واكنش قطعات آهني با محلول فسفاته حاصل مي شود . اين واكنش فقط در سطح قطعات اتفاق مي افتد.اين فرايند بهمراه عمليات چربيگيري و بعضاً اسيد شوئي تحت عنوان آماده سازي قطعات شناخته شده است.
پوشش هاي فسفاته اسپری به دو منظور كلي زير كاربرد دارد:
1-افزايش چسبندگي رنگ : كريستالهاي فسفاته با ايجاد زبري روي سطح قطعات و ایجاد خلل و خرج در سطح در ابعاد میکرونی باعث گیر افتادن زنجیرهای پلیمری پایه رنگ در این خلل و خرج شده و در نتیجه باعث افزايش چسبندگي رنگ به سطح مي شود.
2-افزايش مقاومت به خوردگي : كريستالهاي فسفاته با ايجاد زبري روي سطح قطعات محمل بسيار مناسبي براي نگهداري هر چه بيشتر و طولانيتر روغنهاي ضد خوردگي مي باشد. همچنين از جوش خوردن قطعات آهني به يكديگربعلت زنگ زدگي مانند پيچ ومهره جلوگيري ميكند.اين كاربرد را anti galling گويند.
فرایند و مکانیزم پوشش دهی فسفاته روی آهن:
فرایند پوشش دهی روی سطح فلز در ابتدا با فرایندهای اکسیداسیون و آزاد سازی یون آهن در غشا بین محلول و سطح شروع میشود. در این مرحله ابتدا سطح فلز توسط یون هیدروژن موجود در محلول، اکسید شده و یون آهن دوبار مثبت در وان آزاد میشود. در این مرحله میزان اسید وان و نوع اکسید کننده نقش تعیین کننده در سرعت و نوع واکنش اسید شویی دارد.
در این دست واکنشها علاوه بر اسید شویی سطحی یون هیدروژن آزاد شده از سطح قطعه نیز با اکسید کننده ترکیب شده و در نتیجه از آزاد شدن گاز هیدروژن در سطح قطعه جلوگیری میکند. شایان ذکر است که آزاد شدن گاز هیدروژن از سطح باعث افزایش ضخامت لایه فوق اشباع از آهن شده و در نتیجه فوق اشباع شدن زمان بیشتری به طول می انجامد که در نتیجه آن سرعت کلی فرایند کاهش مییابد زیرا در ابتدا لایه ای که در سطح قطعه ساکن است باید توسط یون آهن اشباع شود تا این لایه توانایی رسوب کریستال بر سطح قطعه را داشته باشد.
پس از اشباع شدن محلول در سطح قطعه بلورهای فسفات روی تشکیل شده و روی قطعه رسوب میکنند. مکانیسم رسوب شامل مراحل هسته گذاری و رشد است. البته نوع اکسید کننده ،ترکیب محلول، دما و pHنیز از عواملی هستند که بر این مکانیسم تاثیرگذارند.
خواص الکتریکی پوششهای فسفاته

شرکت جلاپردازان پرشیا - واحد تحقیق و توسعه
خواص الکتریکی پوششهای فسفاته
یکی از کاربردهای پوششهای فسفاته استفاده از آنها به عنوان عایق الکتریکی میباشد. پوشش مورد استفاده در این بخش بیشتر فسفاته روی است. در این مورد نیز توالی فرایند مانند دیگر پوششهای فسفاته روی میباشد. در این کاربردها پوششهای فسفاته را میتوان با خواص الکتریکی و غیر هدایتی اکسیدهای فلزات مقایسه کرد.
هدایت الکتریکی پوشش فسفاته ضعیف است، از این رو میتوان از آنها جهت لایه عایق استفاده کرد. خاصیت عایق بودن پوشش را با روغن کاری یا رنگ کردن می توان افزایش داد.
پوششهای فسفات روی مورد استفاده در این کاربردها تا دمای 400 درجه سانتیگراد پایدار بوده و در نتیجه امکان استفاده از این پوشش را به منظور کاربردهای خاص فراهم میکند. معمولاَ مواد دیگر که به منظور عایق الکتریکی مورد استفاده قرار میگیرند در این دماها تجزیه شده و از بین میروند. دسته دیگر از پوششهای فسفاته که به منظور عایق الکتریکی کاربرد دارند پوششهای فسفاته گرمایشی با استفاده از نمکهای فلزات قلیایی هستند. این پوششهای توانایی تحمل دما تا 900 درجه سانتیگراد را دارند. میزان عایق الکتریکی در پوششهای فسفاته به مقدار ضخامت و جرم سطح و در نتیجه به میزان تراکم پوشش بستگی دارد. هرچه ضخامت و تراکم پوشش بالاتر باشد میزان عایق بودن پوشش افزایش مییابد.
از طرفی در بین فازهای پوششهای فسفاته هرچه مقدار فاز هوپیت بیشتر باشد مقدار عایق بودن الکتریکی افزایش مییابد.
این مقدار برای پوششهای با 6 gr/cm2 و ضخامت 7 میکرون حدود 8 تا 15 اهم و برای ضخامتهای حدود 2 میکرون تقریباَ برابر با 3 تا 5 اهم است.
خواص الکتریکی پوششهای فسفاته بوسیله ولتاژ شکست الکتریکی اندازه گیری میشود. برای مثال برای پوشش فسفاته با ضخامت 4 تا 8 میکرون با دارا بودن فشار سر الکترودی در حدود 0.3 نیوتن بر سانتیمتر مربع ولتاژ شکست حدود 80 تا 150 ولت است. (بر طبق استاندارد ASTM A 344)
برای مشاهده کامل متن در سایت نویسنده لطفا کلیک کنید
خواص الکتریکی پوششهای فسفاته

شرکت جلاپردازان پرشیا - واحد تحقیق و توسعه
خواص الکتریکی پوششهای فسفاته
یکی از کاربردهای پوششهای فسفاته استفاده از آنها به عنوان عایق الکتریکی میباشد. پوشش مورد استفاده در این بخش بیشتر فسفاته روی است. در این مورد نیز توالی فرایند مانند دیگر پوششهای فسفاته روی میباشد. در این کاربردها پوششهای فسفاته را میتوان با خواص الکتریکی و غیر هدایتی اکسیدهای فلزات مقایسه کرد.
هدایت الکتریکی پوشش فسفاته ضعیف است، از این رو میتوان از آنها جهت لایه عایق استفاده کرد. خاصیت عایق بودن پوشش را با روغن کاری یا رنگ کردن می توان افزایش داد.
پوششهای فسفات روی مورد استفاده در این کاربردها تا دمای 400 درجه سانتیگراد پایدار بوده و در نتیجه امکان استفاده از این پوشش را به منظور کاربردهای خاص فراهم میکند. معمولاَ مواد دیگر که به منظور عایق الکتریکی مورد استفاده قرار میگیرند در این دماها تجزیه شده و از بین میروند. دسته دیگر از پوششهای فسفاته که به منظور عایق الکتریکی کاربرد دارند پوششهای فسفاته گرمایشی با استفاده از نمکهای فلزات قلیایی هستند. این پوششهای توانایی تحمل دما تا 900 درجه سانتیگراد را دارند. میزان عایق الکتریکی در پوششهای فسفاته به مقدار ضخامت و جرم سطح و در نتیجه به میزان تراکم پوشش بستگی دارد. هرچه ضخامت و تراکم پوشش بالاتر باشد میزان عایق بودن پوشش افزایش مییابد.
از طرفی در بین فازهای پوششهای فسفاته هرچه مقدار فاز هوپیت بیشتر باشد مقدار عایق بودن الکتریکی افزایش مییابد.
این مقدار برای پوششهای با 6 gr/cm2 و ضخامت 7 میکرون حدود 8 تا 15 اهم و برای ضخامتهای حدود 2 میکرون تقریباَ برابر با 3 تا 5 اهم است.
خواص الکتریکی پوششهای فسفاته بوسیله ولتاژ شکست الکتریکی اندازه گیری میشود. برای مثال برای پوشش فسفاته با ضخامت 4 تا 8 میکرون با دارا بودن فشار سر الکترودی در حدود 0.3 نیوتن بر سانتیمتر مربع ولتاژ شکست حدود 80 تا 150 ولت است. (بر طبق استاندارد ASTM A 344)
روش اندازهگیری خواص الکتریکی پوششهای فسفاته:
خواص الکتریکی پوششهای فسفاته به خاطر کاربردهای آن به عنوان عایق الکتریکی و استفاده در پوشش دهی الکتریکی یکی از مهمترین خواص پوششهای فسفاته می باشد
برای اندازه گیری آن به روش تعیین ولتاژ شکست از دو الکترود تخت که یکی از آنها فسفاته شده باشد به مساحت 1 سانتیمتر مربع استفاده میشود.ولتاژ شکست با اندازه گیری میزان جریان عبوری با ولتاژ مستقیم یا غیر مستقیم محاسبه میشود. برای این کار ابتدا دو الکترود یاد شده را روی هم قرار داده و آنها را با نیروی مشخصی روی هم فشار میدهند. میزان این نیرو نیز باید در گزارش نهایی ذکر شود زیرا با اعمال نیروهای متفاوت مقدار ولتاژ شکست تغییر میکند. پس از ثابت کردن دو الکترود با نیروی مشخص روی یکدیگر یک ولتاژ dc یا acبر دو الکترود اعمال میشود و با استفاده از یک آمپرمتر مقدار جریان عبوری اندازهگیری میشود و سپس با استفاده از فرمولهای الکتریسیته این مقدار جریان در شرایط آزمایش به مقدار ولتاژ تبدیل شده و گزارش میشود. این مقدار با افزایش سختی سطح قبل از فسفاته و افزایش ضخامت کاهش مییابد.
در روش دیگر از نمودار جریان-ولتاژ برای تعیین کیفیت پوشش فسفاته استفاده میشود. یک لوله شیشهای که هر دو انتهای آن باز است با قطر داخلی 4 سانتیمتر به صورت عمودی روی یک سطح صاف فسفاته شده قرار داده میشود و با استفاده از یک حلقه به قطر 5.2 سانتیمتر روی سطح ثابت میشود. با استفاده از این روش اندازه گیری روی سطحی به اندازه 21 سانتیمتر مربع انجام میشود. در قسمت بالایی لوله یک الکترود کالومل اشباع و یک الکترود گرافیت قرار داده میشود و درون لوله با استفاده از محلول سود اشباع شده از هوا با pH=12پر میشود. یک ولتاژ مستقیم بین صفحه فسفاته شده (کاتد) و الکترود گرافیت (اند) اعمال شده و همزمان مقدار جریان اندازهگیری میشود. ولتاژ با سرعت 2 میلی ولت بر ثانیه افزایش یافته و جریان ثبت میشود. با استفاده از فرم نمودار دادههای زیر از آن استخراج میشود.
· افزایش دانسیته جریان کاتدی نشاندهنده کاهش مقاومت به خوردگی است
· در پتانسیل 0.55 ولت جریان با توجه به کیفیت پوشش از 1 (پوشش خوب) تا 20 میکرو آمپر بر سانتیمتر مربع(پوشش ضعیف) تغییر میکند.
کلمات کلیدی:
پوششهای فسفات روی، نارسانایی الکتریکی، ولتاژ شکست، پایداری گرمایی، پوششهای عایق الکتریکی
سینتیک فرایند فسفاته کردن

شرکت جلاپردازان پرشیا - واحد تحقیق و توسعه
سینتیک فرایند فسفاته کردن
سرعت فسفاته کردن به سرعت نفوذ یونهای Fe2+که از ساختار شبکه به مرز فاز محلول - پوشش مهاجرت مینماید بستگی دارد[51].
همچنین سرعت فسفاته کردن تابعی از سطح میکروآندهاست که این سطح با پیشرفت واکنش و تشکیل لایه فسفاته کاهش مییابد:
dFa/dt=k.Fa-
در این رابطه tزمان، FAسطح مناطق آندی در میکرو سلولها و kثابت سرعت واکنش است.
پس از انتگرال گیری داریم:
lnFa=kt+c-
که Cثابت انتگرال گیری است.
میتوان پیشگویی کرد که در هر عملیاتی، عامل تعیین کنندهی زمان تشکیل پوشش برروی سطح فلز، نسبت سطح اولیه آندی به سطح مناطق کاتدی در یک لحظه معین از عملیات است. از دیگر عوامل کنترل سرعت واکنش، دما، شرایط سطح و... است که اثر آنها در ثابت kمنعکس میشود.
طول مدت فسفاته کردن را میتوان با اندازهگیری پتانسیل نمونه فسفاته شده در یک حمام معین به صورت تابعی از زمان تعیین کرد. انتهای فرایند با نقطهای مشخص میشود که در آن پتانسیل خط صافی میشود. در همین فسفاته شدن پتانسیل به سمت مقادیر نجیبتر میرود. در تشکیل پوشش فسفاته پنج مرحله قابل تمایز وجود دارد و این مکانیزم پنج مرحلهای مربوط به قسمتهای مشخص منحنی پتانسیل - زمان است. این پنج مرحله عبارتند از: الف) انحلال فلز پایه، ب) آغاز تشکیل پوشش فسفاته، ج) انحلال فلز پایه، د) مرحله اصلی تشکیل پوشش فسفاته، ه) تبلور مجدد (شکل 1-2).

شکل 1-2 تغییرات پتانسیل فولاد در محلول با پایه فسفاته روی[4]
خواص حفاظتی پوشش فسفاته

--تهیه شده توسط شرکت جلاپردازان پرشیا - واحد تحقیق و توسعه
خواص حفاظتی
پوششهای فسفاته بدون انجام عملیات اضافی قابلیت حفاضتی خوبی ندارند. بسته به نوع مصرف آنها میتوان از روغن، رنگ یا لاک استفاده کرد. در برخی موارد میزان حفاظت این پوششها به همراه آببندی به مراتب بیش از پوشش های فلزی است.
در جدول1-2 مقاومت به خوردگی انواع پوششهای فسفاته مشاهده میشود.
جدول 1-2مقاومت به خوردگی قطعه فولادی با پوششهای مختلف
|
پوشش حفاظت کننده |
زمان ظهور اولین نشانه های خوردگی در مه نمک NaCl%3 (بر حسب ساعت) |
|
بدون حفاظت کننده |
1/0 |
|
فسفاته کاری شده |
5/0 |
|
آبکاری نیکل |
13- 10 |
|
آبکاری کرم |
24- 23 |
|
فسفاته شده سپس با پارافین براق شده |
60 |
|
دولایه روغن جلای کوره ای |
70 |
|
فسفاته شده و یک بار هم با روغن جلای کوره ای پوشش داده شده |
پس از 500ساعت علائمی از خوردگی مشاهده نشده است. |
بیشترین مقاومت به خوردگی در پوششهای فسفاته، مربوط به فسفات منگنز است که در حالت فسفاته داغ (فسفاته کردن با تسریع کننده در دمای بالا) حاصل میشود. از طرفی کمترین مقاومت به خوردگی توسط فسفات آهن ایجاد خواهد شد.
1) انواع پوشش فسفاته
پوششهای فسفاته در قدیم شامل فسفات روی، آهن و منگنز بود. در سالهای اخیر برای بهینه کردن پوشش فسفاته از ترکیب نیکل، منگنز و کلسیم به همراه روی بصورت پوششهای فسفاته چند کاتیونی استفاده شد که دارای سطحی صاف و مناسب برای زیر لایه رنگ میباشد. ازطرف دیگر به علت استفاده از ترکیبات نیکل و منگنز مقاومت به خوردگی پوشش نیز افزایش مییابد.
1-1) پوششهای فسفاته تک کاتیونی
1-1-1 ) پوشش فسفاته روی
فسفاتههای روی به دلیل مقاومت بالا در برابر خوردگی در مقایسه با فسفاته آهن مورد توجه هستند. این فسفاته ها میتوانند به عنوان زیر لایه رنگ، فسفاته قبل از کشش لوله و سیم و همچنین پوشش محافظ مورد استفاده قرار گیرند. معمولا در صورت استفاده از این فسفاته ها به عنوان زیر لایه رنگ وزن پوششی معادل 2 الی 6 گرم بر متر مربع کافی میباشد. در صورتی که اعمال این فسفاته جهت کشش به وزنی معادل 15 گرم در هر متر مربع نیاز دارد. در فسفاته فلزات سنگین گاهاً تا 35 گرم در هر متر مربع پوشش ایجاد میشود.
کاربرد آسان و کنترلهای راحت این نوع فسفاته در گسترش استفاده از این فسفاته جهت آماده سازی سطوح برای اعمال فسفاته زیر رنگ موثر بوده است. لایهای نازک از فسفاته با ضخامت 2 الی 4 گرم در هر متر مربع با مقاومت خوب در برابر خوردگی از مشخصههای خوب این پوشش است این فسفاته معمولا در دمای 65 الی 75 درجه سانتیگراد و در زمان 5 الی 10 دقیقه انجام میشود.
1-1-2) پوشش فسفاته آهن
معمولترین نوع فسفاته مصرفی در خطوط اسپری فسفاته آهن است. این نوع فسفاته به دلیل نگهداری آسان و هزینههای کم آن مورد استقبال قرار گرفته است. از دیگر قابلیتهای این فسفاته ترکیب آن با چربیگیر و انجام هم زمان چربی گیر و فسفاته است. هر چند در برابر خوردگی به نسبت فسفاته روی مقاومت کمی دارند اما به دلیل تولید لجن کم دارای مزیت هستند.
یکی از روشهای معمول در فسفاته کردن قطعات غوطهور کردن آنها در وان حاوی این مواد است. قطعات قبل از فسفاته بایستی کاملا چربی زدایی شوند تا بتوان وزنی معادل 1/0 تا 5/0 گرم در هر متر مربع بر روی آنها رسوب داد این عملیات در دمای 50 الی 60 درجه و در زمان 5 الی 10 دقیقه انجام میشود و ظاهر شدن رنگ آبی یا خاکستری یا زرد کم رنگ و یا قرمزی و ترکیبی از همه اینها نشان دهنده کامل شدن واکنش است.
1-2) فسفاته دو کاتیونی
1-2-1) پوشش فسفاته روی - کلسیم
افزودن کلسیم به حمامهای فسفات روی، عملکرد مثبت زیادی ایجاد میکند که بیش از حمامهای فسفاته کاری روی - نیکل است. به علاوه قیمت و هزینه آن نیز پایینتر است. پوششهای فسفاته روی - کلسیم اصلاح شده، کاربردهای صنعتی مختلفی دارند که از آن جمله میتوان به زیر لایه ای جهت کشش عمیق، اکستروژن و کار سرد، به عنوان پیش عملیات جهت عملیات حرارتی، رنگ کاری الکترو فورتیک و عایق الکتریکی اشاره کرد. به طور کلی پوشش های روی - کلسیم به دلیل موارد زیر به کار میروند:
1- بهبود شکل پذیری فلز زیر لایه در کار سرد به دلیل خاصیت روان کنندگی خوب
2- بهبود رنگ پذیری فلز زیر لایه
3- افزایش مقاومت به خوردگی
4- بالا رفتن کیفیت پوشش وکاهش زمان فرایندفسفاته کاری
5- اقتصادی، غیرسمی و راحتی دسترسی به ترکیبات حاوی کلسیم.
کلسیم به ندرت در حمامهای فسفاته به تنهایی استفاده میشود، زیرا چسبنگی پوشش فسفاته کلسیم خالص به سطح ضعیف میباشد، اما چسبندگی با افزایش درصد روی در پوشش افزایش مییابد. اضافه کردن کلسیم در حمامهای فسفاته روی، باعث تغییر ساختار کریستال پوشش فسفاته از فسفوفیلیت - هوپیت به شولزیت - فسفوفیلیت میشود.
پوششهای فسفاته روی - کلسیم با سرعتی آهسته تشکیل میشوند. توانایی ذاتی کلسیم در پایین آوردن اندازه دانه اغلب منجر به ساختار میکرو کریستالی یا نزدیک به آمورف میشود. پوششهای فسفات کلسیم نازک و چسبنده میباشند و کریستالها دارای هموژنیتی بالایی هستند.
1-2-2) پوشش فسفاته روی - نیکل
مهمترین پیشرفت در فسفاته کاری صنایع خودروسازی تولید میزان بیشتری از فسفوفیلیت نسبت به هوپیت در ترکیب شیمیایی پوشش فسفاته میباشد. بلورهای هوپیت ساختاری سوزنی شکل دارند، در حالی که بلورهای فسفوفیلیت به شکل مکعبی و یا دیسکی بوده و ساختار ریزدانه دارند. مقاومت پوششهای فسفاته نسبت به تخریب توسط عوامل قلیایی مورد مطالعات بیشتری قرار گرفته است. این مطالعات نشان داده که افزایش مقاومت قلیایی موجب بهبود کارایی لایه رنگ میشود[6]. در میان افزودنیهای مؤثر به پوششهای فسفاته، یون فلز نیکل از اهمیت بسیاری برخوردار است. این موضوع موجب شده است تا پیشرفتهای بزرگی در کاربردهای رنگ شدهی پوشش فسفاته به وقوع بپیوندد (مخصوصاً در محصولات گالوانیزه). معمولاً از مقادیر نسبتاً کمی نیکل در حمام فسفاته کاری استفاده میشود (gr/lit5/0 - 15/0)[6]. این کار بخاطر قیمت بالای نیکل است. مقادیر بالاتر نیکل (gr/lit4 - 6/0) به علت کاربرد بیشتر این حمامهای فسفات، مطرح میشوند. افزودن نیکل تأثیر قابل توجهی بر روی خواص ماکروسکوپی پوشش میگذارد. در عمل یون نیکل (Ni2+) بدین دلیل به حمام فسفاته روی اضافه میشود تا پوششی با ساختار کاملاً همگن (از لحاظ اندازه دانه) و دارای سطحی مناسب جهت افزایش چسبندگی رنگ و همچنین کاهش میزان تخلخل پوشش و نیز بهبود مقاومت به خوردگی آن، تولید شود. حضور یونهای نیکل در حمامهای فسفاته چندین نتیجه را موجب میشود. در حقیقت با ورود یونهای فلزات سنگین به داخل ساختار کریستالی، ریز شدن اندازه کریستالی و کاهش وزن واحد سطح پوشش حاصل میشود. پیشرفت روشهای آنالیز نشان میدهد که نیکل باعث تمرکز پوشش میشود. این امر میتواند ناشی از خاصیت جوانهزا بودن یونهای نیکل در حمامهای فسفاته باشد.
برای تماس با شرکت جلاپردازان پرشیا کلیک کنید.
خواص حفاظتی پوشش فسفاته

شرکت جلاپردازان پرشیا - واحد تحقیق و توسعه
خواص حفاظتی
پوششهای فسفاته بدون انجام عملیات اضافی قابلیت حفاضتی خوبی ندارند. بسته به نوع مصرف آنها میتوان از روغن، رنگ یا لاک استفاده کرد. در برخی موارد میزان حفاظت این پوششها به همراه آببندی به مراتب بیش از پوشش های فلزی است.
در جدول1-2 مقاومت به خوردگی انواع پوششهای فسفاته مشاهده میشود.
جدول 1-2مقاومت به خوردگی قطعه فولادی با پوششهای مختلف
|
پوشش حفاظت کننده |
زمان ظهور اولین نشانه های خوردگی در مه نمک NaCl%3 (بر حسب ساعت) |
|
بدون حفاظت کننده |
1/0 |
|
فسفاته کاری شده |
5/0 |
|
آبکاری نیکل |
13- 10 |
|
آبکاری کرم |
24- 23 |
|
فسفاته شده سپس با پارافین براق شده |
60 |
|
دولایه روغن جلای کوره ای |
70 |
|
فسفاته شده و یک بار هم با روغن جلای کوره ای پوشش داده شده |
پس از 500ساعت علائمی از خوردگی مشاهده نشده است. |
بیشترین مقاومت به خوردگی در پوششهای فسفاته، مربوط به فسفات منگنز است که در حالت فسفاته داغ (فسفاته کردن با تسریع کننده در دمای بالا) حاصل میشود. از طرفی کمترین مقاومت به خوردگی توسط فسفات آهن ایجاد خواهد شد.
1) انواع پوشش فسفاته
پوششهای فسفاته در قدیم شامل فسفات روی، آهن و منگنز بود. در سالهای اخیر برای بهینه کردن پوشش فسفاته از ترکیب نیکل، منگنز و کلسیم به همراه روی بصورت پوششهای فسفاته چند کاتیونی استفاده شد که دارای سطحی صاف و مناسب برای زیر لایه رنگ میباشد. ازطرف دیگر به علت استفاده از ترکیبات نیکل و منگنز مقاومت به خوردگی پوشش نیز افزایش مییابد.
1-1) پوششهای فسفاته تک کاتیونی
1-1-1 ) پوشش فسفاته روی
فسفاتههای روی به دلیل مقاومت بالا در برابر خوردگی در مقایسه با فسفاته آهن مورد توجه هستند. این فسفاته ها میتوانند به عنوان زیر لایه رنگ، فسفاته قبل از کشش لوله و سیم و همچنین پوشش محافظ مورد استفاده قرار گیرند. معمولا در صورت استفاده از این فسفاته ها به عنوان زیر لایه رنگ وزن پوششی معادل 2 الی 6 گرم بر متر مربع کافی میباشد. در صورتی که اعمال این فسفاته جهت کشش به وزنی معادل 15 گرم در هر متر مربع نیاز دارد. در فسفاته فلزات سنگین گاهاً تا 35 گرم در هر متر مربع پوشش ایجاد میشود.
کاربرد آسان و کنترلهای راحت این نوع فسفاته در گسترش استفاده از این فسفاته جهت آماده سازی سطوح برای اعمال فسفاته زیر رنگ موثر بوده است. لایهای نازک از فسفاته با ضخامت 2 الی 4 گرم در هر متر مربع با مقاومت خوب در برابر خوردگی از مشخصههای خوب این پوشش است این فسفاته معمولا در دمای 65 الی 75 درجه سانتیگراد و در زمان 5 الی 10 دقیقه انجام میشود.
1-1-2) پوشش فسفاته آهن
معمولترین نوع فسفاته مصرفی در خطوط اسپری فسفاته آهن است. این نوع فسفاته به دلیل نگهداری آسان و هزینههای کم آن مورد استقبال قرار گرفته است. از دیگر قابلیتهای این فسفاته ترکیب آن با چربیگیر و انجام هم زمان چربی گیر و فسفاته است. هر چند در برابر خوردگی به نسبت فسفاته روی مقاومت کمی دارند اما به دلیل تولید لجن کم دارای مزیت هستند.
یکی از روشهای معمول در فسفاته کردن قطعات غوطهور کردن آنها در وان حاوی این مواد است. قطعات قبل از فسفاته بایستی کاملا چربی زدایی شوند تا بتوان وزنی معادل 1/0 تا 5/0 گرم در هر متر مربع بر روی آنها رسوب داد این عملیات در دمای 50 الی 60 درجه و در زمان 5 الی 10 دقیقه انجام میشود و ظاهر شدن رنگ آبی یا خاکستری یا زرد کم رنگ و یا قرمزی و ترکیبی از همه اینها نشان دهنده کامل شدن واکنش است.
1-2) فسفاته دو کاتیونی
1-2-1) پوشش فسفاته روی - کلسیم
افزودن کلسیم به حمامهای فسفات روی، عملکرد مثبت زیادی ایجاد میکند که بیش از حمامهای فسفاته کاری روی - نیکل است. به علاوه قیمت و هزینه آن نیز پایینتر است. پوششهای فسفاته روی - کلسیم اصلاح شده، کاربردهای صنعتی مختلفی دارند که از آن جمله میتوان به زیر لایه ای جهت کشش عمیق، اکستروژن و کار سرد، به عنوان پیش عملیات جهت عملیات حرارتی، رنگ کاری الکترو فورتیک و عایق الکتریکی اشاره کرد. به طور کلی پوشش های روی - کلسیم به دلیل موارد زیر به کار میروند:
1- بهبود شکل پذیری فلز زیر لایه در کار سرد به دلیل خاصیت روان کنندگی خوب
2- بهبود رنگ پذیری فلز زیر لایه
3- افزایش مقاومت به خوردگی
4- بالا رفتن کیفیت پوشش وکاهش زمان فرایندفسفاته کاری
5- اقتصادی، غیرسمی و راحتی دسترسی به ترکیبات حاوی کلسیم.
کلسیم به ندرت در حمامهای فسفاته به تنهایی استفاده میشود، زیرا چسبنگی پوشش فسفاته کلسیم خالص به سطح ضعیف میباشد، اما چسبندگی با افزایش درصد روی در پوشش افزایش مییابد. اضافه کردن کلسیم در حمامهای فسفاته روی، باعث تغییر ساختار کریستال پوشش فسفاته از فسفوفیلیت - هوپیت به شولزیت - فسفوفیلیت میشود.
پوششهای فسفاته روی - کلسیم با سرعتی آهسته تشکیل میشوند. توانایی ذاتی کلسیم در پایین آوردن اندازه دانه اغلب منجر به ساختار میکرو کریستالی یا نزدیک به آمورف میشود. پوششهای فسفات کلسیم نازک و چسبنده میباشند و کریستالها دارای هموژنیتی بالایی هستند.
1-2-2) پوشش فسفاته روی - نیکل
مهمترین پیشرفت در فسفاته کاری صنایع خودروسازی تولید میزان بیشتری از فسفوفیلیت نسبت به هوپیت در ترکیب شیمیایی پوشش فسفاته میباشد. بلورهای هوپیت ساختاری سوزنی شکل دارند، در حالی که بلورهای فسفوفیلیت به شکل مکعبی و یا دیسکی بوده و ساختار ریزدانه دارند. مقاومت پوششهای فسفاته نسبت به تخریب توسط عوامل قلیایی مورد مطالعات بیشتری قرار گرفته است. این مطالعات نشان داده که افزایش مقاومت قلیایی موجب بهبود کارایی لایه رنگ میشود[6]. در میان افزودنیهای مؤثر به پوششهای فسفاته، یون فلز نیکل از اهمیت بسیاری برخوردار است. این موضوع موجب شده است تا پیشرفتهای بزرگی در کاربردهای رنگ شدهی پوشش فسفاته به وقوع بپیوندد (مخصوصاً در محصولات گالوانیزه). معمولاً از مقادیر نسبتاً کمی نیکل در حمام فسفاته کاری استفاده میشود (gr/lit5/0 - 15/0)[6]. این کار بخاطر قیمت بالای نیکل است. مقادیر بالاتر نیکل (gr/lit4 - 6/0) به علت کاربرد بیشتر این حمامهای فسفات، مطرح میشوند. افزودن نیکل تأثیر قابل توجهی بر روی خواص ماکروسکوپی پوشش میگذارد. در عمل یون نیکل (Ni2+) بدین دلیل به حمام فسفاته روی اضافه میشود تا پوششی با ساختار کاملاً همگن (از لحاظ اندازه دانه) و دارای سطحی مناسب جهت افزایش چسبندگی رنگ و همچنین کاهش میزان تخلخل پوشش و نیز بهبود مقاومت به خوردگی آن، تولید شود. حضور یونهای نیکل در حمامهای فسفاته چندین نتیجه را موجب میشود. در حقیقت با ورود یونهای فلزات سنگین به داخل ساختار کریستالی، ریز شدن اندازه کریستالی و کاهش وزن واحد سطح پوشش حاصل میشود. پیشرفت روشهای آنالیز نشان میدهد که نیکل باعث تمرکز پوشش میشود. این امر میتواند ناشی از خاصیت جوانهزا بودن یونهای نیکل در حمامهای فسفاته باشد.
برای تماس با شرکت جلاپردازان کلیک کنید.
تئوری فسفاته کردن فلزات قبل از شکل دهی

5 . 4 فسفاته کردن به منظور تسهیل فرم دادن سردفلزات
1 . 5 . 4 نگاه کلی
استفاده از روش فسفات دارکردن برای تسهیل فرم دادن سردفلزات به کشفی توسط سینجر در سال 1937 باز می گردد . در این پتنت آلمانی به شماره ثبت اختراع 673405 ، سینجر استفاده از لایه های کریستالیزه شده چگال چسبیده ه به هم اکسیدها یا نمک هایی را برای روکش کردن آهن یا فولاد قبل از انجام عملیات فرم دادن پیشنهاد داد . هدف ، تشکل یک ساختار کریستالی چسبیده به پایه فلزی ، از طریق یک واکنش شیمیایی بود ، همان طور که در روش فسفات دار کردن نیز این هدف دنبال می شود . سینجر متوجه شد که چنین لایه های تشکیل شده از مواد معدنی ، با این مقدار سختی و مقاومت در مقابل فشار های بالا ، فاصله مناسبی بین ابزارمورد استفاده و فلز در حال فرم گرفتن ایجاد می کند . از آن جایی که خاصیت چسبندگی آن ها حتی در صورت کشیده شدن نیز به خوبی حفظ می شود ، می توانند برای تسهیل تغییر شکل های شدید و مکرر استفاده شوند .
فواید استفاده ار روکش فسفات در مقابل مواد استفاده شده در گذشته ، مثل روکش های سرب ، عمدتا اقتصادی هستند و همچنین این که می توان آن ها را به راحتی بعد از عملیات فرم دادن ، از طریق یک حمام اسید معدنی از فلز جدا کرد . استفاده از روکش های هیدروکسید آهن که گاهی در گذشته انجام می گرفتند ، از طریق زنگ زدن قطعه چس از جدا کردن آن انجام می شد . این نوع روکش ها به علت چسبندگی کم و حالت پودری و گسسته شان فقط فلزات نجیب را قادر به تغییر شکل می کردند .
در آلمان ، در زمان جنگ جهانی دوم ، فسفات دار کردن برای شکل دادن آهن و فولاد سرد به کار برده می شد . همراه با شرایط موجود در آن زمان ، این روش برای صنایع تولید مهمات به کار برده می شد ، برای مثال در سال 1944 اهمیت فسفات دار کردن به عنوان یک چسبنده برای شکل دادن فلزات سرد بسیار بیشتر از کاربرد آن به عنوان یک سد در مقابل خوردگی تلقی می شد . در دهه 1960 اهمیت این دو کاربرد فسفات دار کردن تقریبا یکسان شد . با این حال ، در سال های اخیر ، در نتیجه افزایش شدید تولیدات صنایعی چون خودروسازی ، نقش اساسی فسفات دار کردن برای مقاومت در برابر خوردگی به عنوان یک پیش رنگ می باشد ، که باعث کاهش اهمیت آن در فرم دادن فلزات سرد شده است .
در ایالت متحده آمریکا و انگلستان فواید فسفات دار کردنبرای فرم دادن فلزات سرد ، بعد از اتمام جنگ روشن شد . با این حال به سرعت پیشرفت کرد و امروزه در اکثر کشورهای صنعتی و پیشرفته به عنوان سهل کننده شکل دادن به فلزات سرد استفاده می شود . اساسی ترین کاربرد آن شامل تولید سیم ها و لوله های فولاد سردمی شود . پرس کردن مداوم فولاد سرد فقط از طریق فسفات دار کردن امکان پذیر است . در این فرایند و تمام دیگر زمینه های شکل دادن سرد و کشیدن سرد ، سطوح فسفات دار شده بیشترین سرعت تغییر شکل را نتیجه می دهند و در نتیجه از لحاظ اقتصادی فرایند را به صرفه می کنند . فایده دیگر فسفات دار کردن مشخصا افزایش سرعت امکان کشیدن فولاد برای تولید لوله و سیم و در نتیجه صرفه جویی اقتصادی است . سرعت های بالای 100 m/minدر صنایع تولید لوله فولادی و1000 m/minبرای تولید سیم دیده می شود .
روش فسفات دار کردن هیچ مشکلی برای هیچ نوع از فولادهای کربنی موجود در بازار ایجاد نمی کند ، همچنین هیچ مشکلی برای فولاد کم آلیاژ نیز ایجاد نمی شود . اجزا آلیاژ تا 3%نیکل ، 3%کروم ، 2%مولیبدینیوم ، یا 4%سیسلیسم با فرایند روکش دار کردن تداخلی ندارند . با این حال فولادهای پر آلیاژتر مثل بیش از 8%کروم نمی توانند فسفات دار شوند ، چرا که فسفریک اسید نمی تواند واکنش لایه برداری اولیه را که برای انجام فرایند فسفات دار کردن لازم است انجام دهد . برای این نوع فولاد های پرآلیاژ ، فسفات دار کردن توسط فرایندهای دیگر جایگزین می شود ، مثل فرایند هایی بر پایه اگزالیک اسید ، که در آن ها سرعت حمله به فولاد آلیاژ بیشتر است .
1 . 1 . 5 . 4 تاثیر اصطکاک در فرم دادن سرد
بازده فرم دهی سرد آسان از طریق فسفات دار کردن عمدتا به اصطکاک کاهش یافته حین انجام فرایند بستگی دارد . بسته به نوع فرم دهی ، انواع مختلف نیروهای اصطکاک خارجی وجود دارند . با وجود این ، می توان فرض کرد که تقریبا 50%انرژی مورد نیاز فرایند صرف غلبه بر نیروهای اصطکاک موجود می شود . . اثرات همراه فسفات دار کردن و روغن کاری این درصد را به میزان قابل توجهی کاهش داده و باعث طرفه جویی در انرژی می شود . در عین حال ، کاهش سطح مقطع ابزار و آبکاری مناسب روی قطعه نیز باعث کاهش مصرف انرژی می شود .
اثر این اصطکاک بر روی فرم دادن سرد توسط نماد - ضریب اصطکاک ، نشان داده می شود . . در مقابل اصطکاک خشک ، که لغزیدن یک سطح خشک بدون هیچ لایه واسطه روی سطح خشک دیگری تعریف می شود ، شرایط موجود در فرم دهی سرد باعث ایجاد اصطکاک های محدودکنندهیا آمیخته می شود . ضریب اصطکاک اینجا بین 0 . 02تا 0 . 15قرار دارد . اصطکاک محدودکننده زمانی به وجود می آید که صفحات لغزنده توسط یک لایه نازک ، معمولا تک مولکولی از چرب کننده از هم جدا می شوند . یکی از ویژگی های اصطکاک محدودکننده این است که که ضریب اصطکاک آن با افزایش سرعت لغزیدن سریعاکاهش می یابد . در مواردی که سرعت آنقدر بالاست که ضریب اصطکاک دیگر وابستگی قابل توجهی به سرعت ندارد ، اصطکاک هیدرودینامیک ظاهر می شود . . در این حالت ، هر دو سطح لغزنده به طور کامل توسط لایه چرب کننده ( روغن ) از هم جدا شده اند . اصطکاک مشاهده شده تنها به دلیل اصطکاک داخلی لایه روغن وجود دارد و مقدار آن بسیار کم است ، تا آن جایی که ضرایب اصطکاک در حدود 0.001 تا 0.01 قرار دارند .
در کشش سرد سرعت بالا برای تولید سیم و لوله ، اصطکاک های محدودکنند و هیدرودینامیک وجود دارند . این حالت را" اصطکاک آمیخته " میگویند و فرض می شود که در این حالت ، به دلایل مشخص تجربی ، لایه روغن به صورت موضعی سوراخ می شود .
شکل 86-رابطه بین ضریب اصطکاک ، سرعت نسبی لغزش و فشار سطحی بر نوع اصطکاک موجود
تحت شرایط موجود در فرم دهی سرد ، حتی زمانی که از چرب کننده ها استفاده می شود ، همواره احتمال تماس فلز-فلز بین ابزار و قطعه ، بسته به نوع دقیق فرایند فرم دهی ، وجود دارد . در نتیجه فشار و دمای بالا ، ممکن است لایه روغن شکاف بخورد ، که احتمالا به دلیل باز شدن سطح فلز اتفاق می افتد . در این نقاط ، حمله های فرساینده مشاهده می شود ، که در این حالت فلز در یک محل پاره شده و ذرات جدا شده در نقطه مجاور به سطح قطعه فشرده می شوند . ابزار پرس ضربه می خورد ، اصطکاک افزایش یافته و سرعت فرسایش ابزارآلات زیاد می شود . افزودن فیلترهای جامد به روغن ، مثل گچ ، میکا ، گرافیت یا مولیبدینیوم دی سولفید فقط تا حدی در جلوگیری از وقوع تماس فلز-فلز موثر است . عیب چنین افزودنی هایی ، امکان فرو رفتنشان در سطح فلز است که به تجربه ثابت شده که جدا کردنشان بسیار مشکل خواهد بود . 175 به منظور جلوگیری از شکاف خوردن لایه روغن و افزایش میزان اثربخشی اصطکاک آمیخته ، روغن های استفاده شده شامل چندین افزودنی اسید چرب قطبی و-زمانی که فشارهای بسیار بالا استفاده می شود ، افزودنی های فشار بالا می شود . با این حال استفاده از اسید چرب ها ، واکنش شیمیایی گروه های قطبی اسیدها ، کلر ، گوگرد یا فسفر حاوی افزودنی های فشار بالا ( افزودنی های EP) ، باعث افزایش جذب سطحی می شود ، این واکنش ها فقط در دماها و فشار های بسیار بالا به طور کامل اثربخش هستند .
روکش های فسفاتی در اصل طوری طراحی می شوند که توانایی عملکرد در کنار انواع روغن ها را داشته باشند . در جایی که این روکش هاای معدنیکریستالی استفاده شده اند ، فاصله بین قطعه و ابزار پرس در قسمتی که اصطکاک محدودکننده و آمیخته وجود دارد ، ایجاد می کنند ، در نتیجه اثر فرساینده را که عمدتا به دلیل جوش دادن سرد قطعات اتفاق می افتد ، کاهش می دهد . اگر به دلیل اصطکاک خشک ، لایه روغن درست عمل نکند ، با استفاده از روکش فسفات احتمال حملات فرساینده به شدت کاهش می یابدودر این حالت روکش فسفات به عنوان یک لایه محافظ اورژانسی عمل می کند .
در انواع مختلف فرم دهی های سرد ، اصطکاک به وسیله روکش های فسفاتی به مقدار قابل توجهی کاهش می یابد . در اندازه گیری های تحت شرایط متفاوت قابل مقایسه ، ضریب اصطکاک برای سطوح روی فسفات دار شده همراه روغن امولسیونی در فشار 1440 N/mm2از 0.70به 0.043کاهش یافت ( در مقایسه با سطوح فسفاته نشده ) . مقادیر به دست آمده برای منگنز و آهن فسفاته شده به اندازه مقادیر اندازه گیری شده برای روی مطلوب نبودند . حتی در حالت های خاص که به علت پارگی لایه روغن ، اصطکاک خشک ایجاد می شود ، سطوح فسفاته شده منجر به اصطکاک کمتر در مقایسه با تماس مستقیم فلز-فلز می گردد .
علاوه بر عملکرد به عنوان یک رابط فاصله انداز در فرم دهی سرد ، نباید از اثر فسفاته کردن روی عوی عملکرد روغن های مورد استفاده چشم پوشی کرد . سطح کریستالی و در نتیجه زبر فلز فسفاته شده بهترین پایه ممکن برای نگه داری روغن ها روی فلز را فراهم می آورد . در نتیجه سطوح فسفاته شده چندین برابر یک سطح فسفاته نشده روغن جذب می کنن ( شکل 54 ) . مقدار موثر روغن به میزان زیادی مستقل از ضخامت روکش فسفات است . در یک مقایسه انجام شده ، با استفاده از یک نوع روغن یکسان ، ضخامت روغن روی فلز فسفاته شده 2.3g/m2و 1.0 g/m2بر سطوح فسفاته نشده بوده است . روغن جمع آوری شده از روی سطح فسفاته شده 7 تا 13 برابر سطح فسفاته نشده بوده است . چرب کننده های جامد مثل گرافیت و مولیبدینیوم دی سولفید نیز به راحتی توسط ساختار متخلخل روکش فسفات دوباره جمع آوری می شوند ، در نتیجه می توانند به نحو بهینه مورد استفاده قرار گیرند .
در عمل ، از امکان کاربرد چرب کننده های صابونی در پیوستگی با سطوح فسفاته شده استفاده فراوانی می شود . سولفات روی مصنوعی می تواند به صورت ناقص با صابون های فلزات قلیایی واکنش داده و صابون روی بسیار سریع الثری تولید کند . ترشری روی فسفات روی سطح به شکل زیر واکنش می دهد:
Zn3 ( PO4 ) 2 + 6 CH3 ( CH2 ) x . CO2Na → 3 Zn ( CH3 ( CH2 ) x . CO2 ) 2 + 2 NaPO4 ( 62 )
( ترشری سدیم سولفات ) ( صابون روی ) ( صابون سدیم ) ( ترشری روی فسفات )
واکنش از طریق غوطه ور کردن قطعه در حمام صابونی کننده در 70-80درجه سانتی گراد برای 2-10دقیقه صورت می گیرد . کامل ترین واکنش ، در نتیجه بهترینواکنش برای فرایند فرم دهی ، توسط چرب کننده های قابل صابونی شدن فعال شده اختصاصی ، انجام می گیرد . با غلظت 2-20%در مخزن غوطه وری ، pHحدود 9-10به دست می آید . با توجه به ضخامت روکش فسفات ، روکش های صابونی با ضخامت 5-20 g/m2تولید شده که می توانند تا 50%صابون روی باشند ( شکل 87 ) .
شکل 87 ) تبدیل روکش روی فسفات روی فولاد( 18 g/m2) با محلول آبی صابون سدیم
3 . 1 . 5 . 4 چسبندگی و قابلیت شکل پذیری روکش های فسفات
قابلیت چسبندگی خوب روکش های فسفات که برای انجام فرایندهای سخت و چندگانه فرم دهی فلزات ضروری است ، تا اندازه ای به دلیل عمل تنظیم کردن روی سطوح زبر شده توسط فرایند لایه برداری و تا اندازه ای به علت ماهیت برآری ( رونشست ، epitaxy) رشد بلور روی سطح فلز است . در مورد فسفات روی رایج ، فولاد عمدتا توسط Zn3 ( PO4 ) 2 . 4H2O( هوپیت ) و Zn2Fe ( PO4 ) 2 . 4H2O( فسفوفیلیت ) پوشیده می شود ( شکل 88 ) . در حین فرم دهی فلز ، دما های محلی به راحتی تا 100 درجه سانتی گراد بال رفته و حتی می توانند تا 400 الی 500 درجه سانتی گراد هم برسند . در موارد استثنایی ممکن است دماهای بالای 1000 درجه سانتی گراد نیز به صورت موقتی مشاهده شود . این چنین دماهای بالایی تاثیری روی چسبندگی و عملکرد روکش روی فسفات نمی گذارند ، در نتیجه تغییر شکل های بعدی بدون مشکل انجام می شوند . تحقیقات نشان داده است که حتی برای مدت زمان های طولانی تر حدود 15 دقیقه در محیط اکسید کننده هوای داغ در دمای 500 درجه سانتی گراد ، هیچ گونه تغییر نامطلوبی روی لایه روی فسفات دیده نمی شود ، با این حال کمی از آب بلور ازدست می رود .
شکل 88 ) سطح مقطع تنظیم روکش روی فسفات با فولاد
در حین فرم دادن فلزات ، روکش فسفات مثل یک لایه پلاستیک یا مثل رفتار یک چرب کننده جامد مانند گرافیت یا مولیبدینیوم دی سولفید ، که حرکت در جهت ساختار لایه لایه کریستال انجام می گیرد ، عمل نمی کند . میکروکریستال های فسفات میکرو سختی حدود 1300N/mm2دارند ، که تقریبا برابر با سختی فولاد پایه شان است . نشان داده شده است که در حین فرم دهی ، کریستال های فسفات در ابتدا تا حدی کوچک می شوند تا به شکل پودر در بیایند و سپس به شکل یک روکش شیشه ای در می آیند . بعد از اتمامفقط 15%فرم دهی فلز ، ساختار کریستالی فسفات توسط پراسش پرتو Xقابل تشخیص نیست .
پودر ریز تولید شده توسط فرم دهی در تماس با چرب کننده ، نوعی خمیر به وجود می آورد ، با این حال بیشتر نواحی روکش فسفات به سطح فلز چسبیده باقی می ماند . ساختار نهایی در تمام موارد ، روکشی صاف و تقریبا براق به نام "سطح آینه ای کششی فسفات" می باشد . این روکش کاملا برای فرم دهی های بعدی به عنوان یک فاصله انداز و رابط چرب کننده قابل استفاده است . به همین دلیل ، برای مثال ، سیم های فولادی می توانند تحت بیش از 15 فرایند کشش با استفاده از چنین روکشی قرار گیرند . لایه های فسفاتی که چنین عمل می کنند ، سطح خاکستری و براق آینه ای خود را حفظ می کنند .
4 . 5 . 1 . 4 فرایندهای فسفات دار کردن برای فرم دادن سرد فلزات
انتخاب نوع فرایند فسفاته کردن مورد استفاده با توجه به ضخامت روکش مورد نیاز ، درجه سادگی فرایند ، حداقل کردن مقدار مواد شیمیایی مورد نیاز و همچنین تعدادی فاکتور دیگر که بیشتر مربور به کاربرد منظر می شوند ، تعیین می گردد . از آن جا که هیچ قانون مشخصی برای تعیید بهترین روکش موجود برای یک نوع سردکاری خاص وجود ندارد ، معمولا احتیاج به یک سری آزمایش های مقدماتی وجود دارد . برای این کار ، فاکتورهایی از جمله نوع آماده سازی شامل لایه برداری ، نوع فولاد مورد استفاده ، اثرات موجود در فرم دهای و همچنین ، ئر بعضی موارد ، اثرات ناشی از سیستم نگه داری و فسفاته کردن باید مورد آزمایش قرار گیرند . به جز چنین موارد خاصی ، نتایج تجربی یک سری اقدامات راهبردی برای انتخاب مناسب ترین روکش فسفات برای یک فرایند دلخواه به دست داده اند .
می توان گفت رایج ترین روکش مورد استفاده در فرایندهای فرم دهی سرد ، روکش های روی فسفات هستند . با این حال ، سیستم روی-منگنز محبوبیت تازه ای برای فرایندهای اکستروژن ، فشردگی سرد و سردکشی یافته است . فرایندهای روی-کلسیم بعضی اوقات در فرایندهای اکستروژن که در آن ها لایه فسفات تقریبا به طور کامل در حین فرایند تحلیل می رود و سطح براق فلز به عنوان قطعه نهایی به جا می ماند ، انجام می شوند . برای این کاربرد ، فسفات فلز های قلیایی نیز استفاده می شوند ، که در این مورد روکش عمدتا شامل اکسید آهن و فسفات آهن می شود .
نه تنها سیستم فسفات بلکه شتابدهنده مورد استفاده نیز در کاربردهای فرم دهی فلزات باید به دقت انتخاب شوند . ای موارد نه تنها بر ضخامت روکش بلکه بر چسبندگیو ساختار کریستالی روکش نیز تاثیر می گذارند . در سیستم رایج روی فسفات ، شتابدهنده های مطلوب شامل نیترات ها ، نیتریت ها و کلرات ها می شوند .
شتابدهنده های نیترات برای تولید لایه های ضخیم روکش روی فسفاتبا وزن 10-20 g/m2استفاده می شوند . این روکش ها در جایی لازم هستند که فرم دهی های سنگین انجام می شود ، مثل اکستروژن مداوم یا نازک کردن ورق فلز . ویژگی های چنین حمام هایی غلظت و دمای بالای آن هاست ( 70-95درجه سانتی گراد ) . اکثر سیستم های روی فسفات مورد استفاده برای سردکاری از ترکیب شتابدهنده نیترات+نیتریتاستفاده می کنند و به صورت جهانی برای این کاربرد نصب شده اند . بر اساس شرایط عملکرد حمام ، روکش هایی با وزن 4-15 g/m2تولید میکنند . محدوده دمای مورد نیاز 30 تا 80 درجه سانتی گراد است که معمولا در حدود 60 تا 75 قرار دارد .
فرایند های همراه با افزودنی هایی چون فسفات های غلیظ منجر به تولید روکش های بسیار نازک می شوند . این روکش های نازک ، معمولا 1-4 g/m2، برای اکستروژن لوله های فولادی جوش خورده یا نوارهای کشش عمیق کاربرد دارند . زمانی که درفرایندهای شتاب داده شده توسط نیترات + نیتریت ، نیتریت به صورت جداگانه اضافه و بر غلظت آن نظارت شده است ، کنترل فرایند پیچیده تر گشته است . با رعایت کردن شرایط مناسب و داشتن غلظت نسبی بالا از نیترات ، حمام می تواند طوری عمل کند که نیتریت به صورت خودکار از نیترات تولید شود و به جز در ابتدای کار حمام نیازی به اضافه کردن نیتریت نیست ( شکل 89 ) .
فرایندهایی که از کلرات به عنوان شتابدهنده استفاده می کنن ، روکش هایی نسبتا نازک ولی چگال تولید می کنند که معمولا برای فرایندهای فرم دهی فلزات بسیار مناسب هستند . روکش ها معمولا وزنی در حدود 3-6 g/m2دارند . دمای مورد نیاز حمام در حدود 45 تا 85 درجه سانتی گراد است . این فرایندها به دلیل سادگی ذاتی شان معمولا برای روکش فرایندهای کشش سیم و لوله به کار می روند . 81
با استفاده از بعضی شتابدهنده ها ، به خصوص نیترات ها ، می توان حداقل مقداری از آهن حل شده در واکنش لایه برداری را به عنوان Fe(II)به حمام بازگرداند . چنین فرایندهایی ، "فرایندهای متمایل به آهن" ، منجر به کاهش تولید لجن و کاهش مقدار مواد شیمیایی مورد نیاز می شوند . تا جایی که غلظت Fe(II)با افزایش توان عملیاتی کار بالا می رود ، اقدام های معمول برای کنترل آن باید صورت بگیرند ، زمانی که غلظت Fe(II)به درجه ای می رسد که بر تولید روکش و ویژگی هایش به عنوان سهل کننده فرم دهی فلزات تاثیر می گذارد . چنین مقادیری شامل تحلیل و جایگزینی حمام فسفات ، یا اکسیداسیون ناقص Fe(II)به Fe(III)می شود ، که Fe(III)به صورت یک لجن فسفات کم محلول رسوب می کند . عوامل اکسنده مناسب هوا و کلرات ها هستند . با استفاده از افزودنی های حمام اختصاصی می توان چنین حمام های آهنی را در دمای 40 تا 60 درجه سانتی گراد به کار انداخت . این عمل نه تنها باعث صرفه جویی در انرژی می شود بلکه منجر به کاهش تولید لایه جامد بر دیواره های مخزن و سطوح هیتر می گردد .
شکل 89-اثر اکسنده های مختلف بر رشد لایه روی سولفات
در انتخاب مناسب ترین فرایند فسفاته کردن ، اولین فاکتور مورد بررسی نوع روکش مورد نیاز است . فرم دهی های سخت و متوالی نیازمند روکش های ضخیم هستند ، در حالی که فرم دهی هایی که ساده تر انجام می شوند نیازی به روکش های ضضخیم ندارند . ضخامت مورد نیاز روکش بر این اساس تخمین زده می شود که بعد از اتمام کار مقدار کافی از روکش روی قطعه باقی بماند تا بتواند از قطعه و ابزار حفاظت کند . در نتیجه ، در یک فرایند چند مرحله ای برای تولید سیم ، شرایطی انتخاب شده است که پس از بیرون آمدن از آخرین فرم دهی ، روکشی با ضخامت بیشتر از 0.5-1 g/m2روی قطعه باقی مانده باشد . از سوی دیگر ، نیازی به روکش های ضخیم بی دلیل که باعث افزایش مصرف انرژی می شود ، نیست . به طور کلی روکش های ضخیم تر ساختارهای بلوری درشت تری را نتیجه می دهند .
برای مثال در کشش جهت تولید سیم ، استفاده از ضخیم ترین روکش های فسفات ، می تواند منجر به screamingدر حین گذار از اولین مرحله استراحت شود . در مقابل این اتفاق ، زمانی استفاده از روکش روکش های ضخیم اولیه مطلوب است که نیاز داشته باشیم یک روکش بعد از عملیات مکانیکی ، به عنوان یک کمک کننده به فرم دهی های بعدی ، سردکاری یا فرایندهای دیگر ، باقی بماند .
ماهیت و نوع آماده سازی قبل از فسفات دار کردن نیز تاثیر زیادی بر ساختار و ضخامت روکش فسفات می گذارد . در اقدامات عادی برای سردکاری از حمام سولفوریک اسید یا هیدروکلریک اسید برای خواباندن قطعه استفاده می شود که باعث تولید روکشی با ساختار بلورهای درشت تر و ضخیم تر می گردد . در مواردی که نیاز باشد ، می توان این اثرات را از طریق شستشو با یک محلول نمک فلزی ، به خصوص نمک های تیتانیوم ، خنثی کرد . این عمل سرعت هسته گذاری را تحت تاثیر قراردارده و باعثرشد بلورهای بهتر می گردد و روشی رایج برای فسفاته کردن لوله ها و سیم ها می باشد .
در عمل ، زمانغوطه ور کردن در حمام های فسفات دار کردن می تواند متفاوت باشد تا ضخامت های متفاوتی با توجه به نیاز کاربر به دست بدهد . در نتیجه لوله های فولادی برای کشش یک مرحله به مدت 3 دقیقه غوطه ور می شوند ، در حالی که قطعاتی که برای اکستروژن های 2 یا 3 مرحله ای آماده می شوند ، به مدت 10 دقیقه در حمام غوطه ور می شوند که ضخامت هایی در محدوده 6-8 g/m2می دهند . نمی توان محدوده بزرگتری برای ضخامت روکش به دست آورد . چرا که غوطه ور شدن کم تر از 3 دقیقه تنها منجر به نشستن یک لایه پودری روی قطعه می شود و غوطه ور کردن بیش از 10 دقیقه به افزایش ضخامت روکش نمی انجامد . بنابراین این روش باید به عنوان یک تنظیم کننده دیده شود که پس از تعیین تقریبی ضخامت مورد نیاز به توجه به فرم دهی مورد نظر انجام شود .
در فرم دهی سرد فلزات ، بهترین نحوه تعیین ضخامت رو کش های فسفات ، از طریق g/m2است . این مقادیر از طرق مختلف حل کردن و کاهش وزن اندازه گیری می شوند ( قسمت 7 . 1را ببینید ) . تعیین ضخامت روکش ها به در سردکاری توصیه نمی شود ، چرا کهاندازه گیری ضخامت توسط وسایل مغناطیسی با توجه به تنوع زیاد ترکیب و ساختار روکش ها می تواند منجر به داده های غیرقابل اطمینان شود .
در فرایندهای سردکاری ، لایه های روی فسفات ، در مقابل روکش های آهنی یا منگنزی ، بهترین رفتار موضعیرا از خود نشان می دهند که به این دلیل است که روی فسفات با هر شتابدهنده ای عمل می کند . با این حال استفاده از منگنز فسفات ، در مواقعی که فشارهای بسیار بالا مورد استفاده است ، می تواند سودمند باشد . وضعیت دیگری که در آن روی فسفات نامناسب تر از روکش های فسفات آهن/اکسید آهن است ، زمانی است که در مرحله آخر نیاز به سطحی بدون هیچ ماده باقی مانده داریم . سیستم های روی فسفات همراه با شتابدهنده نیترات تمایل به مصرف فزاینده Fe(II) حمام دارد . در نتیجه ، روکش های تولید شده از این طریق ، همراه با با روی فسفات مقادیری آهن نیز دارند . در مواردی که چنین روکش هایی تحت شرایط سخت قرار می گیرند ، مثل اکستروإن های متوالی ، فسفات آهن موجود در روکش اثرات زیان آور خواهد داشت .
با استفاده از چرب کننده های واکنش ، می توان در یک فرایند تک مرحله ای ، روکش های فسفات را روی چرب کننده که از قبل در محل وجود دارد ، تولید کرد ( قسمت 4 . 3 . 3 را ببینید ) . در فرایندهای فسفات دار کردن مطلوب ، که چرب کننده ها در یک مرحله جداگانه استفاده می شوند ، فرایند به صورت 3 یا 4 مرحله انجام می گردد . با این حال ، در کاربردهای بسیار پیچیده باید متذکر شد که سیستم تک مرحله ای فسفات + چرب کننده به خوبی فرایندهای چند مرحله ای قدیمی عمل نمی کنند . با این وجود روش تک مرحله ای ، به استثنای سادگی اش ، فواید دیگری نیز دارد . این فواید شامل محافظت بهبود یافته در برابر زنگ در حین نگه داری و سطح براق فلز همراه با کاهش زبری سطح می شود . در نتیجه این ایده در صنایع آبکاری لوله ها ، سیم ها و دیگر قطعات کشش عمیق فولاد محبوبیت پیدا کرده است .
با توجه به ماهیت دقیق فرایند فرم دهی فلزاتروکش های فسفات یک یا چند ویژگی مطلوب ارائه می کنند:
1) افزایش درجه فرم دهی ممکن در یک مرحله
2) افزایش درجه فرم دهی کلی ممکن
3) کاهش تعداد فرایند های میانی پخت
4) افزایش ماکسیمم سرعت فرم دهی
5) بهبود کیفیت سطح قطعه فرم داده شده ، کاهش ضرب خوردگی و خراش ، همراه با روکش فسفات باقی مانده که ایجاد مقداری محافظت در مقابل فرسایش می کند.
6) کاهش فرسایش و تحلیل ابزار های فرم دهی که منجر به افزایش بهره وری می گردد.
5 . 1 . 5 . 4 اثر فسفات دار کردن بر قطعه فرم داده شده
علاوه بر نقش فسفاته کردن در حین فرایند فرم دهی ، باید اثر آن روی قطعه تکمیل شده را نیز در نظر گرفت . تا اینجا دیدیم که کاهش قابل توجهی در ضرب خوردگیو خراش سطوح ، قطعه ای با کیفیت سطح بهبود یافته تحویل می دهد . اندازه گیری زبری سطح فلز نشان می دهد که با استفاده از فسفاته کردن مقادیر زبری بهبود می یابند . در نتیجه ، مقادیر بهبود یافته زبری سطح ( Rt) در کشش سرد تولید لوله های فولادی با اندازه دقیق نیز یافت شده اند و نتایج مشابهی در کشش میله های فولادی نیز به دست آمده است . 102 در کشش لوله های دقیق برای سیلندرهای هیدرولیک ، معمولا زبری سطح کمتر از 5Rtنیاز است . این مقادیر معمولا با استفاده از روی فسفات با وزن 5 g/m2و ، حتی بهتر ، با اضافه کردن لایه های اکسید آهن/فسفات آهن با وزن حداکثر 2 g/m2، به دست می آیند . برای به دست آوردن مقادیر بسیار کم زبری ، در حدود کمتر از 2Rt، ممکن است لازم باشد از چرب کننده های واکنش مولکولی سنگین به جای ترکیبی از روکش فسفات و چرب کننده های امولسیونی استفاده شود . از این طریق مقادیر بالاتر اصطکاک دیده می شوند که سطوحی با کم ترین مقادیر زبری تولید می کنند .
کاهش اصطکاک از طریق سطوح فسفاته شده همچنین باعث کاهش سخت شده قطعه در حین فرم دهی می شود . در این حالت حرکات درونی جرم داخلی فلز وابسته به لایه های سطح کاهش یافته و منجر به مقادیر کم تر سختی میکرو و ماکرو می شود . در نتیجه ، برای مثال ، قدرت کششی پایین تر و مقادیر بالاتری از افزایش طول در کشش لوله های فولادی فسفاته شده به دست می آیند ( شکل 90 ) .
6 . 1 . 5 . 4 مراقبت های بعد از سردکاری
پس از سردکاری ، سطح فلز همراه با یک روکش فشرده شده از فسفات و چرب کننده بیرون می آید . این حالت باعث وجود درجه ای از محافظت در برابر خوردگی در زمان نگه داری در انبار و حمل و نقل برای قطعه می گردد . در بعضی موارد ، این محافظت باید از طریق روغن های محافظ خوردگی افزایش یابد . در تعدادی از موارد ، لایه باقی مانده برای بعضی فرایندهای بعدی قابل استفاده است . این حالت برای مواردی چون تولید لوله از طریق کشش یا ساخت سیلندر که در آن ها لغزندگی بهتر مطلوب است ، صادق است .
بیشتر بدانیم
1.کشش سیم
2.کشش لوله
3.قالب عمیق
4.باز کشش
مرجع : technical-application-of-phosphating
ترجمه توسط واحد تحقیق توسعه شرکت جلاپردازان پرشیا